打磨作业恒定输出力矩机构的制作方法
本发明涉及打磨加工领域技术,尤其是指一种打磨作业恒定输出力矩机构。
背景技术:
1、打磨,是表面改性技术的一种,一般指借助粗糙物体(含有较高硬度颗粒的砂纸等)来通过摩擦改变材料表面物理性能的一种加工方法,主要目的是为了获取特定表面粗糙度在打磨作业生产过程中,某些特定的产品需要输出特定稳定的力矩进行作业才能达到合格的效果。
2、现有采用的稳定机构包括有采用气缸、连接板、弹簧、球型连接头和压料装置,气缸连接着调压阀,但这种结构不能适用机器人位姿变换,平衡力度只能靠调压阀进行调整,而且弹簧也有对应的压缩力度的,控制力度无法稳定,无法满足打磨作业的加工需求;或者采用如申请号为202220301106.5的中国使用新型专利公开的一种具有缓冲平衡功能的外置气缸夹表器,这种机构只能适用于一维度的力矩控制,而且无法进行调整,无法稳定输出对应的力度值,或者采用陀螺仪或倾角传感器识别机器人的末端姿态,导致成本较高,因此,有必要研究一种新的技术方案来解决上述问题。
技术实现思路
1、有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种一种打磨作业恒定输出力矩机构,其能有效解决现有之恒定输出机构不使用机器人位姿变换、控制力度无法稳定、力矩控制不能实现调整以及成本较高的问题。
2、为实现上述目的,本发明采用如下之技术方案:
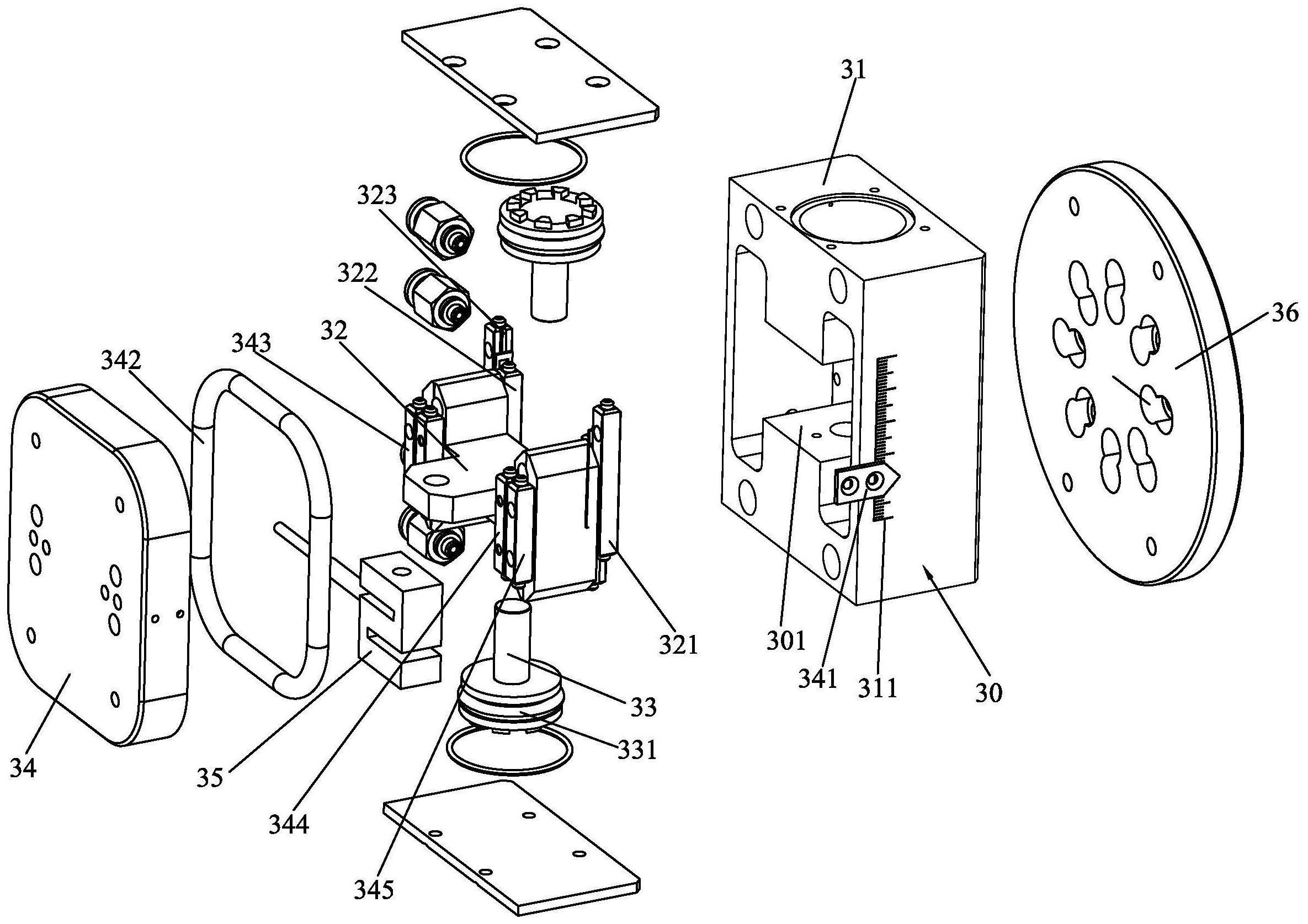
3、一种打磨作业恒定输出力矩机构,包括有机器人本体、平衡力输出机构以及恒定力矩输出机构;该平衡力输出机构设置在机器人本体上并与外部控制器连接,平衡力输出机构包括有安装架、恒力控制总成、驱动机构、机器人485插头以及力度反馈插头;该安装架设置在机器人本体上,该恒力控制总成设置在安装架上并与外部控制器连接,该驱动机构、机器人485插头以及力度反馈插头均设置在安装架上并与恒力控制总成连接;该恒定力矩输出机构设置在机器人本体的自由端并随机器人本体自由端来回活动,恒定力矩输出机构包括有气缸主体、浮动滑块、顶杆、治具安装板以及力度传感器;该气缸主体设置在机器人本体的自由端上并随着机器人本体的自由端来回活动,气缸主体内具有安装槽,气缸主体与驱动机构输出端连接;该浮动滑块可上下来回活动地设置在安装槽中;该顶杆设置在气缸主体上并由气缸主体带动上下来回活动,顶杆输出端与浮动滑块连接从而带动浮动滑块来回浮动;该治具安装板可上下来回浮动地设置在气缸主体上并与浮动滑块连接;该力度传感器设置在治具安装板上并与浮动滑块接触连接。
4、作为一种优选方案,所述驱动机构包括有电气比例阀和电磁阀,该电气比例阀与恒力控制总成连接,该电磁阀与电气比例阀的输出端连接,所述气缸主体与电磁阀的输出端连接。
5、作为一种优选方案,所述平衡力输出机构还包括有触摸屏以及散热风扇;该触摸屏设置在安装架上并与恒力控制总成连接;该散热风扇设置在恒力控制总成上并与外部控制器连接。
6、作为一种优选方案,所述顶杆为上下设置的两个,两顶杆的连接端分别设置在气缸主体的两输出端上,两顶杆的输出端分别抵在浮动滑块的上下表面。
7、作为一种优选方案,所述气缸主体的外表面设置有距离刻度线,治具安装板上设置有与距离刻度线配合的浮动标记指针。
8、作为一种优选方案,所述治具安装板侧表面凹设有环形的嵌设槽,嵌设槽内设置有一防尘圈,该防尘圈与气缸主体的侧表面挤压接触。
9、作为一种优选方案,所述浮动滑块与安装槽内壁之间通过第一导轨组件连接,第一导轨组件为左右排布的两个,每一导轨组件均包括有互相配合连接的第一导轨和第二导轨,每一第一导轨固定安装在浮动滑块上,每一第二导轨固定安装在安装槽内壁。
10、作为一种优选方案,所述治具安装板与浮动滑块之间通过第二导轨组件连接,第二导轨组件为左右排布的两个,每一第二导轨组件均包括有互相配合连接的第三导轨和第四导轨,每一第三导轨均与浮动滑块固定连接,每一第四导轨均与治具安装板固定连接。
11、作为一种优选方案,所述顶杆上套设有密封圈,该密封圈与气缸主体内壁挤压接触。
12、作为一种优选方案,所述气缸主体通过一机器人过渡板与机器人本体的自由端连接。
13、本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
14、通过设置有平衡力输出机构以及恒定力矩输出机构,并配合平衡力输出机构中恒力控制总成、驱动机构、机器人485插头以及力度反馈插头的设置与恒定力矩输出机构中气缸主体、浮动滑块、顶杆、治具安装板以及力度传感器的配合,使之将打磨过程中治具处受力的复杂模型转换为经典物理斜坡问题,通过浮动滑块的浮动带动力度传感器数值的变化,并通过力度反馈插头将信息传递给恒力控制总成,再通过驱动机构抖动气缸主体中的顶杆活动,从而使得机器人改变任何位姿后都可以实现平衡重力,还能通过力矩传感器的竖直进行pid校正,可以满足打磨的加工需求,同时不仅可以直接通过485读取机器人的姿态值,无需采用陀螺仪或倾角传感器,降低整体成本,同时通过485进行传输一个数据寄存器的值作为打磨的力度值,因而可以是根据机器人程序实时的改变对应的力度,从而到达有效及时的控制力度值的大小。
15、为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
技术特征:
1.一种打磨作业恒定输出力矩机构,其特征在于:包括有机器人本体、平衡力输出机构以及恒定力矩输出机构;该平衡力输出机构设置在机器人本体上并与外部控制器连接,平衡力输出机构包括有安装架、恒力控制总成、驱动机构、机器人485插头以及力度反馈插头;该安装架设置在机器人本体上,该恒力控制总成设置在安装架上并与外部控制器连接,该驱动机构、机器人485插头以及力度反馈插头均设置在安装架上并与恒力控制总成连接;该恒定力矩输出机构设置在机器人本体的自由端并随机器人本体自由端来回活动,恒定力矩输出机构包括有气缸主体、浮动滑块、顶杆、治具安装板以及力度传感器;该气缸主体设置在机器人本体的自由端上并随着机器人本体的自由端来回活动,气缸主体内具有安装槽,气缸主体与驱动机构输出端连接;该浮动滑块可上下来回活动地设置在安装槽中;该顶杆设置在气缸主体上并由气缸主体带动上下来回活动,顶杆输出端与浮动滑块连接从而带动浮动滑块来回浮动;该治具安装板可上下来回浮动地设置在气缸主体上并与浮动滑块连接;该力度传感器设置在治具安装板上并与浮动滑块接触连接。
2.根据权利要求1所述的打磨作业恒定输出力矩机构,其特征在于:所述驱动机构包括有电气比例阀和电磁阀,该电气比例阀与恒力控制总成连接,该电磁阀与电气比例阀的输出端连接,所述气缸主体与电磁阀的输出端连接。
3.根据权利要求1所述的打磨作业恒定输出力矩机构,其特征在于:所述平衡力输出机构还包括有触摸屏以及散热风扇;该触摸屏设置在安装架上并与恒力控制总成连接;该散热风扇设置在恒力控制总成上并与外部控制器连接。
4.根据权利要求1所述的打磨作业恒定输出力矩机构,其特征在于:所述顶杆为上下设置的两个,两顶杆的连接端分别设置在气缸主体的两输出端上,两顶杆的输出端分别抵在浮动滑块的上下表面。
5.根据权利要求1所述的打磨作业恒定输出力矩机构,其特征在于:所述气缸主体的外表面设置有距离刻度线,治具安装板上设置有与距离刻度线配合的浮动标记指针。
6.根据权利要求1所述的打磨作业恒定输出力矩机构,其特征在于:所述治具安装板侧表面凹设有环形的嵌设槽,嵌设槽内设置有一防尘圈,该防尘圈与气缸主体的侧表面挤压接触。
7.根据权利要求1所述的打磨作业恒定输出力矩机构,其特征在于:所述浮动滑块与安装槽内壁之间通过第一导轨组件连接,第一导轨组件为左右排布的两个,每一导轨组件均包括有互相配合连接的第一导轨和第二导轨,每一第一导轨固定安装在浮动滑块上,每一第二导轨固定安装在安装槽内壁。
8.根据权利要求1所述的打磨作业恒定输出力矩机构,其特征在于:所述治具安装板与浮动滑块之间通过第二导轨组件连接,第二导轨组件为左右排布的两个,每一第二导轨组件均包括有互相配合连接的第三导轨和第四导轨,每一第三导轨均与浮动滑块固定连接,每一第四导轨均与治具安装板固定连接。
9.根据权利要求1所述的打磨作业恒定输出力矩机构,其特征在于:所述顶杆上套设有密封圈,该密封圈与气缸主体内壁挤压接触。
10.根据权利要求1所述的打磨作业恒定输出力矩机构,其特征在于:所述气缸主体通过一机器人过渡板与机器人本体的自由端连接。
技术总结
本发明公开了一种打磨作业恒定输出力矩机构,包括有机器人本体、平衡力输出机构以及恒定力矩输出机构;通过平衡力输出机构中恒力控制总成、驱动机构、机器人485插头以及力度反馈插头的设置与恒定力矩输出机构中气缸主体、浮动滑块、顶杆、治具安装板以及力度传感器的配合,使之将打磨过程中治具处受力的复杂模型转换为经典物理斜坡问题,通过浮动滑块的浮动带动力度传感器数值的变化,并通过力度反馈插头将信息传递给恒力控制总成,再通过驱动机构抖动气缸主体中的顶杆活动,从而使得机器人改变任何位姿后都可以实现平衡重力,还能通过力矩传感器的竖直进行PID校正。
技术研发人员:许焕彬
受保护的技术使用者:伯朗特机器人股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!