一种阀体类零件的精准定位工装的制作方法
本发明涉及一种定位工装,更具体地说,它涉及一种阀体类零件的精准定位工装。
背景技术:
1、目前,现有的体阀体铸件由于加工特征较多,形位公差要求较高,若一道一道工序加工,产品衔接尺寸很难保证达到图纸要求,不合格率很高,同时提高了返修成本;而且阀体铸件的铸孔余量较少,若定位不合理,会有产品报废的风险。
技术实现思路
1、本发明克服了现有的阀体铸件的加工特征较多,容易出现定位不合理,从而造成阀体铸件报废风险的不足,提供了一种阀体类零件的精准定位工装,它能通过对阀体铸件的铸孔进行准确定位,提高了阀体铸件的加工合格率。
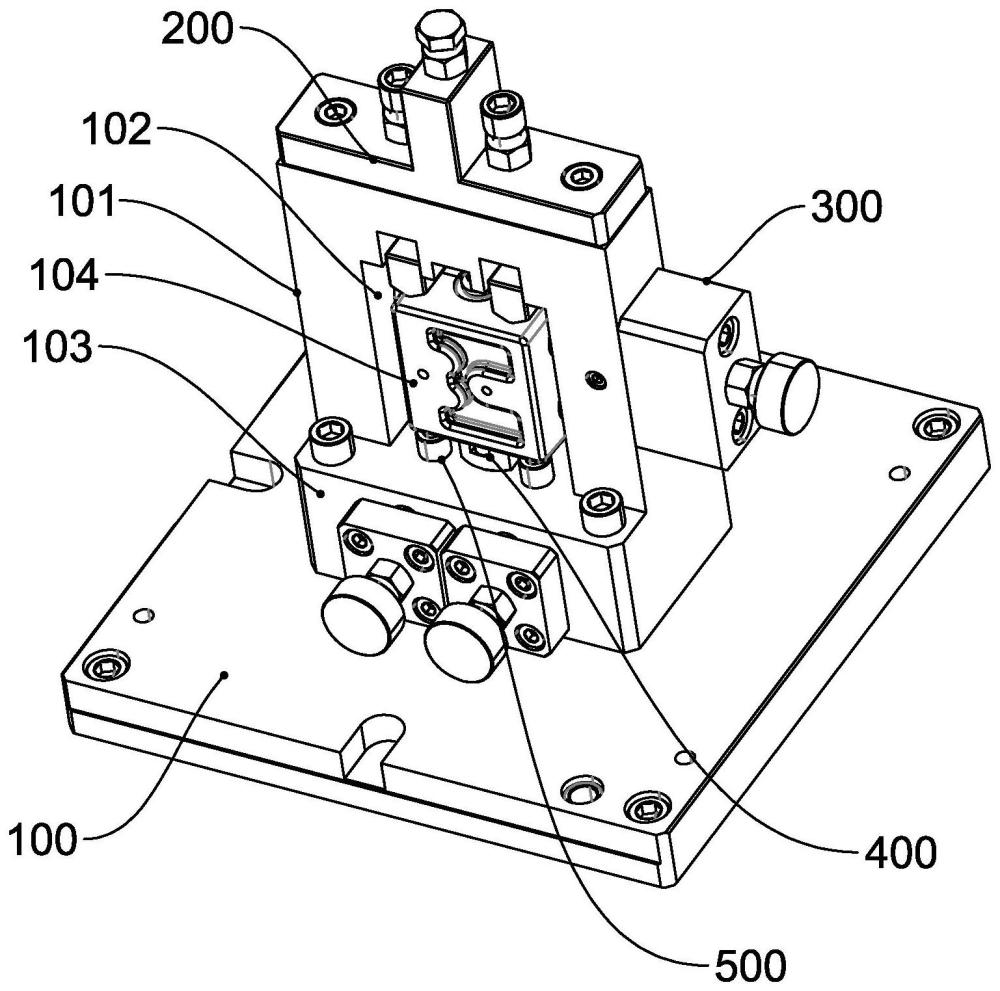
2、为了解决上述技术问题,本发明采用以下技术方案:一种阀体类零件的精准定位工装,包括:工装框架,工装框架内设有工作腔;顶部定位机构,包括设置在工作腔上侧的第一铸孔定位件,第一铸孔定位件上设有与工装框架螺纹连接的第一螺钉杆体;侧边定位机构,包括设置在工作腔右侧的第二铸孔定位件,第二铸孔定位件上设有第二中间连接件,第二中间连接件与工装框架之间设有第二伸缩弹簧,工装框架的侧壁内螺纹连接有与第二中间连接件端部抵接的第三螺钉杆体;底部定位机构,包括设置在工作腔底部壁体内的柱形定位顶块,柱形定位顶块与工装框架之间设有第三伸缩弹簧。其中,第一铸孔定位件的一端用于阀体铸件的顶部铸孔的准确定位,另一端设有与工装框架螺纹连接的第一螺钉杆体;第二铸孔定位件的一端用于阀体铸件的侧壁铸孔的准确定位,另一端设有第二中间连接件,第二中间连接件与工装框架之间设有第二伸缩弹簧。
3、本发明还包括底座,工装框架固定安装在底座上,工作腔下侧的工装框架的前后侧均设有延伸段,工装框架通过若干螺栓穿过延伸段与底座固定连接;具体实施方式,将阀体铸件放入到工装框架的工作腔内,阀体铸件的顶部、底部及侧边分别通过顶部定位机构、底部定位机构和侧边定位机构进行准确定位;其主要对阀体铸件的顶部、底部及侧边的铸件孔进行准确定位,该定位方式可避免加工一面定位依次的加工方式,使阀体铸件可以定位一次后,就可以实现对前后两个面的逐个加工过,大大提高了阀体铸件的加工合格率;而且通过旋转第一螺钉杆体带动第一铸孔定位件对阀体铸件顶部的铸孔进行准确定位,通过旋转第三螺钉杆体带动第二铸孔定位件对阀体铸件侧边的铸孔进行准确定位,通过柱形定位顶块在第三伸缩弹簧作用下,可对阀体铸件底部的铸件孔进行准确定位,通过上述结构能够对阀体铸件三个面的铸件孔进行合理定位,可有效的提高产品的合格率。
4、作为优选,底部定位机构还包括两组位于柱体定位顶块两侧的支撑定位组件,支撑定位组件包括设置在工作框架内的居中辅助楔块、设置在居中辅助楔块两侧的纵向楔形推块、设置在纵向楔形推块下侧壁体与工装框架之间的第四伸缩弹簧、设置在纵向楔形推块上侧的支撑顶杆,位于居中辅助楔块前侧的纵向楔形推块的与横向楔形推块抵接,且横向楔形推块与工装框架内滑动连接。
5、通过推动横向楔形推块横向移动可以带动与之滑动连接的纵向楔形推块纵向滑动连接,从而带动支撑顶杆对阀体铸件底部向上顶起,同时,另一个纵向楔形推块在第四伸缩弹簧的作用下纵向滑动,从而带动另一个支撑顶杆对阀体铸件底部进行辅助支撑,有效的提高阀体铸件底部的稳定性。
6、作为优选,支撑定位组件还包括第三安装支架和安装后座,其分别设置工作腔下侧的工装框架的前后侧壁体上,第三安装支架上螺纹连接有手旋螺钉,手旋螺钉伸入到工装框架内的一端与横向楔形推块的端部抵接;安装后座上设有固定楔块,位于居中辅助楔块后侧的纵向楔形推块与固定楔块抵接。
7、该结构可使支撑定位组件的支撑顶杆对阀体空间移动支撑更加稳定,实施方式,通过手动旋转手旋螺钉可以实现对横向楔形推块的辅助滑动。
8、作为优选,支撑顶杆的侧壁内设有限位滑槽,工装框架内固设有限位杆,限位杆一端伸入到限位滑槽内。
9、通过限位杆可以对支撑顶杆的伸出或收缩极限的进行极限限位。
10、作为优选,顶部定位机构还包括位于第一铸孔定位件左右两侧的端面定位块,端面定位块下侧壁体上设有若干个锥形定位块;端面定位块上侧壁体上设有第二螺钉杆体,第二螺钉杆体与工装框架螺纹连接。
11、端面定位块共有两个,对称设置在第一铸孔定位件的左右两侧,锥形定位块共有两个,对称设置在端面定位块下侧壁体的前后两侧;通过旋转第二螺钉杆体可以带动端面定位块向下移动,从而带动锥形定位块对阀体铸件顶部壁体进行稳定定位。
12、作为优选,第一铸孔定位件和第一螺钉杆体之间设有第一中间连接件,第一中间连接件的外径壁体与工装框架滑动连接,第一中间连接件下侧壁体与工装框架之间设有第一伸缩弹簧。
13、通过旋转第一螺钉杆体可带动第一中间连接件沿其腔体滑动,从而带动第一铸孔定位件由上向下逐渐移动,实现对阀体铸件顶部的铸件孔进行准确定位,其中第一伸缩弹簧始终对第一中间连接件进行顶紧,使第一螺钉杆体始终与工装框架的螺纹孔紧密连接,提高了第一螺钉杆体对第一铸孔定位件的调节精度。
14、作为优选,工作腔底部壁体上固设有导向座,导向座下侧的工装框架内设有第三伸缩弹簧腔,柱形定位顶块包括凸头底座和设置在凸头底座上的定推凸头,定推凸头与导向座滑动连接,凸头底座与第三伸缩弹簧腔滑动连接,第三伸缩弹簧设置在凸头底座下侧和第三伸缩弹簧腔底壁之间。
15、导向座的设置,可使柱形定位顶块和第三伸缩弹簧便于拆装,且对定推凸头进行伸缩导向,提高了对阀体铸件底部铸件孔的定位精度。
16、作为优选,第二铸孔定位件包括定位件主体、定位尖头,定位件主体的左侧端部上设有圆弧导向面,定位尖头设置在圆弧导向面的居中位置,第二中间连接件固定设置在定位件主体远离定位尖头的一端壁体上。
17、通过在定位尖头上设置圆弧导向面,可使第二铸孔定位件更加高效的阀体铸件侧壁定位。
18、作为优选,支撑顶杆靠近纵向楔形推块一端壁体上设有导向弧面,支撑顶杆的另一端壁体上设有呈圆柱型结构的支撑端头。
19、通过在支撑顶杆靠上设置导向弧面,便于实现纵向楔形推块与支撑顶杆相对滑动,使支撑调节更加高效。
20、作为优选,第一螺钉杆体、第二螺钉杆体和第三螺钉杆体上均设有螺母。
21、螺母可对调节后的第一螺钉杆体、第二螺钉杆体和第三螺钉杆体进行锁死。
22、与现有技术相比,本发明的有益效果是:通过顶部定位机构、底部定位机构和侧边定位机构可对阀体铸件的顶部、底部及侧边分别进行准确定位;其主要对阀体铸件的顶部、底部及侧边的铸件孔进行准确定位,该定位方式可避免加工一面定位依次的加工方式,使阀体铸件可以定位一次后,就可以实现对前后两个面的逐个加工过,大大提高了阀体铸件的加工合格率;还能够对阀体铸件三个面的铸件孔进行合理定位,可有效的提高产品的合格率。
技术特征:
1.一种阀体类零件的精准定位工装,其特征是,包括:工装框架,工装框架内设有工作腔;顶部定位机构,包括设置在工作腔上侧的第一铸孔定位件,第一铸孔定位件上设有与工装框架螺纹连接的第一螺钉杆体;侧边定位机构,包括设置在工作腔右侧的第二铸孔定位件,第二铸孔定位件上设有第二中间连接件,第二中间连接件与工装框架之间设有第二伸缩弹簧,工装框架的侧壁内螺纹连接有与第二中间连接件端部抵接的第三螺钉杆体;底部定位机构,包括设置在工作腔底部壁体内的柱形定位顶块,柱形定位顶块与工装框架之间设有第三伸缩弹簧。
2.根据权利要求1所述的一种阀体类零件的精准定位工装,其特征是,底部定位机构还包括两组位于柱形定位顶块两侧的支撑定位组件,支撑定位组件包括设置在工作框架内的居中辅助楔块、设置在居中辅助楔块两侧的纵向楔形推块、设置在纵向楔形推块下侧壁体与工装框架之间的第四伸缩弹簧、设置在纵向楔形推块上侧的支撑顶杆,位于居中辅助楔块前侧的纵向楔形推块的与横向楔形推块抵接,且横向楔形推块与工装框架内滑动连接。
3.根据权利要求2所述的一种阀体类零件的精准定位工装,其特征是,支撑定位组件还包括第三安装支架和安装后座,其分别设置工作腔下侧的工装框架的前后侧壁体上,第三安装支架上螺纹连接有手旋螺钉,手旋螺钉伸入到工装框架内的一端与横向楔形推块的端部抵接;安装后座上设有固定楔块,位于居中辅助楔块后侧的纵向楔形推块与固定楔块抵接。
4.根据权利要求2所述的一种阀体类零件的精准定位工装,其特征是,支撑顶杆的侧壁内设有限位滑槽,工装框架内固设有限位杆,限位杆一端伸入到限位滑槽内。
5.根据权利要求1-4任意一项所述的一种阀体类零件的精准定位工装,其特征是,顶部定位机构还包括位于第一铸孔定位件左右两侧的端面定位块,端面定位块下侧壁体上设有若干个锥形定位块;端面定位块上侧壁体上设有第二螺钉杆体,第二螺钉杆体与工装框架螺纹连接。
6.根据权利要求5所述的一种阀体类零件的精准定位工装,其特征是,第一铸孔定位件和第一螺钉杆体之间设有第一中间连接件,第一中间连接件的外径壁体与工装框架滑动连接,第一中间连接件下侧壁体与工装框架之间设有第一伸缩弹簧。
7.根据权利要求5所述的一种阀体类零件的精准定位工装,其特征是,工作腔底部壁体上固设有导向座,导向座下侧的工装框架内设有第三弹簧腔,柱形定位顶块包括凸头底座和设置在凸头底座上的定推凸头,定推凸头与导向座滑动连接,凸头底座与第三弹簧腔滑动连接,第三伸缩弹簧设置在凸头底座下侧和第三弹簧腔底壁之间。
8.根据权利要求1所述的一种阀体类零件的精准定位工装,其特征是,第二铸孔定位件包括定位件主体、定位尖头,定位件主体的左侧端部上设有圆弧导向面,定位尖头设置在圆弧导向面的居中位置,第二中间连接件固定设置在定位主体远离定位尖头的一端壁体上。
9.根据权利要求4所述的一种阀体类零件的精准定位工装,其特征是,支撑顶杆靠近纵向楔形推块一端壁体上设有导向弧面,支撑顶杆的另一端壁体上设有呈圆柱型结构的支撑端头。
10.根据权利要求6所述的一种阀体类零件的精准定位工装,其特征是,第一螺钉杆体、第二螺钉杆体和第三螺钉杆体上均设有螺母。
技术总结
本发明公开了一种阀体类零件的精准定位工装,旨在解决现有的阀体铸件的加工特征较多,容易出现定位不合理,从而造成阀体铸件报废风险的不足。该发明包括:工装框架,工装框架内设有前后贯通的工作腔;顶部定位机构,包括滑动设置在工作腔上侧壁体内的第一铸孔定位件,第一铸孔定位件的一端用于阀体铸件的顶部铸孔的准确定位;侧边定位机构,包括滑动设置在工作腔右侧壁内的第二铸孔定位件,第二铸孔定位件的一端用于阀体铸件的侧壁铸孔的准确定位;底部定位机构,包括滑动设置在工作腔底部壁体内的柱形定位顶块、柱形定位顶块与工装框架之间设有第三伸缩弹簧;本发明能通过对阀体铸件的铸孔进行准确定位,提高了阀体铸件的加工合格率。
技术研发人员:曹家鑫,朱陈赟,金国征,孙袁
受保护的技术使用者:杭州联德精密机械股份有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!