通用型圆形工件自动同心定位机构的制作方法
本技术涉及调心设备,特别是涉及通用型圆形工件自动同心定位机构。
背景技术:
1、汽车配件类零件加工以及工业机械手自动上下料台定位过程中,工件定位后将其固定,以便在加工过程中保持定位位置不变,在此过程中需要使用到圆形工件自动同心定位机构。
2、但是,现有的同心定位机构技术存在稳定性差、效率低、对人员重复放置工件要求高、通用性差,调整同心麻烦的问题,为此我们提出通用型圆形工件自动同心定位机构。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供通用型圆形工件自动同心定位机构,通过设计了伺服电机、载盘、第一从动齿轮、第二从动齿轮、第三从动齿轮、拨动柱,能够在第一从动齿轮、第二从动齿轮、第三从动齿轮的带动下移动,使得各个拨动柱能够沿着以底板中心为圆心的径向上移动,同时,所有拨动柱的移动距离相等,使得所有拨动柱所在的点始终可以构成一个圆,从而达到调心的目的,伺服电机为同步装置提供动力,使得拨动柱的工作状态的切换能够直接受到伺服电机的控制,提高了整个机构的稳定性,当伺服电机不工作时,拨动柱的位置就不会再发生变动,间接提高了拨动柱的径向限位力度,提高了调心操作的简便度。
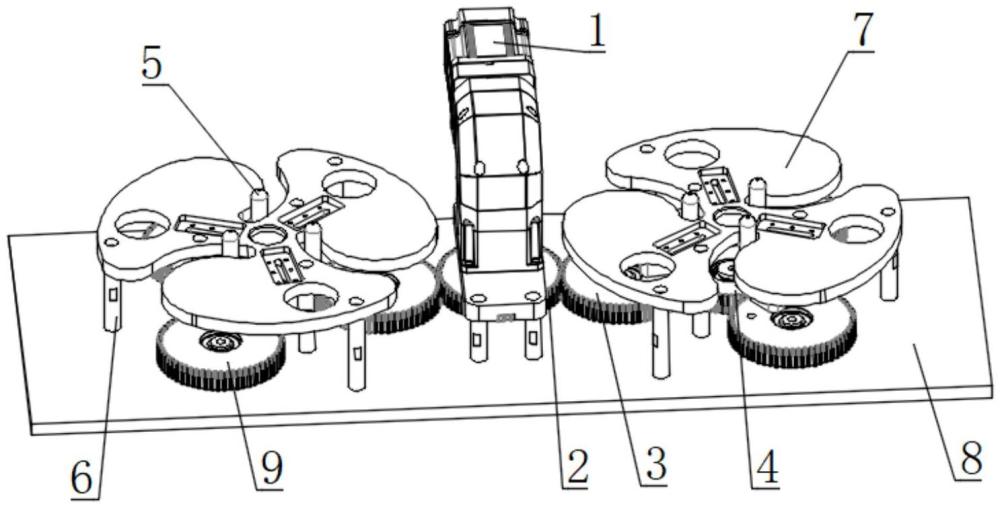
2、为解决上述技术问题,本实用新型提供如下技术方案:通用型圆形工件自动同心定位机构,包括底板,所述底板顶部表面固定连接有伺服电机,所述伺服电机底部固定连接有主动齿轮,所述主动齿轮两侧均啮合连接有第一从动齿轮,两个所述第一从动齿轮外侧均啮合连接有第二从动齿轮,两个所述第二从动齿轮一侧均啮合连接有第三从动齿轮,两个所述第一从动齿轮、第二从动齿轮、第三从动齿轮顶端表面均固定连接有拨动柱,所述底板顶部两侧均设置有载盘,两个所述载盘底部表面均固定连接有六个载盘支撑柱。
3、作为本实用新型的一种优选技术方案,十二个所述载盘支撑柱与底板均为固定连接。
4、作为本实用新型的一种优选技术方案,两个所述第一从动齿轮、第二从动齿轮、第三从动齿轮分别左右对称分布。
5、作为本实用新型的一种优选技术方案,所述主动齿轮与两个所述第一从动齿轮、第二从动齿轮、第三从动齿轮与所述底板均为转动连接。
6、作为本实用新型的一种优选技术方案,六个所述拨动柱均为不锈钢材质。
7、与现有技术相比,本实用新型能达到的有益效果是:
8、1、通过设计了伺服电机、载盘、第一从动齿轮、第二从动齿轮、第三从动齿轮、拨动柱,能够在第一从动齿轮、第二从动齿轮、第三从动齿轮的带动下移动,使得各个拨动柱能够沿着以底板中心为圆心的径向上移动,同时,所有拨动柱的移动距离相等,使得所有拨动柱所在的点始终可以构成一个圆,从而达到调心的目的,伺服电机为同步装置提供动力,使得拨动柱的工作状态的切换能够直接受到伺服电机的控制,提高了整个机构的稳定性,当伺服电机不工作时,拨动柱的位置就不会再发生变动,间接提高了拨动柱的径向限位力度,提高了调心操作的简便度。
9、2、通过十二个载盘支撑柱6,载盘7与底板8固定连接,载盘7在工作过程中不会发生移动,各个拨动柱5与载盘7接触时也能保持稳定,保证整个装置能平稳的运行。
技术特征:
1.通用型圆形工件自动同心定位机构,包括底板(8),其特征在于,所述底板(8)顶部表面固定连接有伺服电机(1),所述伺服电机(1)底部固定连接有主动齿轮(2),所述主动齿轮(2)两侧均啮合连接有第一从动齿轮(3),两个所述第一从动齿轮(3)外侧均啮合连接有第二从动齿轮(4),两个所述第二从动齿轮(4)一侧均啮合连接有第三从动齿轮(9),两个所述第一从动齿轮(3)、第二从动齿轮(4)、第三从动齿轮(9)顶端表面均固定连接有拨动柱(5),所述底板(8)顶部两侧均设置有载盘(7),两个所述载盘(7)底部表面均固定连接有六个载盘支撑柱(6)。
2.根据权利要求1所述的通用型圆形工件自动同心定位机构,其特征在于,十二个所述载盘支撑柱(6)与底板(8)均为固定连接。
3.根据权利要求1所述的通用型圆形工件自动同心定位机构,其特征在于,两个所述第一从动齿轮(3)、第二从动齿轮(4)、第三从动齿轮(9)分别左右对称分布。
4.根据权利要求1所述的通用型圆形工件自动同心定位机构,其特征在于,所述主动齿轮(2)与两个所述第一从动齿轮(3)、第二从动齿轮(4)、第三从动齿轮(9)与所述底板(8)均为转动连接。
5.根据权利要求1所述的通用型圆形工件自动同心定位机构,其特征在于,六个所述拨动柱(5)均为不锈钢材质。
技术总结
本技术涉及调心设备技术领域,特别是涉及通用型圆形工件自动同心定位机构,包括底板,所述底板顶部表面固定连接有伺服电机,所述伺服电机底部固定连接有主动齿轮,所述主动齿轮两侧均啮合连接有第一从动齿轮;通过设计了伺服电机、载盘、第一从动齿轮、第二从动齿轮、第三从动齿轮、拨动柱,使得各个拨动柱能够沿着以底板中心为圆心的径向上移动,同时,所有拨动柱的移动距离相等,使得所有拨动柱所在的点始终可以构成一个圆,从而达到调心的目的,提高了整个机构的稳定性,当伺服电机不工作时,拨动柱的位置就不会再发生变动,间接提高了拨动柱的径向限位力度,提高了调心操作的简便度。
技术研发人员:张馨予
受保护的技术使用者:诺信创自动化科技(昆山)有限公司
技术研发日:20230301
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!