一种可适应性调节的手机壳生产限位夹具的制作方法
1.本实用新型涉及手机壳生产技术领域,具体为一种可适应性调节的手机壳生产限位夹具。
背景技术:
2.手机壳,是对手机外观进行保护或装饰的装饰品,针对手机品牌和功能的增加而呈多样化,在手机壳的生产过程中,通常采用注塑冲压等形式,将材料制作成手机壳加工需要的形状,完成初步成型后,再通过打孔等方式对手机壳进行基础上再加工,而在这种二次加工过程中,则需要用到夹持工具对手机壳本体材料进行固定夹持,以保证生产加工过程的稳定。
3.现有手机壳生产中,对手机壳本体材料进行夹持的夹具,其夹持范围和尺寸都为固定设计,当需要对不同尺寸规格的手机壳进行夹持时,则需要同步替换不同的手机壳夹具,这使得加工过程过于繁琐和影响整体效率,为此,我们提出一种可适应性调节的手机壳生产限位夹具。
技术实现要素:
4.本实用新型的目的在于提供一种可适应性调节的手机壳生产限位夹具,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种可适应性调节的手机壳生产限位夹具,包括主体搭载机构、多点夹持机构和内置控制机构,所述主体搭载机构的顶面两端分布有多点夹持机构,且主体搭载机构的底端内部设置有内置控制机构,所述多点夹持机构包括搭载架、防滑板、夹持座、电动推杆、夹持头和贴合胶条,且搭载架的顶面设置有防滑板,所述搭载架的两端分布有夹持座,且夹持座的一侧分布有电动推杆,所述电动推杆的一端设置有夹持头,且夹持头的一端端末设置有贴合胶条。
6.进一步的,所述搭载架与防滑板之间相贴合,且夹持座、电动推杆沿着搭载架顶端两侧对称分布。
7.进一步的,所述夹持头通过电动推杆与夹持座构成伸缩结构,且夹持头与贴合胶条之间相连接。
8.进一步的,所述主体搭载机构包括底架、衔接板和螺栓,且底架的两端设置有衔接板,所述衔接板的两侧分布有螺栓。
9.进一步的,所述螺栓与衔接板之间为螺纹连接,且衔接板、螺栓沿着底架两端对称分布。
10.进一步的,所述内置控制机构包括连接控制端口、蓄电池、电路板和单片机,且连接控制端口的上方连接有蓄电池,所述蓄电池的上方设置有电路板,且电路板的一侧设置有单片机。
11.进一步的,所述连接控制端口、电路板、单片机与蓄电池之间相连接,且单片机与
多点夹持机构之间相互连通。
12.与现有技术相比,本实用新型的有益效果是:
13.该可适应性调节的手机壳生产限位夹具,在进行手机壳的生产加工时,可将需要夹持固定的手机壳放置于搭载架顶面,通过顶面贴合布置的防滑板可将手机壳稳定贴合,避免夹持中小范围移位影响加工,完成放置后再通过两端的电动推杆,配合夹持头通过电动推杆与夹持座构成的伸缩结构,让电动推杆伸缩带动夹持头伸缩对中部的手机壳进行适应性夹持,且在夹持过程中由于夹持头顶端贴合的贴合胶条,可让多组夹持头具有联动性能,配合不同的手机壳外观尺寸和规格达到贴合状态,且由于电动推杆设有多组,可进行局部的适应性调节,让夹持过程更加稳定和灵活,增加适用范围。
14.在此夹具的使用安装中,可通过底架的两侧分布的衔接板、螺栓进行此夹具的安置,可通过螺栓穿过衔接板将其固定安置于生产机床或合适的使用位置,让整体夹具固定,方便进行手机壳生产过程的辅助夹持。
15.搭载架顶面通过顶面贴合布置的防滑板可将手机壳稳定贴合,避免夹持中小范围移位影响加工,完成放置后再通过两端的电动推杆,配合夹持头通过电动推杆与夹持座构成的伸缩结构,让电动推杆伸缩带动夹持头伸缩对中部的手机壳进行适应性夹持,且在夹持过程中由于夹持头顶端贴合的贴合胶条,可让多组夹持头具有联动性能,配合不同的手机壳外观尺寸和规格达到贴合状态,让夹持过程更加稳定和灵活。
16.在此夹具使用操作中,可通单片机根据设定程序对连通的多点夹持机构内的多组电动推杆进行操作,实现控制夹持,此夹具供电则通过连接控制端口、电路板、单片机与蓄电池之间的相连接实现,可配合连接控制端口实现此夹具的开关控制,让使用更加灵活和便捷化。
附图说明
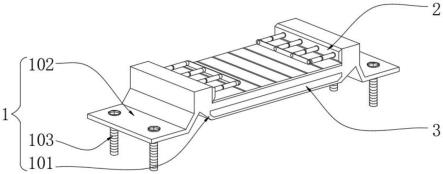
17.图1为本实用新型立体结构示意图;
18.图2为本实用新型多点夹持机构立体结构示意图;
19.图3为本实用新型内置控制机构俯视内部结构示意图。
20.图中:1、主体搭载机构;101、底架;102、衔接板;103、螺栓;2、多点夹持机构;201、搭载架;202、防滑板;203、夹持座;204、电动推杆;205、夹持头;206、贴合胶条;3、内置控制机构;301、连接控制端口;302、蓄电池;303、电路板;304、单片机。
具体实施方式
21.如图1所示,一种可适应性调节的手机壳生产限位夹具,包括:主体搭载机构1;主体搭载机构1的顶面两端分布有多点夹持机构2,且主体搭载机构1的底端内部设置有内置控制机构3,主体搭载机构1包括底架101、衔接板102和螺栓103,且底架101的两端设置有衔接板102,衔接板102的两侧分布有螺栓103,螺栓103与衔接板102之间为螺纹连接,且衔接板102、螺栓103沿着底架101两端对称分布,在此夹具的使用安装中,可通过底架101的两侧分布的衔接板102、螺栓103进行此夹具的安置,可通过螺栓103穿过衔接板102将其固定安置于生产机床或合适的使用位置,让整体夹具固定,方便进行手机壳生产过程的辅助夹持。
22.如图2所示,多点夹持机构2包括搭载架201、防滑板202、夹持座203、电动推杆204、
夹持头205和贴合胶条206,且搭载架201的顶面设置有防滑板202,搭载架201的两端分布有夹持座203,且夹持座203的一侧分布有电动推杆204,电动推杆204的一端设置有夹持头205,且夹持头205的一端端末设置有贴合胶条206,搭载架201与防滑板202之间相贴合,且夹持座203、电动推杆204沿着搭载架201顶端两侧对称分布,夹持头205通过电动推杆204与夹持座203构成伸缩结构,且夹持头205与贴合胶条206之间相连接,在进行手机壳的生产加工时,可将需要夹持固定的手机壳放置于搭载架201顶面,通过顶面贴合布置的防滑板202可将手机壳稳定贴合,避免夹持中小范围移位影响加工,完成放置后再通过两端的电动推杆204,配合夹持头205通过电动推杆204与夹持座203构成的伸缩结构,让电动推杆204伸缩带动夹持头205伸缩对中部的手机壳进行适应性夹持,且在夹持过程中由于夹持头205顶端贴合的贴合胶条206,可让多组夹持头205具有联动性能,配合不同的手机壳外观尺寸和规格达到贴合状态,且由于电动推杆204设有多组,可进行局部的适应性调节,让夹持过程更加稳定和灵活,增加适用范围。
23.如图3所示,一种可适应性调节的手机壳生产限位夹具中,内置控制机构3包括连接控制端口301、蓄电池302、电路板303和单片机304,且连接控制端口301的上方连接有蓄电池302,蓄电池302的上方设置有电路板303,且电路板303的一侧设置有单片机304,连接控制端口301、电路板303、单片机304与蓄电池302之间相连接,且单片机304与多点夹持机构2之间相互连通,在此夹具使用操作中,可通单片机304根据设定程序对连通的多点夹持机构2内的多组电动推杆204进行操作,实现控制夹持,此夹具供电则通过连接控制端口301、电路板303、单片机304与蓄电池302之间的相连接实现,可配合连接控制端口301实现此夹具的开关控制,让使用更加灵活和便捷化。
24.综上,该可适应性调节的手机壳生产限位夹具在使用时,首先在使用安装中,可通过底架101的两侧分布的衔接板102、螺栓103进行此夹具的安置,可通过螺栓103穿过衔接板102将其固定安置于生产机床或合适的使用位置,让整体夹具固定,方便进行手机壳生产过程的辅助夹持,在进行手机壳的生产加工时,可将需要夹持固定的手机壳放置于搭载架201顶面,通过顶面贴合布置的防滑板202可将手机壳稳定贴合,避免夹持中小范围移位影响加工,完成放置后再通过两端的电动推杆204,配合夹持头205通过电动推杆204与夹持座203构成的伸缩结构,让电动推杆204伸缩带动夹持头205伸缩对中部的手机壳进行适应性夹持,且在夹持过程中由于夹持头205顶端贴合的贴合胶条206,可让多组夹持头205具有联动性能,配合不同的手机壳外观尺寸和规格达到贴合状态,且由于电动推杆204设有多组,可进行局部的适应性调节,让夹持过程更加稳定和灵活,增加适用范围,在此夹具使用操作中,可通单片机304根据设定程序对连通的多点夹持机构2内的多组电动推杆204进行操作,实现控制夹持,此夹具供电则通过连接控制端口301、电路板303、单片机304与蓄电池302之间的相连接实现,可配合连接控制端口301实现此夹具的开关控制,让使用更加灵活和便捷化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1