一种多车型汽车保险杠装配柔性工装的制作方法
本技术涉及汽车,尤其涉及一种多车型汽车保险杠装配柔性工装。
背景技术:
1、单一车型保险杠的装配一般采用内部支撑方式将各零部件分别定位、支撑,按顺序进行装配。随着汽车行业的发展,出现了多车型保险杠,在装配作业时,就要增加新车型的装配生产线,设计新生产线布局,增加新装配定位工装投入的同时增加了装配台占地面积并增加新生产线人员投入。
2、因此,需要设计一种多车型汽车保险杠装配柔性工装对上述问题做出改善。
技术实现思路
1、针对现有技术中的上述问题,本实用新型提供一种多车型汽车保险杠装配柔性工装,结构简单,使用便捷,可快速切换作业面,实现单个工装的多车型保险杠装配作业。
2、为实现上述目的,本实用新型所采用的技术方案是:
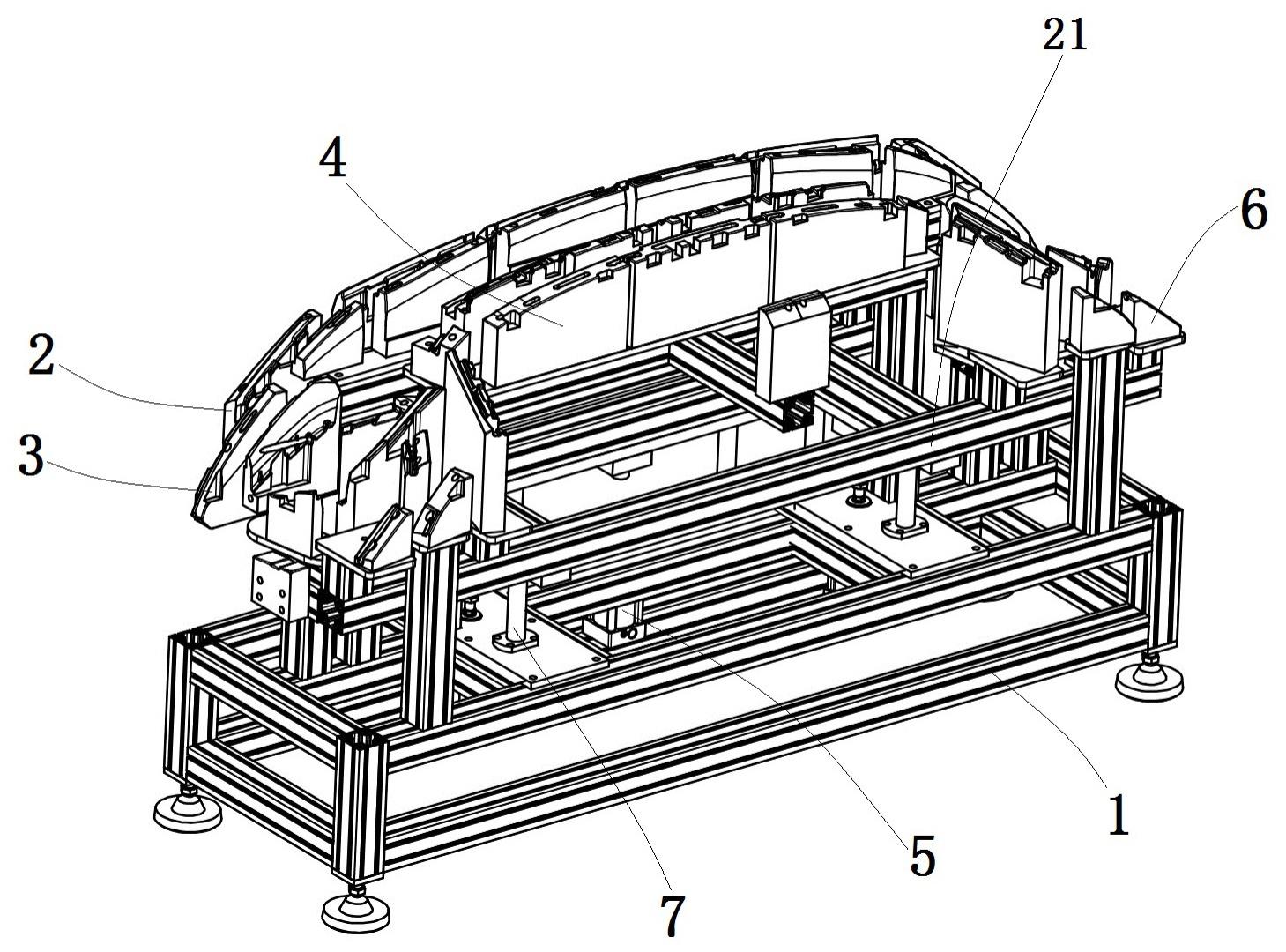
3、一种多车型汽车保险杠装配柔性工装,包括主框架、设置在主框架上可升降的用于支撑保险杠的第一支撑部与第二支撑部、固定设置在主框架上的用于支撑保险杠的第三支撑部,所述第一支撑部包括对称固定设置在主框架上的气缸、连接气缸的方形架、设置在方形架相对两侧上的立架、设置在立架上的多个支撑块、设置在方形架上的用于引导第一支撑部升降的导柱,所述第二支撑部包括固定设置在主框架上的气缸、连接气缸的条形架、设置在条形架上的多个支撑块、设置在条形架上的用于引导第二支撑部升降的导柱。
4、作为本实用新型的优选,所述导柱成对设置在气缸的两侧。
5、作为本实用新型的优选,所述支撑块为尼龙支撑块。
6、作为本实用新型的优选,所述第三支撑部包括设置在主框架上的中间支撑部、对称设置在中间支撑部两侧的主框架上的侧支撑部,所述中间支撑部和所述侧支撑部上方均设有多个支撑块。
7、作为本实用新型的优选,还包括用于控制气缸运动的plc控制器和传感器。
8、作为本实用新型的优选,所述导柱的一端设有用于防止所述导柱脱离主框架的卡块。
9、作为本实用新型的优选,所述主框架下方四角处设有调节地脚。
10、由于采用上述的技术方案,与现有技术相比,本实用新型的有益效果是:
11、1、本实用新型的一种多车型汽车保险杠装配柔性工装,结构简单,使用便捷,可快速切换作业面,实现单个工装的多车型保险杠装配作业,满足生产过程中车型快速切换时间要求,整体切换时间在5s以内;
12、2、本实用新型的一种多车型汽车保险杠装配柔性工装,优化减少装配硬性空间占用20平方米,减少一条单车型生产线投入;
13、3、本实用新型的一种多车型汽车保险杠装配柔性工装,在现有生产线内实现快速切换生产线生产车型的同时减少5名新增人员投入,提升原单一车型生产线生产效率。
技术特征:
1.一种多车型汽车保险杠装配柔性工装,其特征在于,包括主框架、设置在主框架上可升降的用于支撑保险杠的第一支撑部与第二支撑部、固定设置在主框架上的用于支撑保险杠的第三支撑部,所述第一支撑部包括对称固定设置在主框架上的气缸、连接气缸的方形架、设置在方形架相对两侧上的立架、设置在立架上的多个支撑块、设置在方形架上的用于引导第一支撑部升降的导柱,所述第二支撑部包括固定设置在主框架上的气缸、连接气缸的条形架、设置在条形架上的多个支撑块、设置在条形架上的用于引导第二支撑部升降的导柱。
2.根据权利要求1所述的一种多车型汽车保险杠装配柔性工装,其特征在于,所述导柱成对设置在气缸的两侧。
3.根据权利要求1所述的一种多车型汽车保险杠装配柔性工装,其特征在于,所述支撑块为尼龙支撑块。
4.根据权利要求1所述的一种多车型汽车保险杠装配柔性工装,其特征在于,所述第三支撑部包括设置在主框架上的中间支撑部、对称设置在中间支撑部两侧的主框架上的侧支撑部,所述中间支撑部和所述侧支撑部上方均设有多个支撑块。
5.根据权利要求1所述的一种多车型汽车保险杠装配柔性工装,其特征在于,还包括用于控制气缸运动的plc控制器和传感器。
6.根据权利要求1所述的一种多车型汽车保险杠装配柔性工装,其特征在于,所述导柱的一端设有用于防止所述导柱脱离主框架的卡块。
7.根据权利要求1所述的一种多车型汽车保险杠装配柔性工装,其特征在于,所述主框架下方四角处设有调节地脚。
技术总结
本技术公开了一种多车型汽车保险杠装配柔性工装,涉及汽车技术领域,包括主框架、设置在主框架上可升降的用于支撑保险杠的第一支撑部与第二支撑部、固定设置在主框架上的第三支撑部,第一支撑部包括对称固定设置在主框架上的气缸、连接气缸的方形架、设置在方形架上的立架、设置在立架上的多个支撑块、设置在方形架上的导柱,第二支撑部包括固定设置在主框架上的气缸、连接气缸的条形架、设置在条形架上的多个支撑块、设置在条形架上的导柱;本技术结构简单,使用便捷,可快速切换作业面,实现单个工装的多车型保险杠装配作业,满足生产过程中车型快速切换时间要求,减少一条单车型生产线投入,提升原单一车型生产线生产效率。
技术研发人员:周正,张超,邵帅,王君成,李昱良
受保护的技术使用者:长春一汽富维东阳汽车塑料零部件有限公司
技术研发日:20230310
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!