一种窗帘面料的罗马圈安装设备及安装工艺的制作方法
本技术属于窗帘加工设备的,尤其涉及一种窗帘面料的罗马圈安装设备及安装工艺。
背景技术:
1、窗帘常见加工方式有打孔式,韩式挂钩,普通挂钩等等。打孔式加工,需要先在窗帘布上打好圈孔,然后在打好圈孔的窗帘布上压合罗马圈才能做成成品窗帘。罗马圈在未安装前是分成两片的,压合时把它分别放到打好圈孔的窗帘布上压合。目前在窗帘布上压合罗马圈采用的方法,一般是用手工压合两片罗马圈使之压合。
2、现有公开号为cn107009314a的中国专利,公开了一种窗帘罗马圈手动压合机,包括机座,设在机座上的工作面板和倒“l”形的压杆架,设在工作面板上的伞形罗马圈定位座,在压杆架的自由端部设置有由手压杆和下压滑杆组成的压合机构,下压滑杆的底端连接下压圈与伞形罗马圈定位座相适配,在压杆架内的下压滑杆上设有第一弹簧,在与下压滑杆相对应的压杆架壳体上设有穿过下压滑杆的第一螺杆,并在第一螺杆的两端套入轴承,在手压杆的自由端设置穿过压杆架的第二螺杆与手压杆连接,手压杆靠设在第一螺杆的上方。
3、通过上述压合机虽然能够实现将罗马圈安装在窗帘布上,但是安装罗马圈前还需要先进行罗马孔裁剪,生产效率不高。
技术实现思路
1、本技术的目的是针对上述存在的技术问题,提供一种窗帘面料的罗马圈安装设备,能够实现罗马孔裁剪和罗马圈安装,提高加工生产效率。
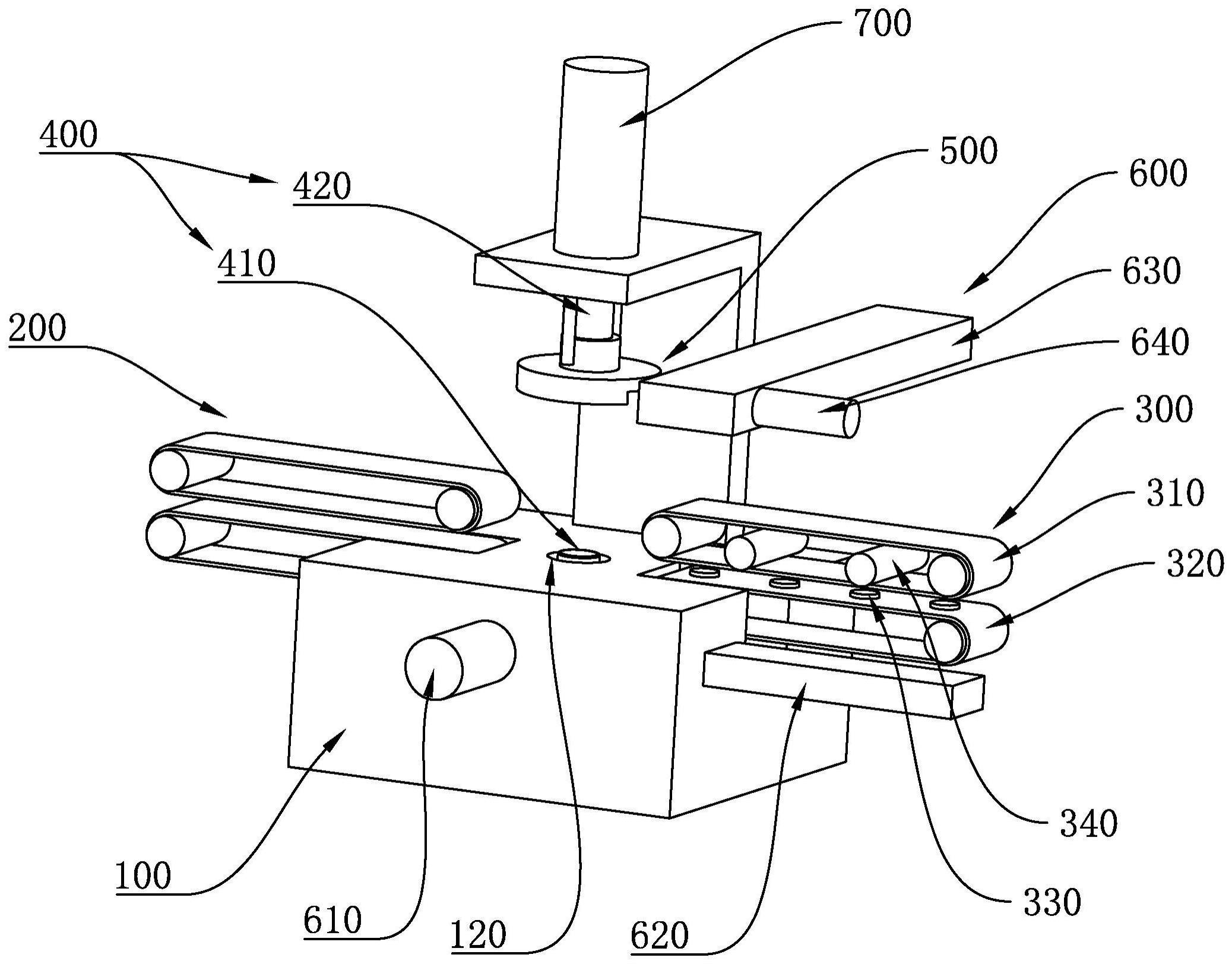
2、本技术提供了一种窗帘面料的罗马圈安装设备,包括:
3、工作台;
4、输入装置,置于工作台的一侧;
5、输出装置,置于工作台的另一侧;
6、开孔装置,置于工作台上,所述开孔装置包括开孔座、冲头;
7、压合装置,置于工作台上,所述压合装置包括下压合座、上压合座;
8、送料装置,用于将罗马圈送入下压合座、上压合座中;
9、驱动装置,用于驱动冲头升降;
10、其中,所述开孔座安装于下压合座上,所述冲头安装于上压合座上,所述开孔座设置有落料孔。
11、罗马圈在工作台上进行安装,通过输入装置输送窗帘面料稳定平整的移动至工作台上,通过开孔装置上的开孔座、冲头对窗帘面料进行罗马孔裁剪,罗马孔裁剪前,通过送料装置将两个罗马圈的组件输送到下压合座、上压合座中,在开孔装置进行完成开孔后,通过压合装置的作用将两个罗马圈的组件压合在罗马孔上,完成罗马圈的加工,驱动装置用于驱动冲头的升降,窗帘面料在进行罗马孔裁剪时,通过输入装置、输出装置用于将窗帘面料固定,提高加工精度。
12、进一步的,所述工作台包括:
13、第一驱动气缸,与开孔座安装连接;
14、上料孔,与下压合座适配;
15、其中,所述下压合座设置有与第一凸缘,所述工作台设置有与第一凸缘适配的第二凸缘,所述第一凸缘与第二凸缘之间设置有第一弹簧,所述开孔座设置有第一限位部,所述下压合座设置有第一限位槽,所述第一限位槽与第一限位部适配。
16、第一驱动气缸驱动开孔座在上料孔中升降,当下压合座需要上料时时下压合座下降,通过第一驱动气缸使开孔座下降,通过第一限位部作用在第一限位槽的的下端以及通过第一弹簧之间的作用,拉动下压合座向下移动,此时下压合座的顶面高于开孔座的顶面,完成下压合座上罗马圈组件的上料后,通过第一驱动气缸驱动开孔座上升,此时开孔座的顶面高于下压合座的顶面,便于罗马孔的裁剪。
17、进一步的,所述工作台还包括:
18、顶杆,对应于上压合座;
19、第二弹簧,置于冲头与上压合座之间,所述第二弹簧设置有阻尼器;
20、锁紧机构,置于冲头与上压合座之间。
21、驱动装置驱动冲头向上移动,冲头与上压合座之间活动连接,当上压合座持续上升至与顶杆相抵时,冲头继续向上移动直至锁紧机构将冲头与上压合座的位置锁紧,然后通过驱动装置驱动使冲头向下移动,使上压合座移动至与送料装置适配,送料装置完成送料时使锁紧机构解除锁紧,然后在第二弹簧的作用下使上压合座相对于冲头向上移动,使冲头贯穿通过罗马圈,提高罗马圈被上压合座夹紧时的位置精度,保证后续罗马圈的压合精度,通过阻尼器保证夹紧块先将罗马圈组件夹紧后然后在第二弹簧的作用下使上压合座移动,将冲头从上压合座中伸出,保证冲头先进行罗马孔的裁剪,通过第五弹簧保证推块能够复位。
22、进一步的,所述锁紧机构包括:
23、锁紧件,铰接于上压合座内;
24、第三凸缘,置于冲头上且与锁紧件适配;
25、第三弹簧,置于锁紧件与上压合座之间;
26、夹紧块,安装于上压合座上,用于将罗马圈夹紧;
27、第四弹簧,置于锁紧件与夹紧块之间;
28、推块,安装于上压合座上,所述推块设置有延伸至上压合座外的柄部;
29、第五弹簧,置于推块与上压合座之间;
30、其中,所述推块的两侧设置有与锁紧件适配的斜面。
31、当上压合座与顶杆相抵后,冲头继续向上移动,第三凸缘随冲头向上移动时,锁紧件在第三弹簧的作用下,使锁紧件转动然后抵接于第三凸缘上,锁紧件转动过程中通过第四弹簧拉动夹紧块向上压合座内收缩,当送料装置将罗马圈组件送至上压合座对应位置时,与推块的柄部相抵,并推动推块移动,通过斜面作用在锁紧件上,使锁紧件发生转动解除冲头与上压合座之间的锁紧状态,此时锁紧件转动,使第四弹簧对夹紧块产生压力作用,将夹紧块向外弹出然后将罗马圈组件夹紧。
32、进一步的,所述送料装置包括:
33、第一送料气缸,置于工作台上,所述第一送料气缸设置有与上料孔的内壁面适配的第一送料推座;
34、第一送料通道,置于工作台上;
35、第二送料通道,置于上压合部的一侧;
36、第二送料气缸,设置有与上压合座适配的第二送料推座;
37、其中,第二送料推座与柄部对应。
38、通过第一送料气缸将第一送料通道上的罗马圈组件送入上料孔中,并通过第一送料推座与上料孔的内壁面适配,保证罗马圈组件的稳定移动,通过第二送料气缸将置于第二送料通道内的罗马圈组件向上压合座内送料,第二送料推座到达位置后与柄部相抵。
39、进一步的,所述输出装置包括:
40、上输出带;
41、下输出带;
42、锥体,安装在下输出带上;
43、压合辊,安装在上输出带上。
44、窗帘面料完成罗马圈安装后,通过输出装置输出窗帘面料,罗马圈在输出装置上套接在锥体上,通过设置锥体的均匀排列可以对罗马圈安装位置的检验,同时提供输出时,窗帘面料的稳定移动,通过压合辊对完成安装后的罗马圈进一步作用,提高罗马圈的安装稳定性。
45、进一步的,所述落料孔连接有负压装置。
46、通过开孔装置对窗帘面料上进行罗马孔裁剪,裁剪下的废料落入落料孔中,然后通过负压装置抽出落料孔进行收集,保证落料孔内不易堵塞。
47、本技术还提供了一种窗帘面料的罗马圈安装设备的安装工艺,包括两个相互配合的第一罗马圈组件、第二罗马圈组件,所述第一罗马圈组件设置有第一内圈,所述第二罗马圈组件设置有第二内圈,所述第一内圈与第二内圈相互适配,所述第一罗马圈组件设置有第三内圈,所述第二内圈置于第一内圈与第三内圈之间,具体安装步骤包括:
48、s1,第一罗马圈组件置于第一送料通道内,第二罗马圈组件置于第二送料通道内,窗帘面料通过输入装置输送到工作台上;
49、s2,通过第一送料气缸推动第一罗马圈组件进入上料孔中,通过第二送料气缸推动第二罗马圈组件移动进入上压合座中,解除锁紧机构对冲头的锁紧,第二罗马圈组件通过夹紧块夹紧,然后控制第二送料推座复位;
50、s3,通过驱动装置驱动冲头下降,先通过冲头、开孔座对窗帘面料进行罗马孔裁剪,然后通过上压合座、下压合座将第一罗马圈组件、第二罗马圈组件进行压合;
51、s4,通过第一驱动气缸控制开孔座、下压合座向下移动,通过驱动装置控制冲头向上移动至高度h1,使顶杆与上压合座相抵,通过锁紧机构将冲头锁紧,然后通过驱动装置驱动冲头下降至高度h2,使上压合座与第二送料推座的高度适配;
52、s5,通过输入装置、输出装置驱动窗帘面料移动,并重复上述步骤。
53、罗马圈安装前先将各组件输送至对应位置,然后通过驱动装置驱动冲头下降,先完成罗马孔的裁剪,在将两个罗马圈组件压合,通过冲头、开孔座成型的罗马孔的直径小于罗马圈的内径,然后在罗马圈压合过程中,通过第三内圈使窗帘面料向罗马圈内折叠,置于第二内圈与第三内圈之间,当第一内圈与第二内圈压合后,通过窗帘面料能够增加第一内圈与第二内圈之间的压力,提高罗马圈压合后的稳定性。
54、本技术的有益效果是:
55、1、通过开孔装置上的开孔座、冲头对窗帘面料进行罗马孔裁剪,罗马孔裁剪前,通过送料装置将两个罗马圈的组件输送到下压合座、上压合座中,在开孔装置进行完成开孔后,通过压合装置的作用将两个罗马圈的组件压合在罗马孔上,完成罗马圈的加工。
56、2、送料装置完成送料时使锁紧机构解除锁紧,然后在第二弹簧的作用下使上压合座相对于冲头向上移动,使冲头贯穿通过罗马圈,提高罗马圈被上压合座夹紧时的位置精度,保证后续罗马圈的压合精度。
57、3、当送料装置将罗马圈组件送至上压合座对应位置时,与推块的柄部相抵,并推动推块移动,通过斜面作用在锁紧件上,使锁紧件发生转动解除冲头与上压合座之间的锁紧状态,此时锁紧件转动,使第四弹簧对夹紧块产生压力作用,将夹紧块向外弹出然后将罗马圈组件夹紧,通过阻尼器保证夹紧块先将罗马圈组件夹紧后然后在第二弹簧的作用下使上压合座移动,将冲头从上压合座中伸出,保证冲头先进行罗马孔的裁剪。
58、4、通过设置锥体的均匀排列可以对罗马圈安装位置的检验,同时提供输出时,窗帘面料的稳定移动,通过压合辊对完成安装后的罗马圈进一步作用,提高罗马圈的安装稳定性。
- 还没有人留言评论。精彩留言会获得点赞!