一种柱形零件用的辅助打标工装的制作方法
本技术涉及机加工工装,具体而言,涉及一种柱形零件用的辅助打标工装。
背景技术:
1、在机加工当中,对加工完成的零件需要在其外表面进行打标,常规用以夹持圆柱形零件的工装在使用时,其在装夹过程中容易一定角度的滚动偏差,打标位置无法正对朝上,造成打标位置错误,且零件较多时,装夹更换较慢,批量打标操作效率较低。
技术实现思路
1、本实用新型的目的在于提供一种柱形零件用的辅助打标工装能够方便高效打标,操作更为简单,打标效果好。
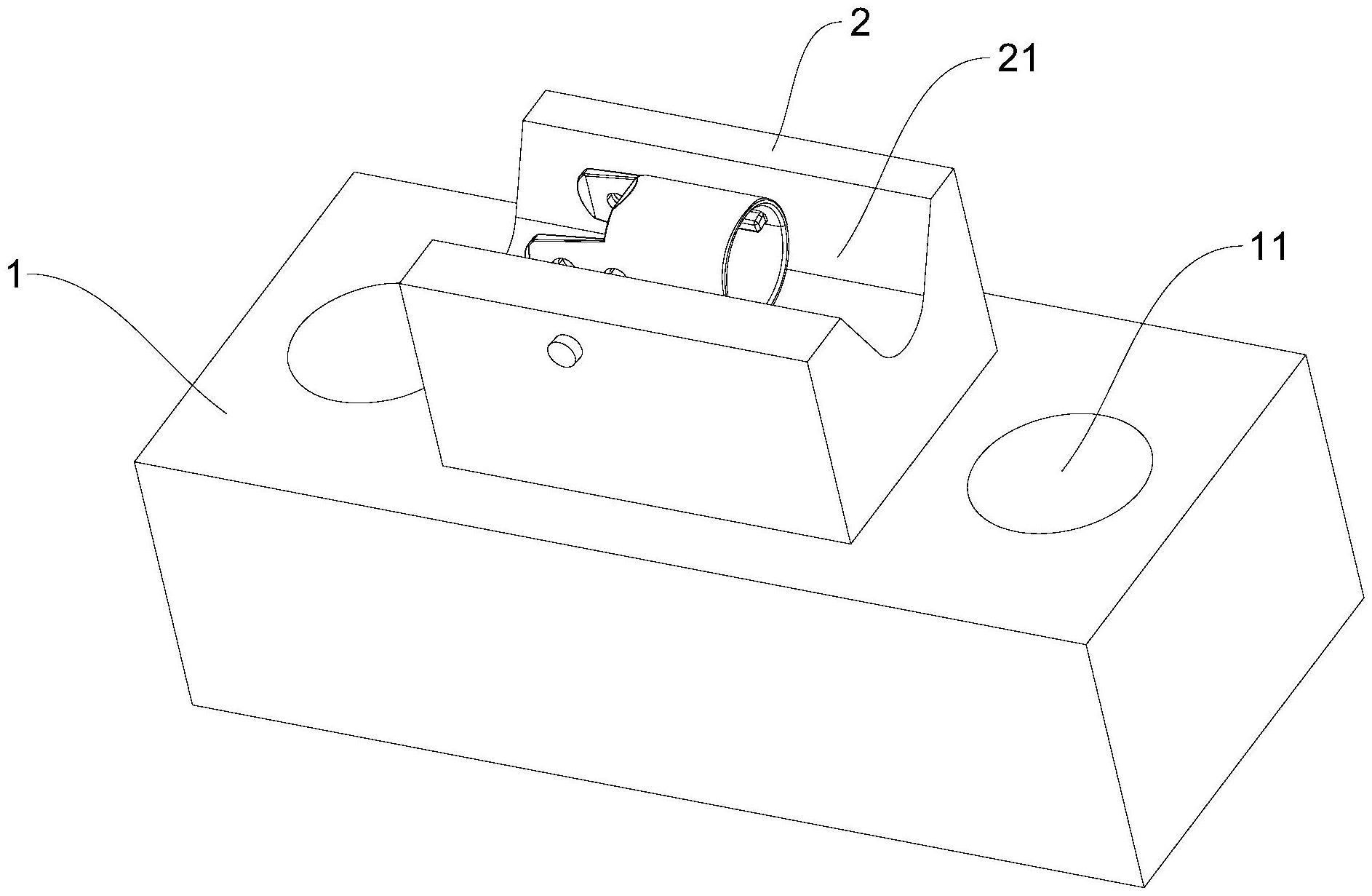
2、本实用新型的实施例通过以下技术方案实现:一种柱形零件用的辅助打标工装,包括底座和支撑限位块,所述支撑限位块上开设有用以放置工件的安装凹槽,且所述支撑限位块旁侧开设有与所述安装凹槽相通的插销孔,使得销轴穿过所述插销孔插入工件固定。
3、优选的,所述安装凹槽为与工件外形适配的v形结构,且所述安装凹槽分为倾斜直线段和弧形段,所述安装凹槽为通槽结构。
4、优选的,所述安装凹槽的深度为所述支撑限位块的一半。
5、优选的,所述插销孔的轴线与所述安装凹槽的长度方向保持垂直。
6、优选的,所述支撑限位块设于所述底座的中部,且所述底座的两侧均设置有安装沉孔。
7、优选的,所述底座及所述支撑限位块采用45号钢制成。
8、本实用新型的实施例的技术方案至少具有如下优点和有益效果:本实用新型通过将待打标的工件放置于支撑限位块的安装凹槽中,工件的外形与安装凹槽贴紧,再以工件上的自身孔位作为定位孔,使得定位销穿过插销孔卡入定位孔中固定,以达到快速更换工件打标的目的,更换操作也较为简单,防止打标位置偏移。
技术特征:
1.一种柱形零件用的辅助打标工装,其特征在于:包括底座(1)和支撑限位块(2),所述支撑限位块(2)上开设有用以放置工件的安装凹槽(21),且所述支撑限位块(2)旁侧开设有与所述安装凹槽(21)相通的插销孔(22),使得销轴穿过所述插销孔(22)插入工件固定;
2.根据权利要求1所述的柱形零件用的辅助打标工装,其特征在于:所述安装凹槽(21)为通槽结构。
3.根据权利要求2所述的柱形零件用的辅助打标工装,其特征在于:所述安装凹槽(21)的深度为所述支撑限位块(2)的一半。
4.根据权利要求1所述的柱形零件用的辅助打标工装,其特征在于:所述插销孔(22)的轴线与所述安装凹槽(21)的长度方向保持垂直。
5.根据权利要求1所述的柱形零件用的辅助打标工装,其特征在于:所述支撑限位块(2)设于所述底座(1)的中部,且所述底座(1)的两侧均设置有安装沉孔(11)。
6.根据权利要求1所述的柱形零件用的辅助打标工装,其特征在于:所述底座(1)及所述支撑限位块(2)采用45号钢制成。
技术总结
本技术涉及机加工工装技术领域,提供了一种柱形零件用的辅助打标工装,包括底座和支撑限位块,所述支撑限位块上开设有用以放置工件的安装凹槽,且所述支撑限位块旁侧开设有与所述安装凹槽相通的插销孔,使得销轴穿过所述插销孔插入工件固定,所述安装凹槽为与工件外形适配的V形结构,且所述安装凹槽分为倾斜直线段和弧形段。本技术能够方便高效打标,且更换操作简单方便,打标效果佳。
技术研发人员:鲍本东,鲍莉,卿乐超,冯中伟
受保护的技术使用者:成都一木乐业科技有限公司
技术研发日:20230421
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!