一种连杆面精铣夹具的制作方法
本技术涉及连杆加工,特别是涉及一种连杆面精铣夹具。
背景技术:
1、连杆是汽车发动机运转的重要零部件之一;装配时,连杆的大头端用于连接曲轴,连杆的小头端用于连接活塞,进而实现往复回转运动;由于连杆大头端与小头端的所连接的零部件不一样,所以其厚度尺寸也大有不同。
2、具体的,若连杆大头端部的厚度过小,其与曲轴的连接处在水平方向上的间隙就会变大,进而导致发动机在运转过程中连杆的大头端会在水平方向上位移,若连杆的大头端部厚度过大,其与曲轴的连接处在水平方向上的间隙就会变小,一方面不便于装配,另一方面在不影响装配的前提下,由于间隙过小,会导致发动机在运转过程中加剧零部件的磨损,进而影响发动机整体性能;进一步的,若连杆小头端部的厚度过小,其与活塞的连接处在水平方向的间隙就会变大,若连杆小头端部厚度过大,其与活塞的连接处在水平方向的间隙就会变小,同样会影响发动机运转的整体性能;所以对于连杆大头端部与小头端部厚度的加工至关重要。
3、现有技术中,对连杆大小头端部的加工技术也进行了相应的改进,但基于连杆本身的设计,依然无法满足其大头端部与小头端部的不同厚度的加工需求。
技术实现思路
1、本实用新型要解决的技术问题在于克服现有技术中连杆不同厚度的大头端和小头端加工尺寸不精准的缺陷,从而提供一种连杆面精铣夹具。
2、为实现上述目的,本实用新型采用了如下技术方案:
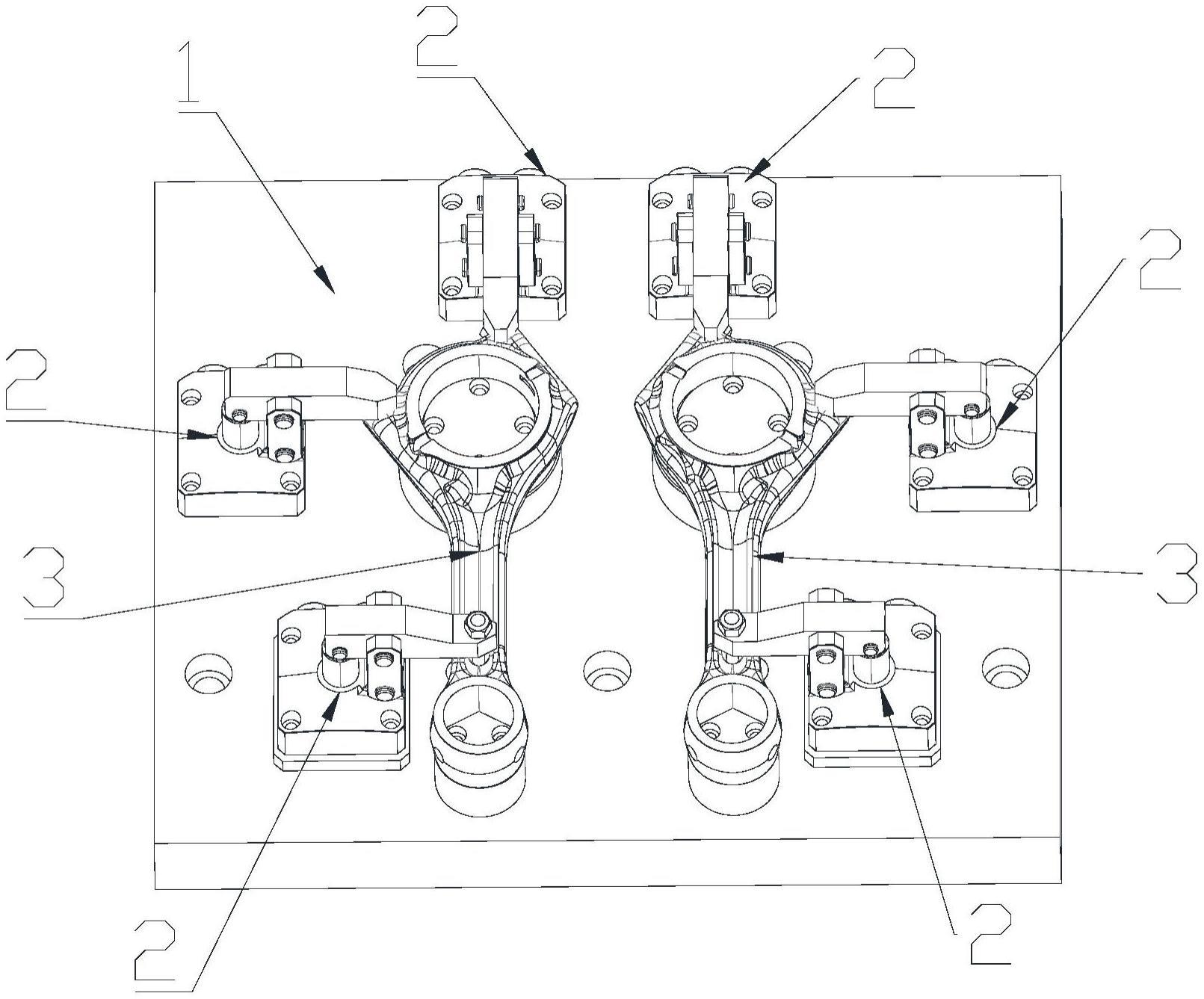
3、一种连杆面精铣夹具,包括:装配底板;
4、所述装配底板包括第一工位和第二工位,
5、所述第一工位包括第一安装面和第二安装面,所述第二工位包括第三安装面和第四安装面,所述第一安装面与所述第二安装面之间的中心距等于所述第三安装面和第四安装面之间的中心距,
6、其中,所述第一安装面和所述第二安装面竖直方向的高度相同,所述第四安装面竖直方向的高度高于所述第三安装面设置,以使连杆的第一面在所述第一安装面和所述第二安装面上完成加工后并对应翻转至所述第三安装面和所述第四安装面上时,该连杆的第二面处于水平位置。
7、优选地,所述装配底板上还设有第一桩头、第二桩头、第三桩头及第四桩头;
8、所述第一桩头固定在所述第一安装面上,
9、所述第二桩头固定在所述第二安装面上,
10、所述第三桩头固定在所述第三安装面上,
11、所述第四桩头固定在所述第四安装面上。
12、优选地,所述第一桩头与所述第二桩头至少有一个为削边销;
13、所述第三桩头与所述第四桩头至少有一个为削边销。
14、优选地,还包括多组夹具件,所述夹具件固定设在所述装配底板放置有所述连杆的一面,并对所述连杆进行夹紧固定;
15、所述夹具件包括活动配合的液压设备与触手。
16、优选地,所述夹具件还包括多个垫块,所述垫块固定设在所述液压设备和所述装配底板之间。
17、优选地,所述触手的头部还设有调节件。
18、相比现有技术,本实用新型的有益效果在于:
19、上述技术方案中所提供的一种连杆面精铣夹具,连杆的第一面通过竖直方向高度相同的第一安装面和第二安装面进行加工后翻转至第三安装面和第四安装面上,并通过第三安装面和第四安装面竖直方向形成的高低差,以使连杆的第二面在加工时可以调整至水平位置,从而完成加工;一方面提高了加工尺寸的精度,另一方面避免了连杆在加工过程中受加工设备限制的影响;同时,通过高低差补偿,使得连杆的大头端与小头端的厚度尺寸得以控制,减少了批量生产事故的发生。
技术特征:
1.一种连杆面精铣夹具,其特征在于,包括:装配底板;
2.根据权利要求1所述的一种连杆面精铣夹具,其特征在于,所述装配底板上还设有第一桩头、第二桩头、第三桩头及第四桩头;
3.根据权利要求2所述的一种连杆面精铣夹具,其特征在于,所述第一桩头与所述第二桩头至少有一个为削边销;
4.根据权利要求1所述的一种连杆面精铣夹具,其特征在于,还包括多组夹具件,所述夹具件固定设在所述装配底板放置有所述连杆的一面,并对所述连杆进行夹紧固定;
5.根据权利要求4所述的一种连杆面精铣夹具,其特征在于,所述夹具件还包括多个垫块,所述垫块固定设在所述液压设备和所述装配底板之间。
6.根据权利要求4所述的一种连杆面精铣夹具,其特征在于,所述触手的头部还设有调节件。
技术总结
本技术涉及一种连杆面精铣夹具,包括:装配底板;所述装配底板包括第一工位和第二工位,第一工位包括第一安装面和第二安装面,第二工位包括第三安装面和第四安装面,第一安装面与第二安装面之间的中心距等于第三安装面和第四安装面之间的中心距,第一安装面和第二安装面竖直方向的高度相同,第四安装面竖直方向的高度高于第三安装面设置,以使连杆的第一面在第一安装面和第二安装面上完成加工后并对应翻转至第三安装面和第四安装面上时,该连杆的第二面处于水平位置;一方面提高了加工尺寸的精度使得连杆的大头端与小头端的厚度尺寸得以控制,另一方面避免了连杆在加工过程中受加工设备限制的影响;减少了批量生产事故的发生。
技术研发人员:马玉松,杨龙庆,俞华锋,张冬燈,刘岚泽,邓钧,冯泽跃,王强,卢伟明,蒋丹丹
受保护的技术使用者:杭州九龙机械制造有限公司
技术研发日:20221221
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!