一种智能电动扳手控制系统的制作方法
本发明涉及智能控制,具体涉及一种智能电动扳手控制系统。
背景技术:
1、在制造过程中,以车辆制造为例,四门两盖、电池支架等零部件与白车身采用螺栓连接,目前行业普遍使用电动扳手进行紧固,其优点如下:力矩精准控制、拧紧效率高、均有数据统计功能;但电动扳手控制系统普遍独立运行;在程序选择方面,车型切换时通过换挡旋钮人工切换程序,人工失误率较高;在防漏方面,依靠人工确认和后工序检查,缺少漏打螺栓的自动判断;在力矩追溯方面,依靠批次追溯,无法对每台白车身一对一的精准记录;由于缺少以上功能,螺栓拧紧力矩的智能化管理程度有所欠缺,从而人工管理工时、成本较高,平均每天的管理、数据统计与查询工时约30分钟。因此,目前的智能电动扳手的智能化程度不足。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种智能电动扳手控制系统,以在一定程度上解决现有技术中的上述问题。
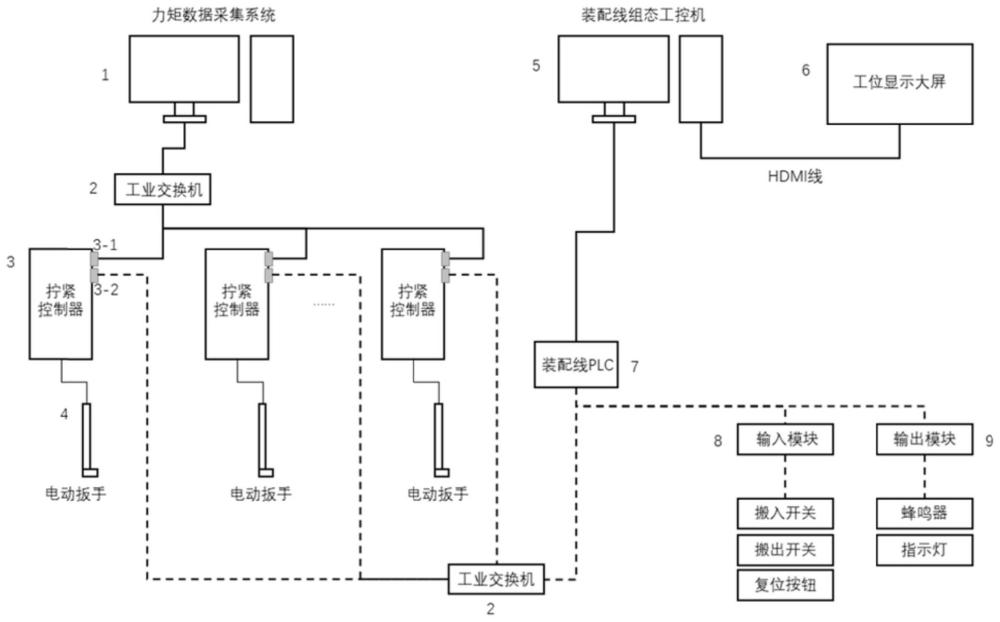
2、根据本发明实施例的第一方面,提供一种智能电动扳手控制系统,包括:
3、拧紧控制器、电动扳手、装配线控制器和力矩数据采集系统;
4、所述拧紧控制器和所述装配线控制器通信连接,当待组装设备搬入拧紧工位时,所述装配线控制器接收到搬入信号,将所述待组装设备的编号发送至所述拧紧控制器;
5、所述拧紧控制器与所述电动扳手连接,在所述电动扳手进行拧紧操作时,所述拧紧控制器记录每一条拧紧数据;
6、所述拧紧控制器与所述力矩数据采集系统通信连接,所述拧紧控制器将所述拧紧数据上传至所述力矩数据采集系统。
7、优选的,所述拧紧控制器,还用于获取用户输入的档位切换指令,根据所述档位切换指令将拧紧档位切换至目标档位,并将所述目标档位发送至装配线控制器;
8、所述装配线控制器,还用于当获取到所述目标档位后,根据所述待组装设备的编号判断所述目标档位是否正确,若否,则发出防错报警指令。
9、优选的,所述拧紧控制器,还用于在获取到所述拧紧数据后,从所述拧紧数据中提取力矩数据,判断所述力矩数据是否合格,若是,则发送计数信号至所述装配线控制器;
10、所述装配线控制器累加所述计数信号,当待组装设备搬出拧紧工位时,所述装配线控制器接收到搬出信号,判断所述计数信号的累加值是否等于预设值,若否,则发出防漏报警指令。
11、优选的,每个拧紧工位上均设有所述拧紧控制器和所述电动扳手;
12、每个拧紧控制器均与所述装配线控制器通信连接;
13、每个拧紧控制器均与所述力矩数据采集系统通信连接。
14、优选的,还包括:
15、与所述装配线控制器相连接的装配线组态工控机,所述装配线组态工控机与显示设备相连;
16、所述装配线组态工控机用于获取所述装配线控制器中的展示数据,并将所述展示数据通过所述显示设备进行展示。
17、优选的,还包括:
18、搬入开关和搬出开关;
19、所述搬入开关用于检测所述待组装设备是否搬入拧紧工位,若是,则生成搬入信号并发送至所述装配线控制器;
20、所述搬出开关用于检测所述待组装设备是否搬出拧紧工位,若是,则生成搬出信号并发送至所述装配线控制器。
21、本发明的实施例提供的技术方案可以包括以下有益效果:
22、可以理解的是,本发明示出的技术方案,包括拧紧控制器、电动扳手、装配线控制器和力矩数据采集系统;拧紧控制器和装配线控制器通信连接,当待组装设备搬入拧紧工位时,装配线控制器接收到搬入信号,将待组装设备的编号发送至拧紧控制器;拧紧控制器与电动扳手连接,在电动扳手进行拧紧操作时,拧紧控制器记录每一条拧紧数据;拧紧控制器与力矩数据采集系统通信连接,拧紧控制器将拧紧数据上传至力矩数据采集系统。可以理解的是,本发明示出的技术方案,能够对电动扳手的拧紧数据进行采集上传,大幅提高拧紧数据获取和统计分析的效率。
23、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本发明。
技术特征:
1.一种智能电动扳手控制系统,其特征在于,包括:
2.根据权利要求1所述的智能电动扳手控制系统,其特征在于,
3.根据权利要求1所述的智能电动扳手控制系统,其特征在于,
4.根据权利要求1~3任意一项所述的智能电动扳手控制系统,其特征在于,
5.根据权利要求4所述的智能电动扳手控制系统,其特征在于,还包括:
6.根据权利要求3所述的智能电动扳手控制系统,其特征在于,还包括:
技术总结
本发明涉及智能控制技术领域,具体涉及一种智能电动扳手控制系统,包括拧紧控制器、电动扳手、装配线控制器和力矩数据采集系统;拧紧控制器和装配线控制器通信连接,当待组装设备搬入拧紧工位时,装配线控制器接收到搬入信号,将待组装设备的编号发送至拧紧控制器;拧紧控制器与电动扳手连接,在电动扳手进行拧紧操作时,拧紧控制器记录每一条拧紧数据;拧紧控制器与力矩数据采集系统通信连接,拧紧控制器将拧紧数据上传至力矩数据采集系统。可以理解的是,本发明示出的技术方案,能够对电动扳手的拧紧数据进行采集上传,大幅提高拧紧数据获取和统计分析的效率。
技术研发人员:时天华,刘锦辉,莫振棠,叶世远,苏德盛,何焯毅,刘志威,刘集干,何伟坤,王炳佳
受保护的技术使用者:广汽本田汽车有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!