一种翻车机漏斗料位称重传感器的装拆工具的制作方法
本技术涉及一种安装和拆卸翻车机漏斗料位传感器的工具,属于翻车机维修工具。
背景技术:
1、漏斗作为翻车机系统的重要组成部分,主要作用是储存并对漏斗内物料进行称重,为了满足漏斗内物料的称重要求,需在漏斗的四个支撑梁腹板处钻一个圆孔,将应变式称重传感器压入圆孔的固定深度,用于对翻车机漏斗内的物料进行称重。
2、在实际工作中,由于应变式称重传感器的安装对位置、孔径、水平度以及受力情况等都有严格要求,因此目前在安装应变式称重传感器时没有专用工具,只能由维修人员采用一般的手锤和铜棒将称重传感器敲击到安装孔内。在敲击过程中,称重传感器进入的深度和位置往往因维修人员敲击的力度大小会产生变化,这就需要丰富的经验,因此安装时间长、工作效率低,若敲击的安装力度过大,很有可能会对称重传感器造成破坏,造成安装失败。翻车机料位称重传感器安装存在的另一个问题是,由于安装孔的另一侧在钢结构内部,维修人员无法进入,因此称重传感器进入后即使发现位置不合理也无法调整,造成的检测数据不准也只能通过不断标定数据来取消误差,会对作业效率造成影响,产生一定的经济损失。除了安装存在的问题以外,目前的称重传感器如果在使用过程中出现故障难以取出,只能将有故障的称重传感器直接用锤子砸入安装孔的另一侧,落入漏斗内进行报废,无法回收,因此增加了成本。
3、综上所述,目前人工安装和拆卸的现状翻车机漏斗料位传感器影响了维修工作效率和生产的顺利进行,因此十分有必要设计安装翻车机漏斗料位传感器的专用工具。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种翻车机漏斗料位称重传感器的装拆工具,这种装拆工具能够满足翻车机料位称重传感器的安装和拆卸要求,使用方便快捷,能够保障称重传感器的安装精度,从而保证了翻车机漏斗料位称重的准确性,提升了翻车机系统漏斗给料作业效率。
2、解决上述技术问题的技术方案是:
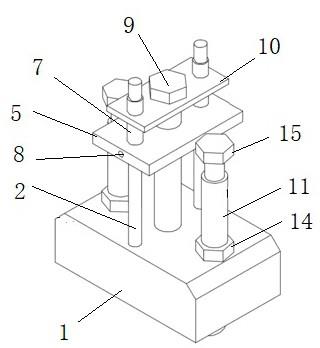
3、一种翻车机漏斗料位称重传感器的装拆工具,它包括底座、固定杆、下压螺杆、刻度板、刻度套管、固定套管、u型管、锁紧螺母、顶进螺栓、弹性顶杆,底座为长方体钢块,底座水平放置,底座的中心有下压中心孔,底座的下压中心孔的相对两侧分别有垂直的固定杆,下压中心孔的另外相对两侧分别有固定套管安装孔,刻度板为水平放置的长方形平板,刻度板的中心有下压螺孔,下压螺杆安装在刻度板的下压螺孔内,下压螺杆的下端与底座的下压中心孔相对,刻度板的上表面两端分别垂直焊接刻度套管,刻度板上有通孔与刻度套管相对,两个刻度套管分别套装在底座的固定杆上,刻度套管与固定杆为滑动配合,刻度板的侧面有水平方向的紧定螺孔与固定杆相对,紧定螺栓穿过刻度板侧面的紧定螺孔和固定杆顶紧连接,底座两端的固定套管安装孔中分别有固定套管,固定套管为直管,固定套管上部的内壁和外壁均有螺纹,锁紧螺母套装在固定套管的外壁上,锁紧螺母与底座的上表面顶紧连接,固定套管的下端通过螺纹与u型管的一端相连接,u型管的另一端与底座的下表面相对,顶进螺栓的下端与固定套管上端的内壁螺纹相连接,弹性顶杆贯穿在固定套管和u型管中,弹性顶杆的两端分别与顶进螺栓的下端和u型管外端的底座下表面相对。
4、上述翻车机漏斗料位称重传感器的装拆工具,所述底座中心的下压中心孔为阶梯孔,阶梯孔的下部为大直径孔,大直径孔的直径与称重传感器的直径相匹配,阶梯孔的上部为小直径孔,小直径孔的直径与下压螺杆的直径相匹配,两个固定杆分别位于底座的宽度方向上的下压中心孔的两侧,两个固定套管安装孔分别位于底座长度方向上的下压中心孔的两侧。
5、上述翻车机漏斗料位称重传感器的装拆工具,所述刻度板的上方有下压板,下压板为长方形板,下压板的中心和两端分别有通孔,下压螺杆的上部穿在下压板的中心通孔中,刻度套管的上端穿在下压板两端的通孔中,下压板与刻度套管为滑动配合。
6、上述翻车机漏斗料位称重传感器的装拆工具,所述下压螺杆的下端有橡胶压块,橡胶压块为圆柱体,橡胶压块的圆柱体直径与称重传感器的外径相匹配,橡胶压块放置在下压螺杆下端与称重传感器的上表面之间,下压螺杆的下端通过橡胶压块对称重传感器压紧。
7、上述翻车机漏斗料位称重传感器的装拆工具,所述固定套管的下端为阶梯管,阶梯管的外径大于固定套管的外径,阶梯管的内孔大于固定套管的内径,阶梯管的外部阶梯上边缘顶在固定套管外周的底座下表面上,阶梯管的内壁上有螺纹,u型管的一端上部外壁有螺纹与阶梯管的内壁的螺纹相匹配,u型管的上端向上插入阶梯管底面的内孔中,u型管的上端通过螺纹与阶梯管相连接。
8、本实用新型的有益效果是:
9、本实用新型的底座放置在称重传感器的安装孔上方,下压螺杆穿过底座向下压紧称重传感器,避免了人工敲击安装;底座的上表面两侧有固定杆,刻度板的刻度套管套装在固定杆上,紧定螺栓将刻度板与固定杆固定连接,使刻度套管定位,下压螺杆通过刻度板的螺孔向下移动,压紧称重传感器;固定套管固定连接在底座的两端,固定套管的下端与u型管相连接,弹性顶杆贯穿在固定套管和u型管中,顶进螺栓通过固定套管向下顶弹性顶杆的上端,弹性顶杆的下端可以与底座下表面顶紧,将底座定位,或者弹性顶杆通过u型管转动到称重传感器下方,将称重传感器向上顶出,进行更换和维修。
10、本实用新型结构新颖、使用方便,填补了没有专用工具安装称重传感器的空白,提高了称重传感器的安装精度,从而保证了翻车机漏斗料位称重的准确性,提升了翻车机系统漏斗给料作业效率,同时减少了称重传感器的损坏率,降低了维修和生产成本。
技术特征:
1.一种翻车机漏斗料位称重传感器的装拆工具,其特征在于:它包括底座(1)、固定杆(2)、刻度板(5)、刻度套管(7)、下压螺杆(9)、固定套管(11)、u型管(13)、锁紧螺母(14)、顶进螺栓(15)、弹性顶杆(16),底座(1)为长方体钢块,底座(1)水平放置,底座(1)的中心有下压中心孔(3),底座(1)的下压中心孔(3)的相对两侧分别焊接有垂直的固定杆(2),下压中心孔(3)的另外相对两侧分别有固定套管安装孔(4),刻度板(5)为水平放置的长方形平板,刻度板(5)的中心有下压螺孔(6),下压螺杆(9)安装在刻度板(5)的下压螺孔(6)内,下压螺杆(9)的下端与底座(1)的下压中心孔(3)相对,刻度板(5)的上表面两端分别垂直焊接刻度套管(7),刻度板(5)上有通孔与刻度套管(7)相对,两个刻度套管(7)分别套装在底座(1)的两个固定杆(2)上,刻度套管(7)与固定杆(2)为滑动配合,刻度板(5)的侧面有水平方向的紧定螺孔(8)与固定杆(2)相对,紧定螺栓穿过紧定螺孔(8)和固定杆(2)顶紧连接,底座(1)两端的固定套管安装孔(4)中分别有固定套管(11),固定套管(11)为直管,固定套管(11)上部的内壁和外壁均有螺纹,锁紧螺母(14)套装在固定套管(11)的外壁上,锁紧螺母(14)与底座(1)的上表面顶紧连接,固定套管(11)的下端通过螺纹与u型管(13)的一端相连接,u型管(13)的另一端与底座(1)的下表面相对,顶进螺栓(15)的下端与固定套管(11)上端的内壁螺纹相连接,弹性顶杆(16)贯穿在固定套管(11)和u型管(13)中,弹性顶杆(16)的两端分别与顶进螺栓(15)的下端和u型管(13)外端的底座(1)下表面相对。
2.根据权利要求1所述的翻车机漏斗料位称重传感器的装拆工具,其特征在于:所述底座中心的下压中心孔(3)为阶梯孔,阶梯孔的下部为大直径孔,大直径孔的直径与称重传感器(18)的直径相匹配,阶梯孔的上部为小直径孔,小直径孔的直径与下压螺杆(9)的直径相匹配,两个固定杆(2)分别位于底座(1)的宽度方向上的下压中心孔(3)的两侧,两个固定套管安装孔(4)分别位于底座(1)的长度方向上的下压中心孔(3)的两侧。
3.根据权利要求1所述的翻车机漏斗料位称重传感器的装拆工具,其特征在于:所述刻度板(5)的上方有下压板(10),下压板(10)为长方形板,下压板(10)的中心和两端分别有通孔,下压螺杆(9)的上部穿在下压板(10)的中心通孔中,刻度套管(7)的上端穿在下压板(10)两端的通孔中,下压板(10)与刻度套管(7)为滑动配合。
4.根据权利要求1所述的翻车机漏斗料位称重传感器的装拆工具,其特征在于:所述下压螺杆(9)的下端有橡胶压块(17),橡胶压块(17)为圆柱体,橡胶压块(17)的圆柱体直径与称重传感器(18)的外径相匹配,橡胶压块(17)放置在下压螺杆(9)下端与称重传感器(18)的上表面之间,下压螺杆(9)的下端通过橡胶压块(17)对称重传感器(18)压紧。
5.根据权利要求1所述的翻车机漏斗料位称重传感器的装拆工具,其特征在于:所述固定套管(11)的下端为阶梯管(12),阶梯管(12)的外径大于固定套管(11)的外径,阶梯管(12)的内孔大于固定套管(11)的内径,阶梯管(12)的外部阶梯上边缘顶在固定套管(11)外周的底座(1)下表面上,阶梯管(12)的内壁上有螺纹,u型管(13)的一端上部外壁有螺纹与阶梯管(12)的内壁的螺纹相匹配,u型管(13)的上端向上插入阶梯管(12)底面的内孔中,u型管(13)的上端通过螺纹与阶梯管(12)相连接。
技术总结
一种翻车机漏斗料位称重传感器的装拆工具,属于翻车机维修工具技术领域,用于安装和拆卸翻车机漏斗料位传感器。其技术方案是:底座的中心有下压中心孔,底座的两侧有垂直的固定杆,底座的两端分别有固定套管安装孔,下压螺杆安装在刻度板的下压螺孔内,刻度板两端的刻度套管分别套装在底座的固定杆上,紧定螺栓穿过刻度板侧面的紧定螺孔和固定杆顶紧连接,底座两端的固定套管安装孔中分别有固定套管,锁紧螺母将固定套管与底座的上表面顶紧连接,固定套管的下端与U型管相连接,弹性顶杆穿过固定套管和U型管与底座下表面相对。本技术提高了称重传感器的安装精度,保证了称重的准确性,减少了称重传感器的损坏率,降低了维修和生产成本。
技术研发人员:赵天威,王志豪,魏永强,张静超,王耀强,陈泓州,郭沛,翟国栋,乔立伟,丰伟,韩峥,邢海波,王长生,马瑞各,沈建轩,朱静海,薄磊,柴志勇,詹建超,赵薇,李政,于永川,都晓飞,李思思,王美美
受保护的技术使用者:国投曹妃甸港口有限公司
技术研发日:20230301
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!