一种PVC管哑铃样品夹紧工装的制作方法
本技术属于pvc管质量检测领域,尤其是涉及一种pvc管哑铃样品夹紧工装。
背景技术:
1、pvc管的质量检测中需要测试pvc管的拉伸屈服应力、断裂伸长率,测试过程是将pvc管制作成哑铃形状的样品,然后在拉力测试仪器上测试样品的拉伸屈服应力、断裂伸长率。
2、当前的制作pvc管哑铃样品的过程如下,先将pvc管裁剪为长条形的待加工样品,然后手持或者通过老虎钳夹持待加工样品,将待加工样品移动至打磨头处进行打磨,形成哑铃形状的样品,这种操作模式存在以下问题:第一,手持或老虎钳夹持待加工样品进行打磨,待加工样品夹紧不牢固,且经常变换夹持部位,导致加工效率低下,且人工控制打磨位置,使加工效率精度难以得到保证;第二,打磨头可能磨伤操作人员的手掌,导致加工过程中存在一定的安全隐患。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种pvc管哑铃样品夹紧工装,以解决当前pvc管哑铃样品制作过程中工作效率低下的问题。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
3、一种pvc管哑铃样品夹紧工装,包括:
4、框架,所述框架包括底板、顶板,所述底板两端向上弯折形成竖板,所述顶板固设于竖板上端;
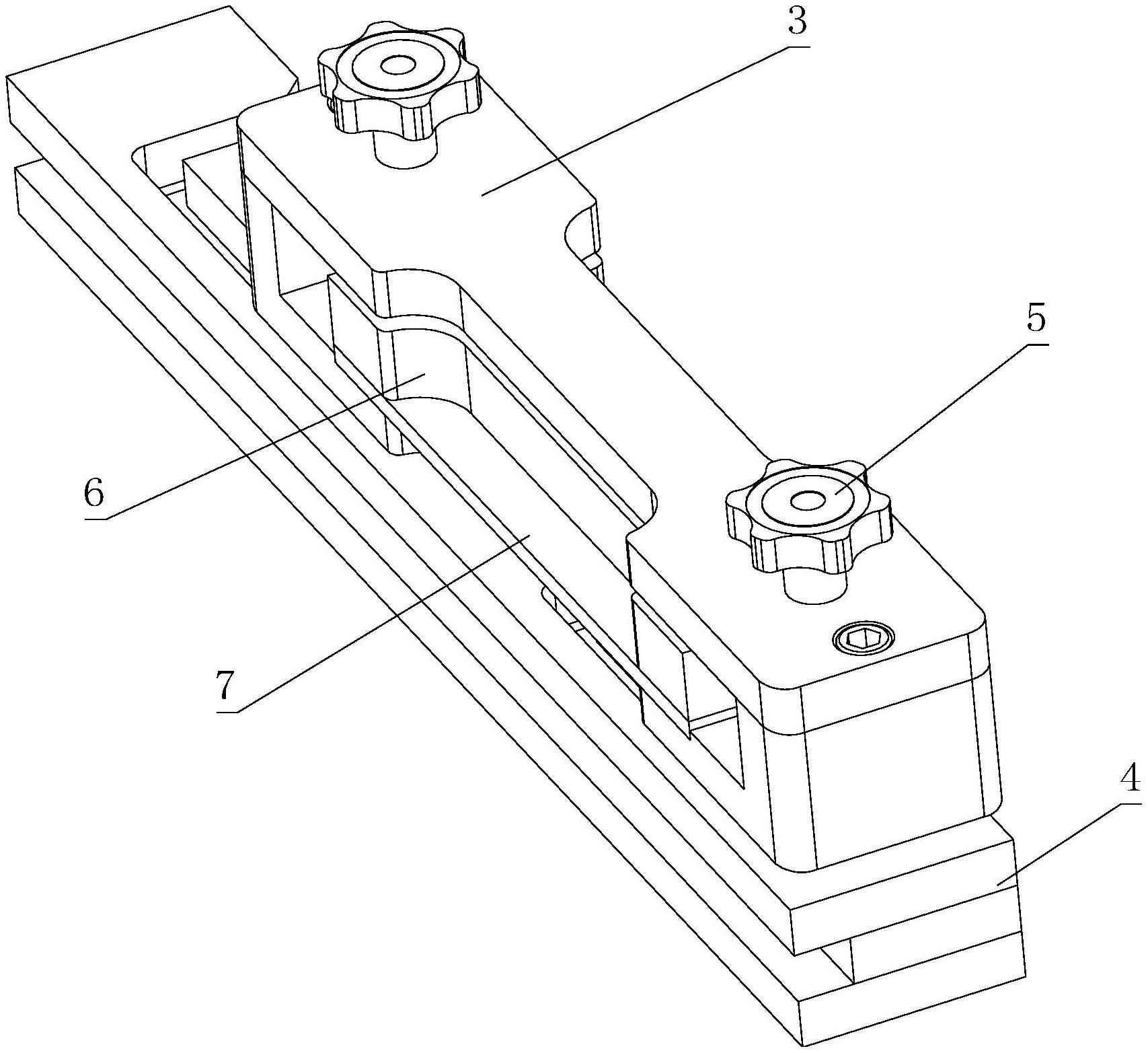
5、夹紧螺栓,所述夹紧螺栓与顶板的螺纹连接;
6、夹紧板,所述夹紧板与夹紧螺栓对应设置,所述夹紧板安装于底板与顶板之间,所述夹紧板与底板之间形成夹紧待加工样品的夹紧位;
7、所述夹紧板底端固设有导向柱,所述底板上开有与导向柱相匹配的导向孔,所述导向柱安装于导向孔内侧,夹紧板与底板之间设有压缩弹簧,所述压缩弹簧安装于导向柱外侧。
8、进一步的,所述底板临近夹紧板的端面上开有与待加工样品相匹配的定位槽。
9、进一步的,所述夹紧板上开有与待加工样品的加工槽相匹配的凹槽一,所述底板上开有与待加工样品的加工槽相匹配的凹槽二。
10、进一步的,所述夹紧工装还包括导向组件,所述导向组件包括导向板、安装板,所述导向板通过连接块与安装板固定连接;
11、所述导向板上开有条形导向孔,所述导向孔的长度与待加工样品的加工槽长度对应设置,所述条形导向孔的宽度与导向柱的直径相匹配;
12、所述导向板上开有于条形导向孔连通的插入孔,所述插入孔与条形导向孔垂直设置,所述插入孔的宽度与导向柱的直径相匹配,所述插入孔远离条形导向孔的一端设有开口。
13、进一步的,所述插入孔开口处的边沿采用倒角结构。
14、进一步的,所述导向柱远离夹紧板的一端固设有限位板,所述导向板的厚度与导向柱凸出底板下端面的高度相匹配,所述导向柱凸出底板下端面的高度为夹紧板夹紧状态下导向柱凸出底板下端面的高度。
15、进一步的,所述夹紧板临近底板的端面上开有防滑纹路。
16、进一步的,所述夹紧螺栓为手柄螺栓。
17、相对于现有技术,本实用新型所述的一种pvc管哑铃样品夹紧工装具有以下有益效果:
18、(1)本实用新型所述的一种pvc管哑铃样品夹紧工装,导向孔对导向柱在轴向上的移动起到了导向作用,使夹紧板的移动过程更加稳定拧紧夹紧螺栓,夹紧螺栓驱动夹紧板向下移动夹紧待加工样品,当松开夹紧螺栓时,在压缩弹簧弹力的作用下,夹紧板向顶板方向移动,便于取出加工完毕的样品,提高了工作效率。
技术特征:
1.一种pvc管哑铃样品夹紧工装,其特征在于,包括:
2.根据权利要求1所述的一种pvc管哑铃样品夹紧工装,其特征在于:所述底板(302)临近夹紧板(6)的端面上开有与待加工样品(7)相匹配的定位槽(30202)。
3.根据权利要求1所述的一种pvc管哑铃样品夹紧工装,其特征在于:所述夹紧板(6)上开有与待加工样品(7)的加工槽相匹配的凹槽一(601),所述底板(302)上开有与待加工样品(7)的加工槽相匹配的凹槽二(30203)。
4.根据权利要求1所述的一种pvc管哑铃样品夹紧工装,其特征在于:所述夹紧工装还包括导向组件(4),所述导向组件(4)包括导向板(401)、安装板(403),所述导向板(401)通过连接块(402)与安装板(403)固定连接;
5.根据权利要求4所述的一种pvc管哑铃样品夹紧工装,其特征在于:所述插入孔(40101)开口处的边沿采用倒角结构。
6.根据权利要求4所述的一种pvc管哑铃样品夹紧工装,其特征在于:所述导向柱(8)远离夹紧板(6)的一端固设有限位板(10),所述导向板(401)的厚度与导向柱(8)凸出底板(302)下端面的高度相匹配,所述导向柱(8)凸出底板(302)下端面的高度为夹紧板(6)夹紧状态下导向柱(8)凸出底板(302)下端面的高度。
7.根据权利要求1所述的一种pvc管哑铃样品夹紧工装,其特征在于:所述夹紧板(6)临近底板(302)的端面上开有防滑纹路。
8.根据权利要求1所述的一种pvc管哑铃样品夹紧工装,其特征在于:所述夹紧螺栓(5)为手柄螺栓。
技术总结
本技术提供了一种PVC管哑铃样品夹紧工装,包括:框架,所述框架包括底板、顶板,所述底板两端向上弯折形成竖板,所述顶板固设于竖板上端;夹紧螺栓,所述夹紧螺栓与顶板的螺纹连接;夹紧板,所述夹紧板与夹紧螺栓对应设置,所述夹紧板安装于底板与顶板之间,所述夹紧板与底板之间形成夹紧待加工样品的夹紧位;所述夹紧板底端固设有导向柱,所述底板上开有与导向柱相匹配的导向孔,所述导向柱安装于导向孔内侧,夹紧板与底板之间设有压缩弹簧,所述压缩弹簧安装于导向柱外侧。本技术有益效果:夹紧效果牢固,夹紧过程简单便捷,提高了样品制作的工作效率。
技术研发人员:代丽,邓伟冬,徐明煜,尹丞
受保护的技术使用者:天津卓越建筑工程检测技术有限公司
技术研发日:20221124
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!