一种防静电海绵用模切设备及其使用方法与流程
本发明属于冲切,具体是指一种防静电海绵用模切设备及其使用方法。
背景技术:
1、防静电cr泡棉的颜色一般为黑色,其材质是一种特种橡胶,具有出色的抗压缩变形性和密封性,同时还具备阻燃性,不含有毒物质,可以用在多种温度范围内,在电子行业中有广泛应用,除此之外,还有珍珠棉(epe)、pu泡棉、epdm、ixpe等多种类型的泡棉。
2、目前现有的防静电海绵用模切设备存在以下问题:
3、当需要对叠加的防静电cr泡棉进行模切时,上层叠加的防静电cr泡棉的两端翘起,会使得防静电cr泡棉之间出现错位,导致每层防静电cr泡棉之间的冲切部位出现偏差,影响后续每层防静电cr泡棉之间的对应,且在长时间的对多层防静电cr泡棉进行冲切作业,会使冲切刀具的温度上升,导致其与防静电cr泡棉发生粘连。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本方案提供了一种能够对叠加的防静电cr泡棉进行压实冲切,且能够对深入到防静电海绵内部的刀具部位进行降温的防静电海绵用模切设备及其使用方法。
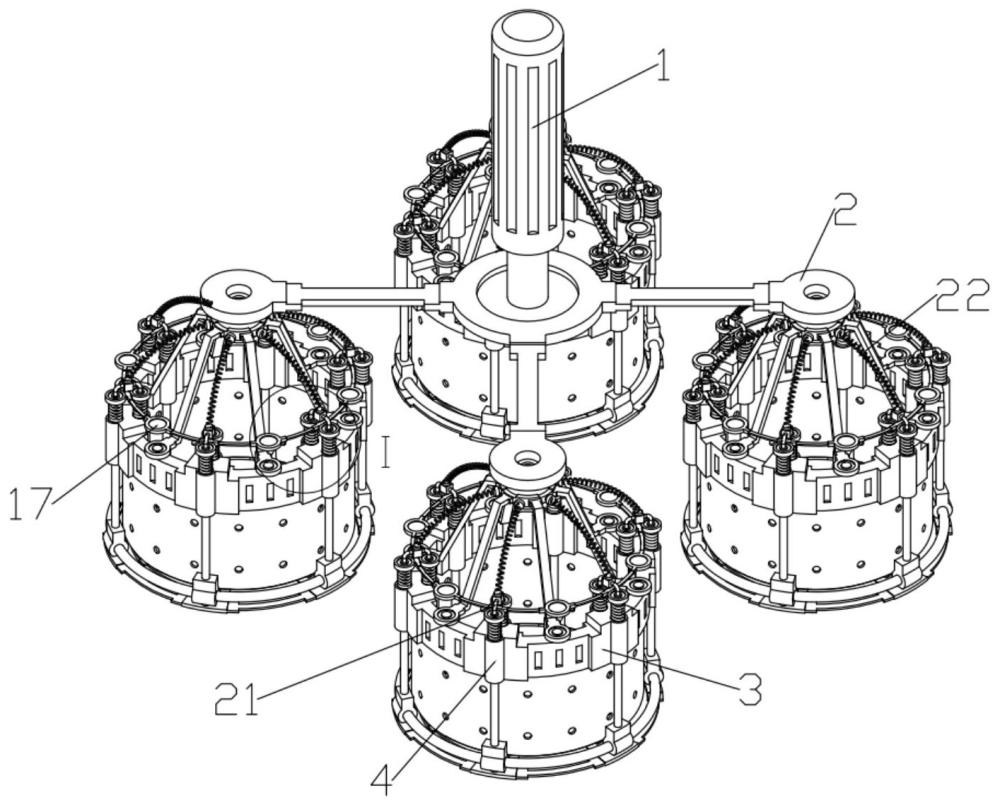
2、本方案采取的技术方案如下:本方案提出的一种防静电海绵用模切设备,包括液压缸、模切驱动板、压力型内套模切机构和防粘连横条冷却机构,所述液压缸设于模切驱动板上壁,所述压力型内套模切机构设于模切驱动板底壁,所述防粘连横条冷却机构设于压力型内套模切机构上,所述压力型内套模切机构包括双侧压实裁切机构和厚度适应调力机构,所述双侧压实裁切机构设于模切驱动板底壁,所述厚度适应调力机构设于双侧压实裁切机构侧壁,所述防粘连横条冷却机构包括动态传导机构和跟随降温机构,所述动态传导机构设于双侧压实裁切机构侧壁,所述跟随降温机构设于双侧压实裁切机构上壁。
3、作为本案方案进一步的优选,所述双侧压实裁切机构包括导向套筒、导向柱、导向弹簧、限位板、管夹、环形管、连接座、压实板、环形铜质模切刀、六角架、球筒座和环形模切刀座,多组所述球筒座设于模切驱动板底壁,所述六角架设于球筒座远离模切驱动板的一端,所述环形模切刀座设于六角架底壁,多组所述导向套筒分别设于环形模切刀座的侧壁和内壁,导向套筒为贯通设置,所述导向柱滑动设于导向套筒内部,所述限位板设于导向柱上壁,所述导向弹簧设于导向柱外侧的导向套筒上壁与限位板底壁之间,所述管夹设于导向柱远离限位板的一侧,所述环形管设于管夹远离导向柱的一端,所述环形铜质模切刀设于环形管之间的环形模切刀座底壁,所述连接座设于管夹远离导向柱的一侧,所述压实板设于连接座底壁;所述厚度适应调力机构包括环形串联架、固定电磁体和调力电磁体,所述环形串联架设于限位板之间,环形串联架设于环形模切刀座上方,所述固定电磁体设于六角架上壁,多组所述调力电磁体设于环形串联架底壁,环形串联架与固定电磁体相对设置。
4、使用时,初始状态下,导向弹簧为缩短状态,导向套筒上方的导向柱的长度小于导向套筒下方的导向柱的长度,自上而下,环形模切刀座的刀口高于压实板的底壁压实面,液压缸动力端伸长带动模切驱动板运动,模切驱动板通过球筒座带动六角架运动,六角架通过环形模切刀座带动环形铜质模切刀靠近防静电cr泡棉,环形模切刀座通过导向柱带动压实板与防静电cr泡棉上壁贴合,压实板对环形铜质模切刀待冲切部位的两侧进行压实,方面其进行模切作业,液压缸动力端继续伸长,压实板由于防静电cr泡棉的阻挡而停止运动,同时导向柱在导向弹簧形变的拦截下使导向套筒沿其滑动靠近防静电cr泡棉,环形铜质模切刀通过锋利的刀口将防静电cr泡棉切开进入其内部,随着环形铜质模切刀穿过防静电cr泡棉,完成对防静电cr泡棉的模切作业,随后,液压缸动力端缩短带动环形铜质模切刀远离防静电cr泡棉,将冲切后的防静电cr泡棉取出使用;
5、当需要对叠加的防静电cr泡棉进行模切时,固定电磁体和调力电磁体通电产生磁性,固定电磁体与调力电磁体异极设置,固定电磁体固定在六角架上壁通过磁力吸附调力电磁体,增加环形串联架的上升阻力,随着液压缸动力端的伸长,环形模切刀座带动环形铜质模切刀对多层叠加的防静电cr泡棉进行冲切,压实板底壁先与防静电cr泡棉贴合,压实板受到阻挡后在导向弹簧的弹性形变下,环形模切刀座带动环形铜质模切刀持续的深入到防静电cr泡棉的内部,为了避免多层叠加的防静电cr泡棉在冲切时其两端翘起,通过对导向弹簧弹性力度的调节,使压实板有更大的压力压实叠加的防静电cr泡棉,固定电磁体在下降的过程中通过磁力吸附调力电磁体,从而通过环形串联架增大导向弹簧的弹性拉长强度,进而对多层叠加的防静电cr泡棉进行压实作业,便于环形铜质模切刀快速的冲切多层防静电cr泡棉。
6、优选地,所述动态传导机构包括热电制冷片、导温柱、导温弹簧、保温层、散热口和排热口,所述热电制冷片设于球筒座内壁,所述导温柱依次贯穿六角架设于球筒座内部,导温柱设于热电制冷片制冷端的下方,所述导温弹簧设于导温柱远离球筒座的一侧,所述保温层设于导温弹簧外侧,所述散热口设于球筒座上壁,多组所述排热口设于模切驱动板靠近散热口的一端上壁,散热口与排热口连通设置;所述跟随降温机构包括导热块、环形辐射杆、u型传导杆和制冷辐射口,所述环形辐射杆设于环形管内部,所述u型传导杆依次贯穿导向柱、限位板、管夹和环形管设于环形辐射杆上壁,多组所述制冷辐射口设于环形管靠近环形铜质模切刀的一侧,制冷辐射口相对设置,所述导热块设于u型传导杆远离环形辐射杆的一端,所述导温弹簧远离导温柱的一侧设于导热块上壁。
7、使用时,长时间的对多层防静电cr泡棉进行冲切作业时,环形铜质模切刀受到的摩擦温度会升高,而防静电cr泡棉为特种橡胶,为避免防静电cr泡棉与环形铜质模切刀之间发生粘连,热电制冷片通过制冷端对球筒座的下半部分空间内部的空气进行降温,导温柱位于球筒座的下半部分空间内部,球筒座内部的冷空气对导温柱进行降温,导温柱通过导温弹簧将温度传导进入到导热块内部,导热块通过u型传导杆对环形辐射杆降温,环形辐射杆通过制冷辐射口辐射出冷温度对环形铜质模切刀进行降温,压实板在防静电cr泡棉的阻挡下停止运动,环形铜质模切刀随着冲切深度的增加使其表面由低到高的与制冷辐射口进行接触,使得制冷辐射口对环形铜质模切刀整体进行降温作业,提高环形铜质模切刀对多层叠加的防静电cr泡棉的冲切效率。
8、一种防静电海绵用模切设备的使用方法,包括如下步骤:
9、步骤一:将液压缸安装到冲切台上,防静电cr泡棉叠加放置到压实板的下方;
10、步骤二:液压缸动力端伸长带动模切驱动板运动,模切驱动板通过球筒座带动六角架运动,六角架通过环形模切刀座带动环形铜质模切刀靠近防静电cr泡棉,环形模切刀座通过导向柱带动压实板与防静电cr泡棉上壁贴合,压实板对环形铜质模切刀待冲切部位的两侧进行压实;
11、步骤三:热电制冷片通过制冷端对球筒座的下半部分空间内部的空气进行降温,导温柱位于球筒座的下半部分空间内部,球筒座内部的冷空气对导温柱进行降温,导温柱通过导温弹簧将温度传导进入到导热块内部,导热块通过u型传导杆对环形辐射杆降温,环形辐射杆通过制冷辐射口辐射出冷温度对环形铜质模切刀进行降温,压实板在防静电cr泡棉的阻挡下停止运动,环形铜质模切刀随着冲切深度的增加使其表面由低到高的与制冷辐射口进行接触,使得制冷辐射口对环形铜质模切刀整体进行降温作业;
12、步骤四:液压缸动力端继续伸长,压实板由于防静电cr泡棉的阻挡而停止运动,同时导向柱在导向弹簧形变的拦截下使导向套筒沿其滑动靠近防静电cr泡棉,环形铜质模切刀通过锋利的刀口将防静电cr泡棉切开进入其内部,随着环形铜质模切刀穿过防静电cr泡棉,完成对防静电cr泡棉的模切作业;
13、步骤五:液压缸动力端缩短带动环形铜质模切刀远离防静电cr泡棉,将冲切后的防静电cr泡棉取出使用。
14、采用上述结构本方案取得的有益效果如下:
15、与现有技术相比,本方案采用调力压实的方式,在环形铜质模切刀的环形设置下,能够对多层叠加的防静电cr泡棉进行收纳型冲切,并且在热电制冷片制冷端的作用下,降低环形铜质模切刀持续冲切的温度,防止其与防静电cr泡棉之间发生粘连,同时,通过对导向弹簧伸长弹力的调节,能够使压实板更加有力的对多层防静电cr泡棉进行压实后冲切,极大程度上的提高了环形铜质模切刀对防静电cr泡棉的冲切效率,固定电磁体和调力电磁体通电产生磁性,固定电磁体与调力电磁体异极设置,固定电磁体固定在六角架上壁通过磁力吸附调力电磁体,增加环形串联架的上升阻力,随着液压缸动力端的伸长,环形模切刀座带动环形铜质模切刀对多层叠加的防静电cr泡棉进行冲切,压实板底壁先与防静电cr泡棉贴合,压实板受到阻挡后在导向弹簧的弹性形变下,环形模切刀座带动环形铜质模切刀持续的深入到防静电cr泡棉的内部,为了避免多层叠加的防静电cr泡棉在冲切时其两端翘起,通过对导向弹簧弹性力度的调节,使压实板有更大的压力压实叠加的防静电cr泡棉,固定电磁体在下降的过程中通过磁力吸附调力电磁体,从而通过环形串联架增大导向弹簧的弹性拉长强度,进而对多层叠加的防静电cr泡棉进行压实作业。
- 还没有人留言评论。精彩留言会获得点赞!