一种瓦楞纸板模切设备的制作方法
本技术涉及纸板加工,尤其是涉及一种瓦楞纸板模切设备。
背景技术:
1、瓦楞纸板是一种由纸板制成的材料,具有轻便、可回收利用、成本低廉等优点,因此在包装行业广泛应用。它可以用于制作纸箱、包装盒、垫板等,保护和支撑物品,防止在运输和储存过程中受到损坏。同时,瓦楞纸板也可以根据需要进行定制,以满足不同行业和产品的特殊需求。
2、目前,在对瓦楞纸板进行裁切加工过程中,需要工人将纸板放置于冲床中的下模座上,然后冲床控制上模座中的切刀对纸板进行冲切成型,接着工人取走下模座上成型后的纸板且换上新的纸板进行下一轮裁切加工。这种裁切方式费时费力,人工成本较高。因此,可做进一步改进。
技术实现思路
1、为了能够大大降低人力成本,本技术提供一种瓦楞纸板模切设备。
2、本技术提供的一种瓦楞纸板模切设备采用如下的技术方案:
3、一种瓦楞纸板模切设备,包括依次布置的上料机床、导送机床以及裁切机床,所述上料机床将纸板经导送机床导送至裁切机床内进行裁切加工成型;所述裁切机床包括裁切机台,所述裁切机台安装有衔板机构、裁切机构、裁断机构以及成品收集箱,所述裁切机台靠近导送机床一侧为进料端,另一端为出料端,所述裁切机构布置于进料端与出料端之间,所述裁断机构、成品收集箱均布置于出料端,且所述衔板机构用于依次将纸板输送至裁切机构位置处进行初步裁切成型、输送至裁断机构位置处进行裁断成型处理后其落入至成品收集箱内进行收集。
4、通过采用上述技术方案,在实际工作过程中,工人自上料机床进行纸板上料,上料后的纸板经导送机床被导送至裁切机床。衔板机构在出料端位置处将自导送机床送入的纸板进行衔接,接着,将其输送至裁切机构位置处,使裁切机构对纸板进行初步裁切成型。然后,衔板机构将纸板输送至裁断机构位置处,使裁断机构对纸板进行裁断成型处理,以切断纸板与衔板机构之间的连接,使其落入至成品收集箱内进行收集。这种裁切方式比较能够大大降低人力成本。
5、可选的,所述上料机床包括上料机台,所述上料机台的顶部安装有前挡座,且所述前挡座与上料机台之间形成供单张纸板通过的上料导送口;所述上料机台的顶部开设有滚送槽,所述滚送槽内安装有用于铺设安装有上料导送轴,所述上料导送轴上间隔安装有多个上料导送轮,且用于向上料导送口内导送纸板;所述滚送槽上封盖安装有滚送盖板,且所述滚送盖板上开设有供导送轮活动穿设的避让口,且所述滚送盖板在落下时,上料导送轮的顶部冒出避让口,所述滚送盖板抬起时,上料导送轮的顶部没入避让口下。
6、通过采用上述技术方案,在上料过程中,对滚送盖板进行抬升/落下控制。当滚送盖板落下时,上料导送轮的顶部冒出避让口,以将最底层的纸板自上料导送口进行导送上料。同理,当完成单块单元板导送后,滚送盖板抬起,此时上料导送轮没有与最底层的纸板发生接触,纸板没有动作,以控制纸板进行间隔式上料。
7、可选的,所述前挡座的前侧安装有左挡板和右挡板,所述左挡板于右挡板相对设置,且能够朝相互靠近/相互远离方向进行调节。
8、通过采用上述技术方案,在对纸板进行上料前,工人根据纸板的宽度来对左挡板、右挡板之间的间隔距离进行调节,以适应不同宽度的纸板。
9、可选的,所述导送机床包括导送机台,且所述导送机台的顶部设置有传送带;所述导送机台的顶部还架设有压板架,所述压板架上通过压板摆杆可上下摆动式安装有多排压板轮。
10、通过采用上述技术方案,当纸板自上料机床中的上料导送口导送至导送机床后,纸板沿导送机台顶面进行输送。同时,多排压板轮在纸板导送过程中下压于纸板,以增大纸板与导送机台中的传送带的摩擦力,进而提高其导送的稳定性。
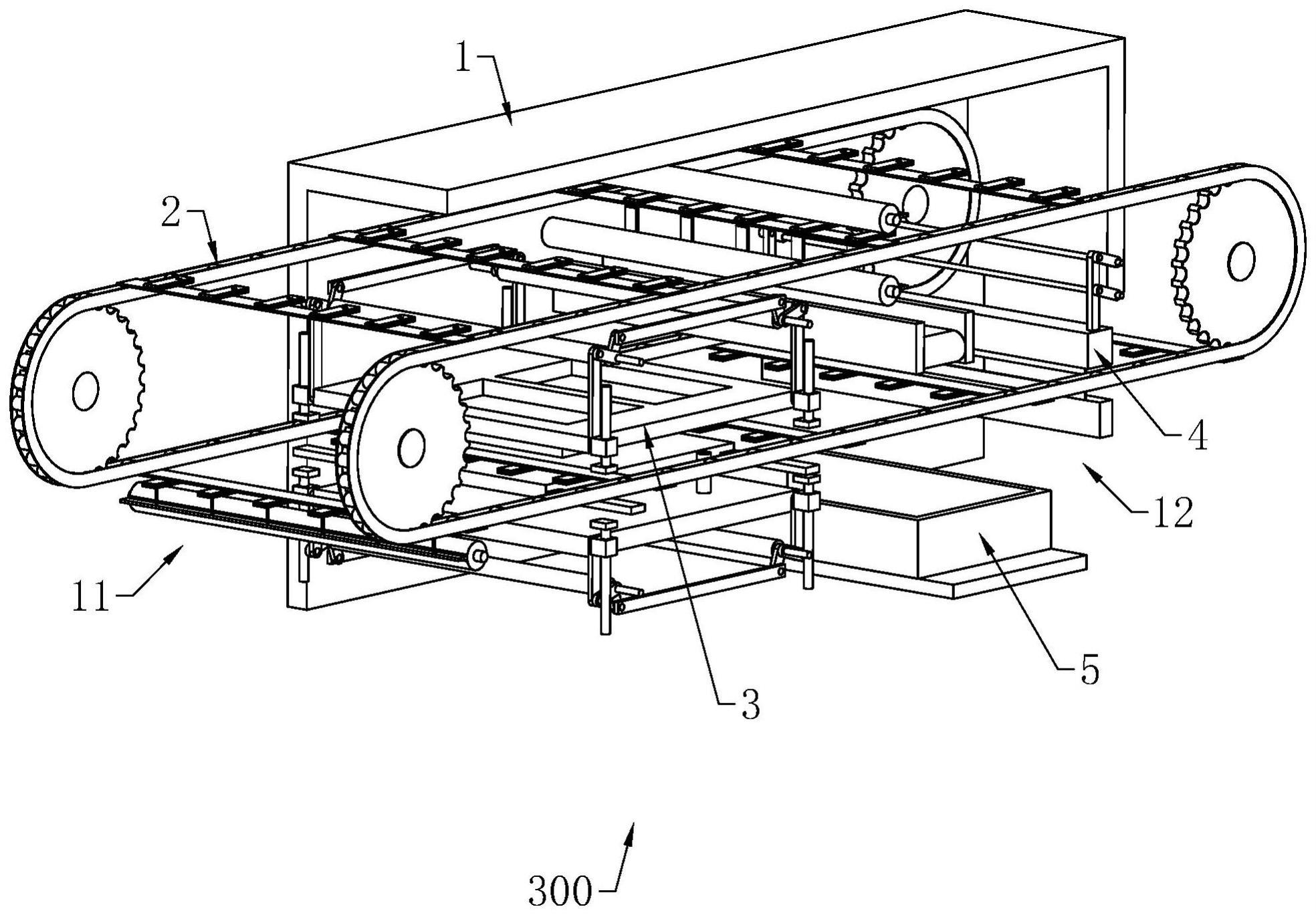
11、可选的,所述衔板机构包括安装于裁切机台内部左右两侧的两组衔板传送带,两组所述衔板传送带之间沿延伸方向间隔安装有多个衔板架,每个所述衔板架上均排列设置有用于夹持纸板的衔板夹;所述裁切机台内部安装有第一开口单元和第二开口单元,所述第一开口单元布置于进料端位置,衔板传送带自出料端向进料端进行返回的路段设置有废料头拨落位,所述第二开口单元布置于废料头拨落位,且均用于控制衔板夹的开合;所述废料头拨落位处还设置有拨落单元以及废料头传送带,且所述拨落单元用于在衔板夹张开后将其内部的废料头进行拨落至废料头传送带,所述废料头传送带将废料头导送出裁切机台外进行收集处理。
12、通过采用上述技术方案,在实际工作过程中,两组衔板传送带控制衔板架自进料端输送至出料端,然后自出料端返回至进料端,以形成回形往复动作。当衔板架落下至进料端时,第一开口单元控制衔板夹进行张开,使自导送机床送入的纸板进入衔板夹后而松开衔板夹来夹紧纸板。接着,在衔板传送带的带动下,纸板被依次带送至裁切机构、裁断机构进行对应的裁切、裁断加工。然后,在衔板传送带的带动下,衔板架进行返程,且衔板架在返回过程中被带送至废料头拨落位时,第二开口单元控制衔板夹进行张开,拨落单元将其内部的废料头进行拨落至废料头传送带,使废料头传送带将废料头导送出裁切机台外进行收集处理。最后,衔板架继续返回至进料端,以等待下一轮衔板工作。
13、可选的,所述衔板夹包括两块相叠设置的夹板,两个所述夹板一端相互连接,另一端处于可活动状态,且两个所述夹板相连接一端固定连接于衔板架,另一端悬臂设置。
14、可选的,所述衔板夹中的一块夹板的可活动一端均开设有开口孔,且当衔板架自进料端向出料端输送时,带有开口孔的所述夹板位于另一块夹板的下方;所述第一开口单元布置于衔板传送带下方位置,所述第一开口单元包括开口转轴,所述开口转轴排列安装有开口撞针,且用于穿过开口孔顶开衔板夹。
15、通过采用上述技术方案,当衔板架返回至进料端时,第一开口单元中的开口转轴带动开口撞针进行上摆,使开口撞针穿过衔板夹中下夹板中的开口孔后向上顶开上夹板,使衔板夹形成张口状态。等待后续导送机床将纸板送入至衔板夹后,开口转轴带动开口撞针进行下摆,使上夹板与下夹板对纸板进行夹持,以等待向下输送。
16、可选的,所述第二开口单元与第一开口单元结构相同,且所述第二开口单元布置于衔板传送带中自出料端至进料端的返程段的上方位置。
17、可选的,所述拨落单元包括拨落转轴,所述拨落转轴上沿其长度方向间隔排列安装有多个拨落齿板,所述拨落齿板与第二开口单元中的开口摆杆呈交错设置,且用于拨出衔板夹内的废料头。
18、通过采用上述技术方案,当衔板架在返回过程中被带送至废料头拨落位时,第二开口单元控制衔板夹形成张口状态。接着,拨落转轴带动拨落齿板向外摆动,以将衔板夹内的废料头拨落至下方的废料头传送带,使废料头传送带将废料头导送出裁切机台外进行收集处理。
19、可选的,所述裁切机构包括下模座和上模座,且所述上模座的底部安装有裁切刀,所述下模座固定安装于裁切机台内,且与衔板传送带中进料端至出料端路段相平行设置;所述下模座的上方安装有可升降控制的冲切台,上模座安装于下模座的底部,且与下模座相对设置;所述下模座的下方安装有可升降控制的脱料架,所述脱料架的顶部安装有脱料顶针,且所述脱料顶针用于将衔板夹中切割后的边料自成品料上顶开脱落。
20、通过采用上述技术方案,在裁切过程中,冲切台下降,上模座与下模座进行对合,使上模座底部的裁切刀对纸板进行裁切处理。同时,在冲切台下降而对纸板裁切过程中,脱料架同步上升,使脱料顶针向上顶开切割后的边料,以便边料能够更好地与衔板夹中所夹持的成品料发生脱离。
21、综上所述,本技术包括以下至少一种有益技术效果:
22、1.在实际工作过程中,工人自上料机床进行纸板上料,上料后的纸板经导送机床被导送至裁切机床。衔板机构在出料端位置处将自导送机床送入的纸板进行衔接,接着,将其输送至裁切机构位置处,使裁切机构对纸板进行初步裁切成型。然后,衔板机构将纸板输送至裁断机构位置处,使裁断机构对纸板进行裁断成型处理,以切断纸板与衔板机构之间的连接,使其落入至成品收集箱内进行收集。这种裁切方式比较能够大大降低人力成本;
23、2.在实际工作过程中,两组衔板传送带控制衔板架自进料端输送至出料端,然后自出料端返回至进料端,以形成回形往复动作。当衔板架落下至进料端时,第一开口单元控制衔板夹进行张开,使自导送机床送入的纸板进入衔板夹后而松开衔板夹来夹紧纸板。接着,在衔板传送带的带动下,纸板被依次带送至裁切机构、裁断机构进行对应的裁切、裁断加工。然后,在衔板传送带的带动下,衔板架进行返程,且衔板架在返回过程中被带送至废料头拨落位时,第二开口单元控制衔板夹进行张开,拨落单元将其内部的废料头进行拨落至废料头传送带,使废料头传送带将废料头导送出裁切机台外进行收集处理。最后,衔板架继续返回至进料端,以等待下一轮衔板工作;
24、3.当衔板架在返回过程中被带送至废料头拨落位时,第二开口单元控制衔板夹形成张口状态。接着,拨落转轴带动拨落齿板向外摆动,以将衔板夹内的废料头拨落至下方的废料头传送带,使废料头传送带将废料头导送出裁切机台外进行收集处理。
- 还没有人留言评论。精彩留言会获得点赞!