一种修磨灵巧机械手多信息原位感知方法
本发明涉及机械手接触力和温度智能感知领域,尤其涉及一种修磨灵巧机械手多信息原位感知方法。
背景技术:
1、随着航空航天领域的发展,对于复杂曲面精密加工设备的需求不断增加。陶瓷天线罩作为导弹关键部件,采用复杂曲面回转体设计形式,其表面光洁度对天线系统的信号传输有着重要影响。然而,由于陶瓷材料的硬脆特性,其加工难度较大,因此对陶瓷天线罩等导弹关键部件的修磨时的接触力、修磨时的温度、修磨时的修磨位置的精确感知变得日益重要,精确感知修磨时的接触力、修磨时的温度可以更好地监控和调整修磨过程,减少陶瓷件损坏的风险,以确保陶瓷件的质量、稳定性和生产效率,精确感知修磨时的修磨位置可以确保在需要修磨的特定位置进行精确的磨削,同时可以用于监测和控制产品的质量,同时可以防止设备过度磨损或不均匀磨损,从而延长设备的使用寿命,减少设备维护和更换的频率,降低维护成本。
2、目前在修磨领域广泛使用的触觉传感器主要为电阻式传感器、电容式传感器和压电式传感器,这些传感器无法同时精确感知修磨时的接触力、修磨时的温度,也无法精确感知修磨时的修磨位置。例如专利cn110561230a公开了一种陶瓷打磨装置及打磨方法,该专利提出了一种利用步进电机、高精度移动模组、磨头装夹板和磨头相互配合的打磨机构,提高了陶瓷打磨的加工效率,但是其使用的是电信号触觉传感器,不仅容易产生温度误差和电磁干扰等情况,而且也无法感知打磨工件原位的力学性能和修磨过程中的温度变化,更不能精确感知修磨位置。
技术实现思路
1、本发明的目的是解决现有技术中存在的问题,提供一种修磨灵巧机械手多信息原位感知方法。
2、为达到上述目的,本发明采用如下技术方案:
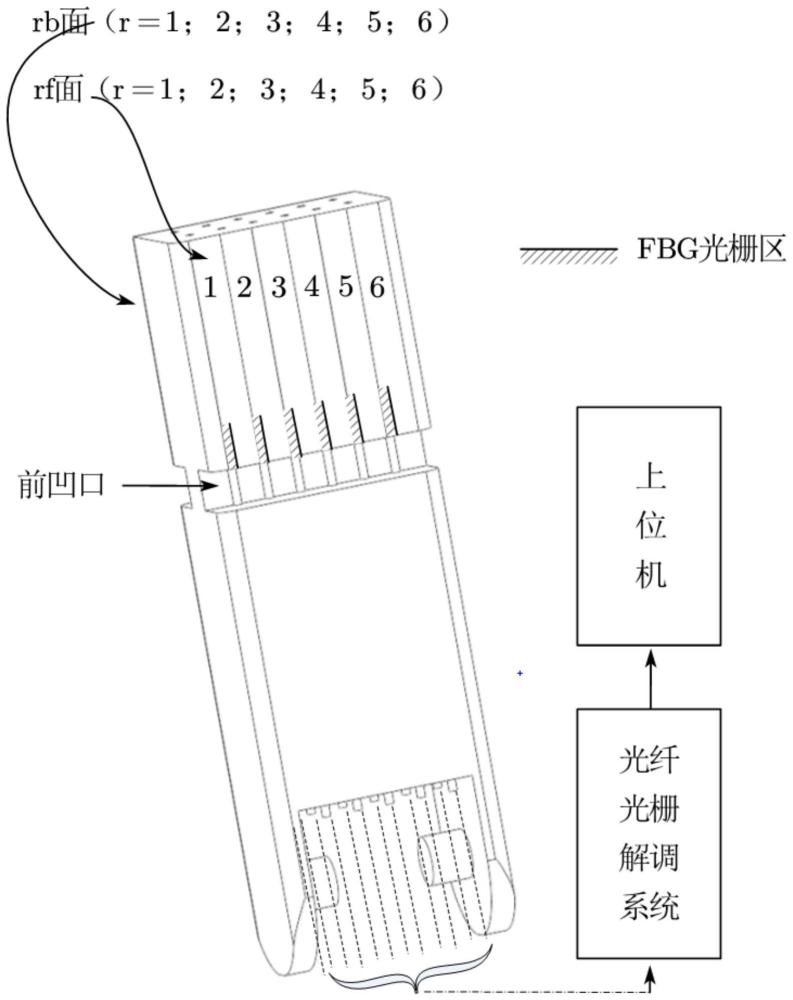
3、一种修磨灵巧机械手多信息原位感知方法,原位感知对象包括修磨时的接触力和温度;在机械手指内布置多通道的差动式fbg传感阵列后,并将其依次与光纤光栅解调系统(光纤光栅解调系统连接fbg传感阵列,向fbg传感器发射激光,接受经过所述光栅点后返回的激光,并解调出返回激光的波长)、上位机(接收光纤光栅解调系统解调出的返回激光的波长,通过labview软件构建确定修磨位置的应力与波长及温度与波长传感模型,即f*=vfmaxif1+vfmax2f2+vfmax3f3+vfmax4f4、t*=vtmax1t1+vtmax2t2+vtmax3t3+vtmax4t4)连接后,获取原位感知对象;
4、机械手指竖直布置;机械手指的修磨面为竖直面、位于机械手指的前侧且平行于左右方向,分为沿左右方向依次排列的n个区域,n≥6;fbg传感阵列包括2n支竖直布置的fbg传感器,2n支fbg传感器等分为n组,分别位于n个区域的正后侧;将位于区域r正后侧的两个fbg传感器的编号分别记为rf和rb,fbg传感器rf位于区域r和fbg传感器rb之间,r=1,2,...,n;以n=6为例,区域1、fbg传感器1f、fbg传感器1b自前而后间距排列,区域2、fbg传感器2f、fbg传感器2b自前而后间距排列,区域3、fbg传感器3f、fbg传感器3b自前而后间距排列,区域4、fbg传感器4f、fbg传感器4b自前而后间距排列,区域5、fbg传感器5f、fbg传感器5b自前而后间距排列,区域6、fbg传感器6f、fbg传感器6b自前而后间距排列;
5、相比于传统的传感器,本发明所用fbg传感器更不容易受电磁干扰和频率响应限制等因素的干扰,不易导致感知的结果产生误差,同时温度的变化也不会导致fbg传感器的内部材料的膨胀和电特性的变化,从而影响传感器的准确性和稳定性,同时,fbg传感器也不会因外部电磁场的存在而导致信号的干扰和失真;
6、获取原位感知对象的步骤如下:
7、(一)标定阶段;
8、(i)采集未施加载荷、温度环境固定为25℃时,fbg传感器rf的反射中心波长λbrf以及fbg传感器rb的反射中心波长λbrb;
9、(ii)夹持机械手指,对区域r中位于最上方同时位于fbg传感器rf的正前侧的位置垂直施加不同的载荷f,获取fbg传感器rf的反射中心波长λfrf以及fbg传感器rb的反射中心波长λfrb;
10、具体说明如下:
11、以n=6为例,夹持机械手指,对区域1中位于最上方同时位于fbg传感器1f的正前侧的区域垂直施加不同的载荷f,获取fbg传感器1f的反射中心波长λf1f、fbg传感器1b的反射中心波长λf1b;
12、将区域1换成区域2,重复上述操作,获取fbg传感器2f的反射中心波长λf2f、fbg传感器2b的反射中心波长λf2b;
13、将区域1换成区域3,重复上述操作,获取fbg传感器3f的反射中心波长λf3f、fbg传感器3b的反射中心波长λf3b;
14、将区域1换成区域4,重复上述操作,获取fbg传感器4f的反射中心波长λf4f、fbg传感器4b的反射中心波长λf4b;
15、将区域1换成区域5,重复上述操作,获取fbg传感器5f的反射中心波长λf5f、fbg传感器5b的反射中心波长λf5b;
16、将区域1换成区域6,重复上述操作,获取fbg传感器6f的反射中心波长λf6f、fbg传感器6b的反射中心波长λf6b;
17、(iii)夹持机械手指,不施加载荷,分别改变区域r所处的温度环境t至不同值,获取fbg传感器rf的反射中心波长λtrf以及fbg传感器rb的反射中心波长λtrb;
18、具体说明如下:
19、以n=6为例,夹持机械手指,不施加载荷,分别改变区域1所处的温度环境t至30℃、35℃、40℃、45℃、50℃、55℃、60℃、65℃、70℃,获取fbg传感器1f的反射中心波长λt1f、fbg传感器1b的反射中心波长λt1b;
20、将区域1换成区域2,重复上述操作,获取fbg传感器2f的反射中心波长λt2f、fbg传感器2b的反射中心波长λt2b;
21、将区域1换成区域3,重复上述操作,获取fbg传感器3f的反射中心波长λt3f、fbg传感器3b的反射中心波长λt3b;
22、将区域1换成区域4,重复上述操作,获取fbg传感器4f的反射中心波长λt4f、fbg传感器4b的反射中心波长λt4b;
23、将区域1换成区域5,重复上述操作,获取fbg传感器5f的反射中心波长λt5f、fbg传感器5b的反射中心波长λt5b;
24、将区域1换成区域6,重复上述操作,获取fbg传感器6f的反射中心波长λt6f、fbg传感器6b的反射中心波长λt6b;
25、(iv)将λfrf减去λbrf得到δλfrf,将λfrb减去λbrb得到δλfrb,将λtrf减去λbrf得到δλtrf,将λtrb减去λbrb得到δλtrb;
26、具体说明如下:
27、以n=6为例,将λf1f减去λb1f得到δλf1f,将λf2f减去λb2f得到δλf2f,将λf3f减去λb3f得到δλf3f,将λf4f减去λb4f得到δλf4f,将λf5f减去λb5f得到δλf5f,将λf6f减去λb6f得到δλf6f;
28、将λf1b减去λb1b得到δλf1b,将λf2b减去λb2b得到δλf2b,将λf3b减去λb3b得到δλf3b,将λf4b减去λb4b得到δλf4b,将λf5b减去λb5b得到δλf5b,将λf6b减去λb6b得到δλf6b;
29、将λt1f减去λb1f得到δλt1f,将λt2f减去λb2f得到δλt2f,将λt3f减去λb3f得到δλt3f,将λt4f减去λb4f得到δλt4f,将λt5f减去λb5f得到δλt5f,将λt6f减去λb6f得到δλt6f;
30、将λt1b减去λb1b得到δλt1b,将λt2b减去λb2b得到δλt2b,将λt3b减去λb3b得到δλt3b,将λt4b减去λb4b得到δλt4b,将λt5b减去λb5b得到δλt5b,将λt6b减去λb6b得到δλt6b;
31、(v)以f为自变量x,以δλfrf-δλfrb为因变量y,在二维直角坐标系中一一描点,利用一次函数y=krfx+crf,拟合得到krf和crf;
32、以t为自变量x,以δλtrf+δλtrb为因变量y,在二维直角坐标系中一一描点,利用一次函数y=krtx+crt,拟合得到krt和crt;
33、具体说明如下:
34、以n=6为例,以f为自变量x,以δλf1f-δλf1b为因变量y,在二维直角坐标系中一一描点,利用一次函数y=k1fx+c1f,拟合得到k1f和c1f;
35、以f为自变量x,以δλf2f-δλf2b为因变量y,在二维直角坐标系中一一描点,利用一次函数y=k2fx+c2f,拟合得到k2f和c2f;
36、以f为自变量x,以δλf3f-δλf3b为因变量y,在二维直角坐标系中一一描点,利用一次函数y=k3fx+c3f,拟合得到k3f和c3f;
37、以f为自变量x,以δλf4f-δλf4b为因变量y,在二维直角坐标系中一一描点,利用一次函数y=k4fx+c4f,拟合得到k4f和c4f;
38、以f为自变量x,以δλf5f-δλf5b为因变量y,在二维直角坐标系中一一描点,利用一次函数y=k5fx+c5f,拟合得到k5f和c5f;
39、以f为自变量x,以δλf6f-δλf6b为因变量y,在二维直角坐标系中一一描点,利用一次函数y=k6fx+c6f,拟合得到k6f和c6f;
40、以t为自变量x,以δλt1f+δλt1b为因变量y,在二维直角坐标系中一一描点,利用一次函数y=k1tx+c1t,拟合得到k1t和c1t;
41、以t为自变量x,以δλt2f+δλt2b为因变量y,在二维直角坐标系中一一描点,利用一次函数y=k2tx+c2t,拟合得到k2t和c2t;
42、以t为自变量x,以δλt3f+δλt3b为因变量y,在二维直角坐标系中一一描点,利用一次函数y=k3tx+c3t,拟合得到k3t和c3t;
43、以t为自变量x,以δλt4f+δλt4b为因变量y,在二维直角坐标系中一一描点,利用一次函数y=k4tx+c4t,拟合得到k4t和c4t;
44、以t为自变量x,以δλt5f+δλt5b为因变量y,在二维直角坐标系中一一描点,利用一次函数y=k5tx+c5t,拟合得到k5t和c5t;
45、以t为自变量x,以δλt6f+δλt6b为因变量y,在二维直角坐标系中一一描点,利用一次函数y=k6tx+c6t,拟合得到k6t和c6t;
46、(二)修磨阶段;
47、(a)采集修磨过程时,fbg传感器rf的反射中心波长λrf以及fbg传感器rb的反射中心波长λrb,以n=6为例,具体为12支fbg传感器的反射中心波长λ1f、λ1b、λ2f、λ2b、λ3f、λ3b、λ4f、λ4b、λ5f、λ5b、λ6f、λ6b;
48、(b)将λrf减去λbrf得到δλrf,将λrb减去λbrb得到δλrb;将所有的δλrf-δλrb排序,选择其中最大的四个数据记为δλfmax1、δλfmax2、δλfmax3、δλfmax4,其中,δλfmax1为最大的数据,四者对应的区域的krf分别记为kfmax1、kfmax2、kfmax3、kfmax4,四者对应的区域的crf分别记为cfmax1、cfmax2、cfmax3、cfmax4;将所有的δλrf+δλrb排序,选择其中最大的四个数据记为δλtmax1、δλtmax2、δλtmax3、δλtmax4,四者对应的区域的krt分别记为ktmax1、ktmax2、ktmax3、ktmax4,四者对应的区域的crt分别记为ctmax1、ctmax2、ctmax3、ctmax4;
49、具体说明如下:
50、以n=6为例,分别将λ1f、λ1b、λ2f、λ2b、λ3f、λ3b、λ4f、λ4b、λ5f、λ5b、λ6f、λ6b对应减去λb1f、λb1b、λb2f、λb2b、λb3f、λb3b、λb4f、λb4b、λb5f、λb5b、λb6f、λb6b得到δλ1f、δλ1b、δλ2f、δλ2b、δλ3f、δλ3b、δλ4f、δλ4b、δλ5f、δλ5b、δλ6f、δλ6b;
51、将δλ1f-δλ1b、δλ2f-δλ2b、δλ3f-δλ3b、δλ4f-δλ4b、δλ5f-δλ5b、δλ6f-δλ6b六个数据排序,选择其中最大的四个数据记为δλfmax1、δλfmax2、δλfmax3、δλfmax4,四者对应的区域的krf分别记为kfmax1、kfmax2、kfmax3、kfmax4,四者对应的区域的crf分别记为cfmax1、cfmax2、cfmax3、cfmax4;
52、将δλ1f+δλ1b、δλ2f+δλ2b、δλ3f+δλ3b、δλ4f+δλ4b、δλ5f+δλ5b、δλ6f+δλ6b六个数据排序,选择其中最大的四个数据记为δλtmax1、δλtmax2、δλtmax3、δλtmax4,四者对应的区域的krt分别记为ktmax1、ktmax2、ktmax3、ktmax4,四者对应的区域的crt分别记为ctmax1、ctmax2、ctmax3、ctmax4;
53、(c)计算得到修磨时的接触力f*和温度t*,公式如下:
54、f*=vfmax1f1+vfmax2f2+vfmax3f3+vfmax4f4;
55、t*=vtmax1t1+vtmax2t2+vtmax3t3+vtmax4t4;
56、vfmax1=|δλfmax1|/(|δλfmax1|+|δλfmax2|+|δλfmax3|+|δλfmax4|);
57、vfmax2=|δλfmax2|/(|δλfmax1|+|δλfmax2|+|δλfmax3|+|δλfmax4|);
58、vfmax3=|δλfmax3|/(|δλfmax1|+|δλfmax2|+|δλfmax3|+|δλfmax4|);
59、vfmax4=|δλfmax4|/(|δλfmax1|+|δλfmax2|+|δλfmax3|+|δλfmax4|);
60、vtmax1=|δλtmax1|/(|δλtmax1|+|δλtmax2|+|δλtmax3|+|δλtmax4|);
61、vtmax2=|δλtmax2|/(|δλtmax1|+|δλtmax2|+|δλtmax3|+|δλtmax4|);
62、vtmax3=|δλtmax3|/(|δλtmax1|+|δλtmax2|+|δλtmax3|+|δλtmax4|);
63、vtmax4=|δλtmax4|/(|δλtmax1|+|δλtmax2|+|δλtmax3|+|δλtmax4|);
64、δλfmax1=kfmax1×f1+cfmax1;
65、δλfmax2=kfmax2×f2+cfmax2;
66、δλfmax3=kfmax3×f3+cfmax3;
67、δλfmax4=kfmax4×f4+cfmax4;
68、δλtmax1=ktmax1×t1+ctmax1;
69、δλtmax2=ktmax2×t2+ctmax2;
70、δλtmax3=ktmax3×t3+ctmax3;
71、δλtmax4=ktmax4×t4+ctmax4。
72、作为优选的技术方案:
73、如上所述的一种修磨灵巧机械手多信息原位感知方法,fbg传感器rf位于区域r的正前侧6.5mm处,fbg传感器rb位于fbg传感器rf的正后侧7mm处。
74、如上所述的一种修磨灵巧机械手多信息原位感知方法,步骤(ii)中,不同载荷f分别为1n、2n、3n、4n、5n、6n、7n、8n、9n、10n。
75、如上所述的一种修磨灵巧机械手多信息原位感知方法,步骤(iii)中,温度环境t为30℃、35℃、40℃、45℃、50℃、55℃、60℃、65℃、70℃。
76、如上所述的一种修磨灵巧机械手多信息原位感知方法,机械手指的前侧面上设有前凹口,后侧面上设有后凹口,前凹口和后凹口对称分布,二者通过隔板分隔;fbg传感器rf和fbg传感器rb对称分布在隔板的前后两侧。
77、如上所述的一种修磨灵巧机械手多信息原位感知方法,原位感知对象还包括修磨时的修磨位置;
78、标定阶段还包括步骤(vi)~(viii);
79、步骤(vi)为:夹持机械手指,对区域r中位于fbg传感器rf的正前侧同时位于前凹口的上方的不同位置垂直施加恒定载荷f,获取fbg传感器rf的反射中心波长λlrf以及fbg传感器rb的反射中心波长λlrb,不同位置与前凹口的距离l;
80、具体说明如下:
81、以n=6为例,夹持机械手指,对区域1中位于fbg传感器1f的正前侧同时位于前凹口的上方的不同位置垂直施加恒定载荷f,获取fbg传感器1f的反射中心波长λl1f以及fbg传感器1b的反射中心波长λl1b;
82、夹持机械手指,对区域2中位于fbg传感器2f的正前侧同时位于前凹口的上方的不同位置垂直施加恒定载荷f,获取fbg传感器2f的反射中心波长λl2f以及fbg传感器2b的反射中心波长λl2b;
83、夹持机械手指,对区域3中位于fbg传感器3f的正前侧同时位于前凹口的上方的不同位置垂直施加恒定载荷f,获取fbg传感器3f的反射中心波长λl3f以及fbg传感器3b的反射中心波长λl3b;
84、夹持机械手指,对区域4中位于fbg传感器4f的正前侧同时位于前凹口的上方的不同位置垂直施加恒定载荷f,获取fbg传感器4f的反射中心波长λl4f以及fbg传感器4b的反射中心波长λl4b;
85、夹持机械手指,对区域5中位于fbg传感器5f的正前侧同时位于前凹口的上方的不同位置垂直施加恒定载荷f,获取fbg传感器5f的反射中心波长λl5f以及fbg传感器5b的反射中心波长λl5b;
86、夹持机械手指,对区域6中位于fbg传感器6f的正前侧同时位于前凹口的上方的不同位置垂直施加恒定载荷f,获取fbg传感器6f的反射中心波长λl6f以及fbg传感器6b的反射中心波长λl6b;
87、步骤(vii)为:将λlrf减去λbrf得到δλlrf,将λlrb减去λbrb得到δλlrb;
88、具体说明如下:
89、以n=6为例,将λl1f减去λb1f得到δλl1f,将λl1b减去λb1b得到δλl1b;
90、将λl2f减去λb2f得到δλl2f,将λl2b减去λb2b得到δλl2b;
91、将λl3f减去λb3f得到δλl3f,将λl3b减去λb3b得到δλl3b;
92、将λl4f减去λb4f得到δλl4f,将λl4b减去λb4b得到δλl4b;
93、将λl5f减去λb5f得到δλl5f,将λl5b减去λb5b得到δλl5b;
94、将λl6f减去λb6f得到δλl6f,将λl6b减去λb6b得到δλl6b;
95、步骤(viii)为:以l为自变量x,以δλlrf-δλlrb为因变量y,在二维直角坐标系中一一描点,利用多项式函数y=drlx2+grlx+hrl,拟合得到区域r对应的drl、grl、hrl;
96、具体说明如下:
97、以n=6为例,以l为自变量x,以δλl1f-δλl1b为因变量y,在二维直角坐标系中一一描点,利用多项式函数y=d1lx2+g1lx+h1l,拟合得到区域1对应的d1l、g1l、h1l;
98、以l为自变量x,以δλl2f-δλl2b为因变量y,在二维直角坐标系中一一描点,利用多项式函数y=d2lx2+g2lx+h2l,拟合得到区域2对应的d2l、g2l、h2l;
99、以l为自变量x,以δλl3f-δλl3b为因变量y,在二维直角坐标系中一一描点,利用多项式函数y=d3lx2+g3lx+h3l,拟合得到区域3对应的d3l、g3l、h3l;
100、以l为自变量x,以δλl4f-δλl4b为因变量y,在二维直角坐标系中一一描点,利用多项式函数y=d4lx2+g4lx+h4l,拟合得到区域4对应的d4l、g4l、h4l;
101、以l为自变量x,以δλl5f-δλl5b为因变量y,在二维直角坐标系中一一描点,利用多项式函数y=d5lx2+g5lx+h5l,拟合得到区域5对应的d5l、g5l、h5l;
102、以l为自变量x,以δλl6f-δλl6b为因变量y,在二维直角坐标系中一一描点,利用多项式函数y=d6lx2+g6lx+h6l,拟合得到区域6对应的d6l、g6l、h6l;
103、修磨阶段还包括步骤(d);
104、步骤(d)为:将δλfmax1、δλfmax2、δλfmax3、δλfmax4四者对应的区域的drl分别记为dlmax1、dlmax2、dlmax3、dlmax4,四者对应的区域的grl分别记为glmax1、glmax2、glmax3、glmax4,四者对应的区域的hrl分别记为hlmax1、hlmax2、hlmax3、hlmax4;
105、计算得到x*,公式如下:
106、x*=vfmax1x1+vfmax2x2+vfmax3x3+vfmax4x4;
107、δλfmax1=dlmax1x12+glmax1x1+hlmax1;
108、δλfmax2=dlmax2x22+glmax2x2+hlmax2;
109、δλfmax3=dlmax3x32+glmax3x3+hlmax3;
110、δλfmax4=dlmax4x42+glmax4x4+hlmax4;
111、δλfmax1对应的区域中,位于fbg传感器rf的正前侧同时位于前凹口的上方x*的位置,即为修磨时的修磨位置。
112、如上所述的一种修磨灵巧机械手多信息原位感知方法,步骤(vi)中,不同位置与前凹口的距离l分别为2mm、4mm、6mm、8mm、10mm、12mm、14mm、16mm、18mm、20mm、22mm、24mm、26mm;恒定载荷f为10n。
113、有益效果:
114、(1)本发明的方法适用于各种复杂形状和多种大小的陶瓷件的修磨,扩展了修磨工艺的应用范围,使得更多类型的陶瓷件都可以受益于该技术。
115、(2)本发明的方法采用基于fbg传感器的灵巧修磨机械手,以实现对修磨工件原始位置的力触觉与温度信号的双重原位感知,并通过有限元仿真分析确定fbg传感器的布置位置,采用差动法对称布置fbg传感器,实现了力触觉和温度双参数的原位感知,解决了fbg传感器之间的交叉敏感问题,确保了感知结果的准确性和可靠性,并且能够实时监测和控制修磨过程中的力触觉和温度变化。
116、(3)本发明基于labview和光纤光栅解调系统,实现了光纤光栅传感信号的动态解调,并通过labview虚拟仪器平台,实现了多通道的fbg传感中心波长的动态更新,能够高效地提取和解码fbg传感器的信号,由于使用labview作为平台,实现了传感器信号的实时监测和分析,为光纤光栅传感技术的应用提供了可靠和精确的数据。
117、(4)本发明采用了fbg传感器实时监测修磨过程中的力触觉和温度变化,并结合labview实现了温度传感信号的实时监测和分析,并通过该系统,能够准确监测修磨过程中的力超冲和力过载情况,从而有效保护修磨工件和修磨工具的安全,使得修磨过程更加可控,能够及时检测并防止潜在的损坏和负荷过大的情况发生,提高了修磨的效率和质量。
118、(5)本发明的原位感知方法由多通道的差动式光纤光栅传感模块、光纤光栅解调系统和上位机构成,实现了对工件的原位触温双参数感知、对光信号和数值信号的准确解调和处理以及通过数据可视化处理、存储和显示,提供了对感知数据的实时监测和分析。
- 还没有人留言评论。精彩留言会获得点赞!