一种拆装轧辊箱中偏心轴的装置和方法与流程
本发明涉及装配工装,具体涉及一种拆装轧辊箱中偏心轴的装置和方法。
背景技术:
1、轧钢高速线材和高速棒材大量使用辊箱和模块轧机,辊箱中偏心轴的拆卸和装配作业通常采用简易自制的装配工具完成,偏心轴由偏心套组件和轧辊轴组成,其中偏心套组件包括大偏心套、小偏心套、中间套,以及偏心套组件与轧辊轴之间的定位轴承、阻尼垫片和压盖等组件;目前的装配工具较为简易,是在有桌板的支撑架中间安装尼龙套,底部设置丝杆支撑装置,对其中一端装配完毕后使用吊装工具吊装,对工作面手动进行搬运翻转。
2、在运用上述装配工具作业过程中:一是轴承阻尼垫片在吊装时容易受到损伤;二是工作面在翻转过程中运用吊装工具耗时耗力,吊运的同时可能会碰伤操作人员,也存在一定的安全隐患;三是原制作简易工具只能简单装配偏心轴,而不能进行偏心轴中的轧辊轴拆除作业,作业过程繁琐零散,且需要反复使用吊装工具才能完成。目前运用装配工具在拆卸和装配辊箱中的偏心轴时,不便于操作,导致装配和拆卸效率低下。
技术实现思路
1、本发明的目的在于提供一种拆装轧辊箱中偏心轴的装置和方法,以解决现有偏心轴的装配拆卸装置过于简易不便于操作,使得装配和拆卸效率低下的问题。
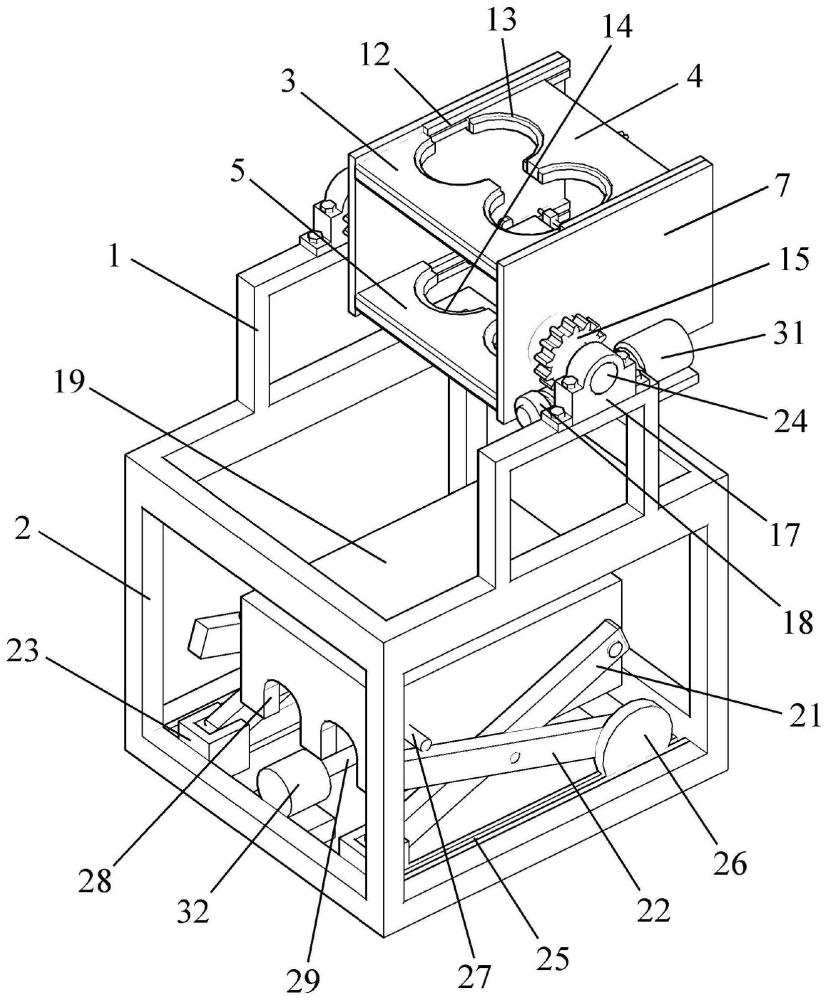
2、为达到上述目的,本发明提供的基础方案为:一种拆装轧辊箱中偏心轴的装置,包括上固定架、下固定架、夹持机构、翻转机构和用于拆卸小偏心套中定位轴承的液压拔轴机构,所述上固定架与下固定架固接,所述夹持机构包括大套固定组件、小套固定组件和限位组件,所述大套固定组件包括大套固定板和小套移动卡板,所述小套固定组件包括小套固定板和小套移动卡板,所述上固定架设有两个侧板,两个所述侧板通过翻转机构连接在上固定架上,所述大套固定板和小套固定板分别与侧板固接,两个所述侧板之间固接有两个滑轨,所述大套移动卡板和小套移动卡板分别与滑轨滑动连接,所述滑轨上连接有两个用于限位大套移动卡板和小套移动卡板的限位组件,所述大套固定板和大套移动卡板上分别开设有两个第一卡槽,所述小套固定板和小套移动卡板上分别开设有两个第二卡槽。
3、本发明的原理在于:本发明在使用时,通过将待拆卸或者装配的偏心轴组件利用吊装工具吊入本装置,通过大套固定板和大套移动卡板的第一卡槽夹紧大偏心套,通过小套固定板和小套移动卡板的第二卡槽夹紧小偏心套,夹持完毕后,操作人员先对其中一面即上方端部附近的轴承等偏心轴组件进行拆卸或者装配,在通过翻转机构转动侧板,使得被夹持的待拆卸或装配的组件翻转180度,再实现另一面的组件进行拆卸或者装配。
4、本发明的有益效果在于:
5、(1)通过大套固定组件和小套固定组件能够夹紧大偏心套和小偏心套,保证带拆卸或装配的组件保持稳固可靠;
6、(2)在拆卸偏心轴中的轧辊轴时,通过设置液压拔轴机构将轧辊轴顶出小偏心套,操作简便,使得轧辊轴拆卸更加顺畅;
7、(3)通过设置翻转机构,在拆卸或装配偏心轴组件时,避免操作人员需要利用吊装工具多次正反吊装的操作,在不适用吊装工具的条件下,实现偏心轴组件拆卸或装配工作面的翻转,操作便捷,进而避免了吊装工具在吊装时对偏心轴组件的磨损。
8、(4)通过设置两个第一卡槽和两个第二卡槽,实现双工位同时操作,整个装置可以在同一时间完成两个偏心轴的拆卸或者装配作业,提升了偏心轴的拆卸和装配效率。
9、方案二,此为基础方案的优选,所述翻转机构包括两个蜗轮和两个固定座,每个所述固定座均与上固定架螺栓连接,每个所述侧板均与固定座之间均转动连接有转动轴,每个所述蜗轮均固定套设在转动轴上并与侧板固接,其中一个所述蜗轮啮合有蜗杆,所述上固定架固接有第一液压马达和连接环,所述蜗杆转动连接在连接环中,素数蜗杆与第一液压马达的输出轴固接;
10、通过第一液压马达驱动蜗杆转动,蜗杆带动蜗轮正向转动或者反向转动时,侧板带动夹持好的偏心轴组件跟随蜗轮翻转,使得需要拆卸或装配的组件置于整个装置的上方,便于操作。
11、方案三,此为基础方案的优选,每个所述限位组件均包括两个固定销和两个限位块,每个所述限位块均与滑轨固接,所述大套移动卡板和小套移动卡板分别固接有支撑块,每个所述固定销均滑动贯穿支撑块并向限位块延伸;
12、通过固定销可以锁紧大套移动卡板或者小套移动卡板,锁紧大套移动卡板和小套移动卡板时,大套固定板和大套移动卡板上的第一卡槽恰好卡紧大偏心套,小套固定板和小套移动卡板上的第二卡槽恰好卡紧小偏心套。
13、方案四,此为基础方案的优选,所述液压拔轴机构包括固定壳体、两个液压缸和用于调节固定壳体高度的升降单元,所述固定壳体开设有两个限位槽,每个所述液压缸均固接在固定壳体内部,所述升降单元包括两个第一驱动杆和两个滚轮,每个所述第一驱动杆均铰接有第二驱动杆,所述下固定架的底端两侧分别固接有滑道和第一固定块,每个所述第一驱动杆的两端分别与第一固定块和固定壳体的侧壁铰接,所述第二驱动杆靠近滑道的一侧与滚轮转动连接,每个所述滚轮均滚动连接在滑道上,所述两个滚轮之间转动连接有移动杆,所述下固定架设有用于驱动移动杆移动的驱动组件;
14、当水平放置固定壳体时,通过升降单元提升固定壳体,在装配偏心轴中的轧辊轴时,便于用固定壳体的顶部将轧辊轴向上顶起,从而便于安装定位轴承、阻尼垫片和压盖,当操作人员手动将固定壳体竖起时,通过驱动组件驱动第一驱动杆和第二驱动杆向中间铰接的方向靠拢,将固定壳体提升一段距离,此时固定壳体的限位槽恰好卡在小偏心套上的拔轴器卡槽处,将小偏心套夹持住,利用固定壳体内固定的液压缸便可以将小偏心套中的轧辊轴向上顶出,从而将轧辊轴拆下。
15、方案五,此为方案四的优选,所述驱动组件包括第二液压马达和丝杆,所述第二液压马达固接在下固定架上,所述丝杆的一端与第二液压马达固接,所述丝杆的另一端与移动杆螺纹连接并与下固定架转动连接;启动第二液压马达,第二液压马达带动丝杆正向转动时,移动杆逐渐向第二液压马达的方向靠近,第二液压马达带动丝杆反向转动时,移动杆逐渐远离第二液压马达。
16、方案六,此为基础方案的优选,每个所述第一卡槽和第二卡槽内均分别设有尼龙垫片;通过设置尼龙垫片,使得第一卡槽和第二卡槽分别对大偏心套和小偏心套夹持时,既增大了摩擦,又能避免大偏心套和小偏心套的外壁因夹持而受到磨损。
17、方案七,此为方案三的优选,每个所述固定销远离侧板的一端均固接有把手;通过设置把手,便于操作人员调节固定销。
18、方案八,此为方案四的优选,所述固定壳体上固接有两个限位杆,每个所述限位杆均搭接在第二驱动杆上,所述第一驱动杆与第二驱动杆远离滑道的一端位于同一水平高度;
19、当固定壳体保持水平且静止时,限位杆搭在第二驱动杆上使得固定壳体保持稳定,限位杆与第一驱动杆铰接在固定壳体上的铰接轴齐平,当固定壳体被提升时,限位杆在第二驱动杆上滑动,此时固定壳体的顶部依旧可以在保持水平状态下稳步地被升降单元提升。
20、方案九,此为基础方案至方案八任一项的优选,偏心轴的拆卸方法如下:
21、s1:打开固定销,分别向远离大套固定板和小套固定板的方向拉开大套移动卡板以及小套移动卡板,通过吊装工具将待拆卸的偏心轴放入第一卡槽和第二卡槽中,用大套移动卡板和大套固定板卡紧大偏心套,用小套移动卡板和小套固定板卡紧小偏心套,并锁紧固定销;
22、s2:通过驱动设备使得蜗轮、蜗杆和侧板转动,将夹持好的偏心轴翻转180度,操作人员将小偏心套靠近定位轴承一端的挡圈和压盖拆除;
23、s3:打开限位小套移动卡板的固定销,将小偏心套和中间套之间的螺栓拆下,随后通过固定销将小套移动卡板重新锁紧;
24、s4:通过驱动设备使得蜗轮、蜗杆和侧板转动,将夹持好的偏心轴再次翻转180度,使得大偏心套回到初始位置,将大偏心套和中间套之间的螺栓拆下,并依次取下大偏心套和中间套;
25、s5:竖立起固定壳体,通过驱动设备转动丝杆,使得移动杆逐渐靠近第二固定块,通过第一驱动杆和第二驱动杆将固定壳体逐渐提升,用限位槽卡住小偏心套上的拔轴器卡槽,驱动液压缸将小偏心套中的定位轴承顶出,随后使得液压缸复位,将固定壳体的限位槽脱离小偏心套并放平固定壳体,取出其中的滚轴;
26、s6:打开固定销,将小套移动卡板拉开并取下小偏心套,完成拆卸;
27、偏心轴的装配方法如下:
28、s7:预先将需要装配的大偏心套和中间套通过螺栓连接固定,打开固定销并拉开大套移动卡板和小套移动卡板,通过吊装工具将大偏心套和中间套吊入本装置中,用大套移动卡板与大套固定板的第一卡槽将大偏心套卡紧,并锁紧大套移动卡板附近的固定销,启动第一液压马达使得蜗轮、蜗杆和侧板转动,将夹持好的大偏心套和中间套翻转180度,将滚轴插入大偏心套和中间套中;
29、s8:打开靠近小偏心套的固定销,拉开小套移动卡板,放入小偏心套并通过螺栓将小偏心套和中间套连接固定,用小套移动卡板和小套固定板的第二卡槽卡紧小偏心套;
30、s9:启动第二液压马达带动丝杆正向转动,使得移动杆逐渐靠近第二固定块,通过第一驱动杆和第二驱动杆将固定壳体逐渐提升,固定壳体的顶部将滚轴顶起,顶起的距离需要保证能够恰好安装滚轴端部的定位轴承和阻尼垫片,安装完定位轴承和阻尼垫片后,安装压盖并使压盖压紧,通过驱动设备反向转动丝杆,使得固定壳体逐渐下降并恢复至初始高度;
31、s10:通过驱动设备使得蜗轮、蜗杆和侧板转动,将夹持好的偏心轴再次翻转180度,利用吊装工具将装配好的偏心轴整体吊出本装置并吊入辊箱中。
32、本发明所采用的装配和拆卸作业过程,拆卸时打开大套移动卡板和小套移动卡板上的固定销,运用吊装工具将两个偏心轴吊于工位上并夹持紧固,利用翻转机构反复翻转工作面,拆卸小偏心套和中间套之间的螺栓、大套和中间套之间的螺栓、大偏心套、中间套、定位轴承、阻尼垫片、压盖、轧辊轴、小偏心套;装配时在本装置中放入运用螺栓连接好的大偏心套和中间套,将轧辊轴倒置放入,在翻转机构的配合下,再装配小偏心套、定位轴承、阻尼垫片、压盖、小偏心套和中间套之间的螺栓。整个操作的时间大大缩短,拆卸过程由原来的地面操作变为机械机构辅助,同时在装配时避免了对轴承的阻尼垫片和力矩的损伤,使得作业过程更为简便快捷。
- 还没有人留言评论。精彩留言会获得点赞!