一种高精度高效插磁钢机构的制作方法
1.本实用新型涉及电机转子磁钢安装技术领域,具体地涉及一种高精度高效插磁钢机构。
背景技术:
2.随着国家对环保和节能日益重视,新能源汽车替代燃油车已大势所趋。其中电机作为新能源汽车的“心脏”,为汽车提供强力且稳定的动力,是汽车构造中非常重要的一部分。而为保证“心脏”稳定性和安全性,要求电机转子组装配合要求紧密且牢固,其中磁钢的安装精度和固定牢靠程度,对电机转子的平稳高速运转来说尤为重要。
3.目前转子磁钢的安装方式主要有两种:一是员工通过手动将磁钢一片片塞进铁芯槽中,由于槽间隙小,人工操作难度高,且一个转子需要6叠铁芯,每叠铁芯32片磁钢,共计192片磁钢,人工作业效率低下;二是通过机械手配合高精度大像素相机对转子铁芯槽进行定位插装磁钢,该方式投入成本高,且只是将人工改为机器人,降低了劳动强度但效率提升不明显。
4.随着人工成本和新能源汽车需求的双向提升,低效率的人工安装磁钢方式已经无法满足工厂产能的需求,且人工单一性长时间的重复性劳作,使产品的品质面临着不可控的问题频繁出现磁钢漏插等情况,导致产品需要返工甚至报废处理;而机器人配合高精度相机的安装方式也需要人时常对设备进行校准调试,稳定性差,维护成本高。
5.如公开号为cn114069990a的一项中国专利,其公开了一种插磁钢机的供料机构、插入机构以及插磁钢机,该方案通过吸塑托盘401,吸塑托盘401上设置有线性分布的凹槽,凹槽用于放置磁钢片402;处于吸塑托盘401上方的磁钢吸盘201,使磁钢吸盘20与吸塑托盘401中每列凹槽之间一一对应,但是该方案虽然能提高加工效率,方便上料但是不适合对转子加工进行上料,因为转子加工需要在对应的转子位置进行插磁钢工序,而该方案的上料每次加工都需要重新对新的磁钢物料加工工位进行重定位,才能再进行对转子的插磁钢工序,因此该方案不适合对转子插磁钢工序的持续性加工。
6.如公开号为cn115285661a的一项中国专利,其公开了一种插磁钢机供料机构,该方案是通过机械手13夹爪气缸抓取磁钢后,将其搬运至安装位上方,推料气缸11将磁钢推送至转子对应磁钢槽内,该方式虽然能便于夹取物料,但是通过机械手13进行定位抓取会大大增加设备的造价,对于转子产品加工可以通过其他低廉并定位准确的方式进行有效替代,因此从制造成本上考虑,该方案成本过高。
技术实现要素:
7.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种安装精度高、加工效率高、成本低的高精度高效插磁钢机构,来解决现有现有电机插磁钢工作人工效率低下、机构插磁钢精度不高等问题。
8.本实用新型所采用的技术方案是:本实用新型包括基座以及设置在基座上的插磁
钢组件,它还包括设置在所述基座上的磁钢上料模组,所述磁钢上料模组包括料道切换组件、物料检测传感器以及推料组件,所述插磁钢组件包括压装气缸、压装推杆以及压装导向件,所述压装推杆设置在所述压装气缸的活动端,所述压装导向件上设置有压装导向孔,所述压装推杆滑动适配在所述压装导向孔内,所述基座底部设置有转子定位组件,所述转子定位组件包括与产品转子相配合的若干转子粗定位件、若干转子精定位销以及若干弹簧销。
9.一个优选方案是,所述料道切换组件包括料道气缸以及设置在所述料道气缸活动端上的料道板,所述料道板上设置有若干料道槽。
10.一个优选方案是,所述推料组件包括推料气缸以及设置在所述推料气缸活动端的推料杆,所述推料杆与磁钢物料相配合。
11.一个优选方案是,所述压装气缸的输出端设置有压装安装槽,所述压装安装槽内分布有若干安装孔,所述压装推杆配合设置在所述压装安装槽内,所述压装推杆上设置有与若干所述安装孔相配合的固定孔。
12.一个优选方案是,所述基座底部设置有四个呈圆周阵列的所述转子粗定位件,所述转子粗定位件均与产品转子相配合。
13.本实用新型的有益效果:
14.本实用新型在使用过程中, 在产品转子固定到指定位置时,所述转子粗定位件和所述转子精定位销同时对产品转子进行定位,提高加工精度,并压紧所述弹簧销,接着由所述料道切换组件中的所述料道气缸带动所述料道板移动,从而使所述料道板上的所述料道槽移动位置,将磁钢物料送至指定位置,接着由所述推料气缸活动端上的所述推料杆将磁钢物料推入至加工位置,并且磁钢物料最内位置刚好位于所述压装导向孔下方,此时所述物料检测传感器识别加工位置是否存在物料,防止重复推料,接着所述压装气缸带动所述压装推杆沿着所述压装导向件上设置的所述压装导向孔向下冲压,从而完成对电机转子自动插磁钢的工作,然后所述弹簧销再通过弹力辅助产品转子离开加工工位。
15.本实用新型通过提供了一种精度高、效率快、稳定性高的插磁钢机构,通过对转子铁芯进行机械精定位,无需对插磁钢槽再进行人工定位或视觉定位,从而实现磁钢的快速、持续安装,且稳定性高,无需人员频繁校验维护。
附图说明
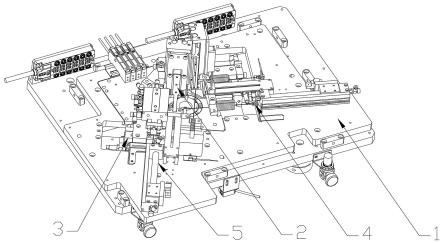
16.图1是本实用新型的立体结构示意图;
17.图2是本实用新型的底部结构示意图;
18.图3是所述料道切换组件和所述推料组件的结构示意图;
19.图4是所述插磁钢组件的立体结构示意图;
20.图5是所述插磁钢组件的部分结构示意图。
具体实施方式
21.为了更清楚的理解本实用新型的特征和优点,下面通过实例并结合附图1至附图5对本实用新型进行进一步的说明。在本实施例中,本实用新型包括基座1以及设置在基座1上的插磁钢组件2,它还包括设置在所述基座1上的磁钢上料模组,所述磁钢上料模组包括
料道切换组件3、物料检测传感器4以及推料组件5,所述插磁钢组件2包括压装气缸21、压装推杆22以及压装导向件23,所述压装推杆22设置在所述压装气缸21的活动端,所述压装导向件23上设置有压装导向孔231,所述压装推杆22滑动适配在所述压装导向孔231内,所述基座1底部设置有转子定位组件6,所述转子定位组件6包括与产品转子相配合的若干转子粗定位件61、若干转子精定位销62以及若干弹簧销63。
22.在本实施例中,所述料道切换组件3包括料道气缸31以及设置在所述料道气缸31活动端的料道板32,所述料道板32上设置有若干料道槽321,若干所述料道槽321可以提供多组磁钢物料同时放置从而提高了空间利用率。
23.在本实施例中,所述推料组件5包括推料气缸51以及设置在所述推料气缸51活动端的推料杆52,所述推料杆52与磁钢物料相配合,通过所述退料杆52将磁钢物料依次向里推进,从而配合所述插磁钢组件2进行插磁钢动作,使加工过程更加流程高效。
24.在本实施例中,所述压装气缸21的输出端设置有压装安装槽211,所述压装安装槽211内分布有若干安装孔212,所述压装推杆22配合设置在所述压装安装槽211内,所述压装推杆22上设置有与若干所述安装孔212相配合的固定孔221,使所述压装推杆22在下压过程中更加稳定可靠,防止发生松动和偏转。
25.在本实施例中,所述基座1底部设置有四个呈圆周阵列的所述转子粗定位件61,所述转子粗定位件61均与产品转子相配合,增加了限位手段,从而提高了产品在加工过程中的稳定性,同时减小了产品的晃动。
26.本实用新型的工作原理:
27.本实用新型在使用过程中,在产品转子固定到指定位置时,所述转子粗定位件61和所述转子精定位销62同时对产品转子进行定位,提高加工精度,并压紧所述弹簧销63,接着由所述料道切换组件3中的所述料道气缸31带动所述料道板32移动,从而使所述料道板32上的所述料道槽321移动位置,将磁钢物料送至指定位置,接着由所述推料气缸51活动端上的所述推料杆52将磁钢物料推入至加工位置,并且磁钢物料最内位置刚好位于所述压装导向孔231下方,此时所述物料检测传感器4识别加工位置是否存在物料,防止重复推料,接着所述压装气缸21带动所述压装推杆22沿着所述压装导向件23上设置的所述导向孔231向下冲压,从而完成对电机转子自动插磁钢的工作,然后所述弹簧销63再通过弹力辅助产品转子离开加工工位。
28.虽然本实用新型的实施例是以实际方案来描述的,但是并不构成对本实用新型含义的限制,对于本领域的技术人员,根据本说明书对其实施方案的修改及与其他方案的组合都是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1