一种用于加工薄壁缸套的自适应工装的制作方法
本技术涉及薄壁缸套工装,具体为一种用于加工薄壁缸套的自适应工装。
背景技术:
1、薄壁缸套是缸套中一种0.8-1.5毫米之间较薄的一种类型,薄壁镀铬缸套是一个圆筒形零件,置于机体的气缸体孔中,上由气缸盖压紧固定,活塞在其内孔作往复运动,其外有冷却水冷却,气缸套属于精密仪器,其在加工过程中内壁需要进行精加工,确保内壁足够光滑,如果在加工过程中内壁处理不到位会出现内壁粗糙,活塞与内壁之间摩擦过大,造成有大量的无用功出现,因此在对缸套的内壁进行加工时,需要利用固定工装对其进行夹持,以确保加工的质量。
2、对此,如公开号cn213889640u公开的一种用于缸套加工用的工装夹具,包括底座,底座上设置有两组夹持座、以及与两组夹持座相对应设置的水平调节件;两组夹持座关于底座的竖直中线对称,两组夹持座均包括滑动座与安装于滑动座上的限位座;两组水平调节件,均包括滑轨、第一丝杆、滑动块与第一驱动件,滑轨沿着底座的长度方向设置,两组滑动座滑动连接于滑轨上,第一丝杆的一端与第一驱动件的输出端传动连接,另一端与滑动块丝杠螺母副连接,其顶端与滑动座的底端固定连接;其通过夹持座、水平调节件以及竖直调节件,实现对缸套的全面夹持,夹持稳定性强,能适应不同直径的缸套的夹持,适用范围广的效果。
3、上述专利公开的一种用于缸套加工用的工装夹具,能够适用与薄壁缸套的固定,利用在外部驱动两个上限位块和两个下限位块向中间收缩实现对缸套夹固,但是其仍然存在一些不足:
4、1、其从外部驱动两个上限位块和两个下限位块向中间收缩的方式,且驱动件位于限位块外侧,只能在外部进行夹固工作,以此会在缸套外部形成部分遮挡,这样只能对缸套内部进行有效加工,而外部加工时则会形成遮挡影响,不能满足内外均需要加工的需求;2、另外在对缸套加工时,不能自动进行控压夹固工作,由于薄壁缸套壁较薄,因缺少控压结构,难以精准智能掌控夹固压力,存在较大的因夹力过大造成薄壁缸套变形的风险;综合以上现象,因此我们提出了一种用于加工薄壁缸套的自适应工装,用于解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种用于加工薄壁缸套的自适应工装,以解决上述背景技术中提出的问题。
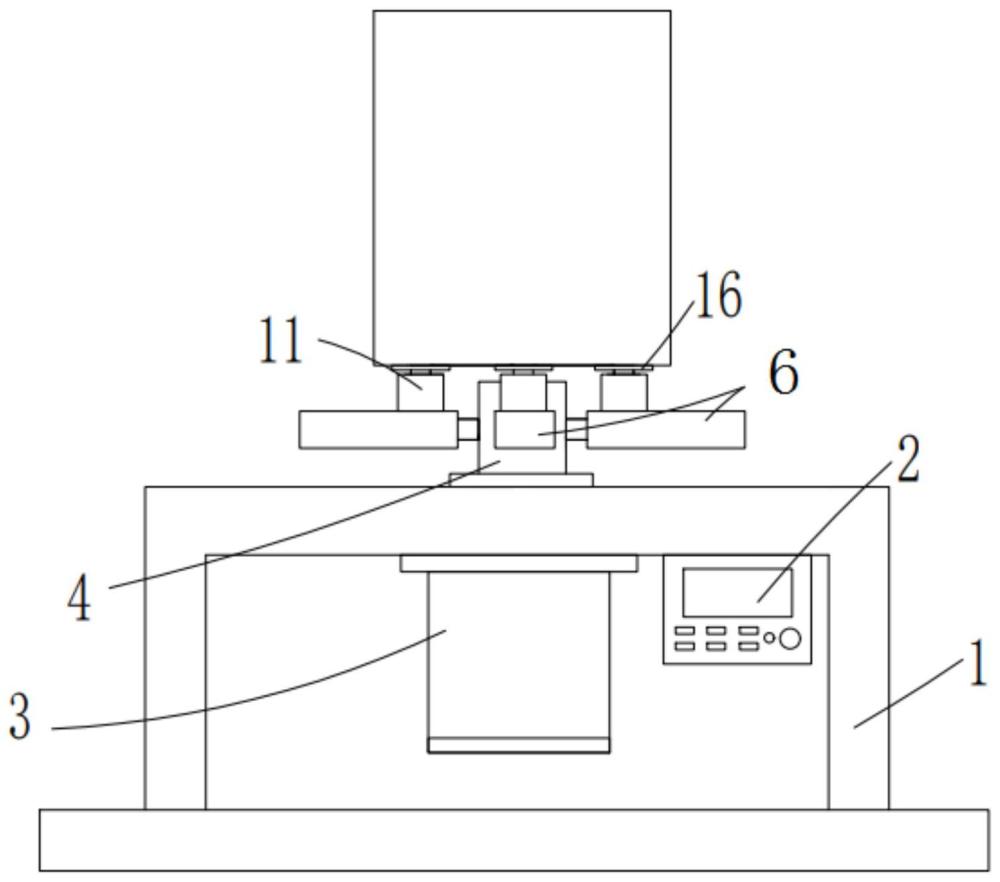
2、为实现上述目的,本实用新型提供如下技术方案:一种用于加工薄壁缸套的自适应工装,包括u形支座,所述u形支座的顶部固定连接有顶端为封堵结构的支管,所述支管的四侧均固定连接有底部为开口设置的矩形盒,矩形盒上滑动套设有矩形外管;
3、所述矩形盒的两侧内壁之间转动安装有与对应的矩形外管底部内壁固定连接的螺纹驱动组件,四个螺纹驱动组件相近的一端均延伸至支管内并固定连接有同一个同驱旋转组件,u形支座的顶部内壁上固定安装有输出轴与同驱旋转组件固定连接的伺服电机,u形支座的顶部内壁上固定安装有与伺服电机电性连接的plc控制器,四个螺纹驱动组件用于驱动四个矩形外管向外扩张或向内收缩移动,同驱旋转组件用于同步驱动四个螺纹驱动组件旋转;
4、所述矩形外管的顶部固定连接有与plc控制器电性连接的控压撑夹组件,控压撑夹组件用于对在四个矩形外管向外扩张或向内收缩时,在内侧对薄壁缸套控压撑固或在外侧对薄壁缸套控压夹固。
5、优选地,所述螺纹驱动组件包括转动安装在对应的矩形盒两侧内壁之间的螺杆,所述螺杆上螺纹套设有移动座,移动座的底部与对应的矩形外管的底部内壁固定连接,四个螺杆相近的一端均延伸至支管内;设置的螺杆和移动座配合,在四个螺杆转动时能够驱动四个移动座向外扩张或向内收缩移动,利用四个移动座实现驱动四个矩形外管向外扩张或向内收缩移动。
6、优选地,所述同驱旋转组件包括设置在支管内的第一伞形齿轮,第一伞形齿轮的四侧均啮合有第二伞形齿轮,相对的两个第二伞形齿轮对称设置,四个第二伞形齿轮相斥的一侧分别与四个螺杆相近的一端固定连接,第一伞形齿轮的底部与伺服电机的输出轴顶端固定连接;设置的第一伞形齿轮和四个第二伞形齿轮配合,在伺服电机启动时能够驱动利用第一伞形齿轮驱动四个第二伞形齿轮同步转动,且在相对的两个第二伞形齿轮对称设置的作用下,相对的两个螺杆的转动方向相反。
7、优选地,所述控压撑夹组件包括固定连接在对应的矩形外管顶部的固定套,固定套靠近支管的一侧内壁和远离支管的一侧内壁之间固定连接有两个横导杆,位于同一个固定套内的两个横导杆上滑动套设有同一个撑夹杆,固定套靠近支管的一侧内壁和远离支管的一侧内壁上均固定连接有压力传感器,压力传感器靠近对应的撑夹杆的一侧为检测端并与撑夹杆活动接触,撑夹杆上粘接套设有防滑胶套,撑夹杆上固定套设有限位环,多个压力传感器均与plc控制器电性连接;设置的固定套、横导杆、压力传感器、撑夹杆和防滑胶套配合,在四个矩形外管向外扩张移动时,能够依次通过四个固定套、多个压力传感器和四个撑夹杆带动四个防滑胶套自内向外对薄壁缸套撑固,而在四个矩形外管向内收缩移动时能够驱动四个防滑胶套向内对薄壁缸套夹固,且能够利用压力传感器检测撑固或夹固时的压力并传递给plc控制器压力值,以方便在达到预设压力时plc控制器控制伺服电机自动关闭,实现控压撑固或夹固。
8、优选地,四个所述防滑胶套的外侧活动接触有同一个薄壁缸套,薄壁缸套的底部与四个限位环的顶部活动接触。
9、优选地,所述u形支座的底部固定连接有工装底座。
10、优选地,所述移动座靠近支管的一侧开设有螺纹孔,且螺纹孔与对应的螺杆螺纹连接。
11、与现有技术相比,本实用新型的有益效果是:
12、1、本用于加工薄壁缸套的自适应工装,通过设置的同驱旋转组件、控压撑夹组件、螺纹驱动组件、plc控制器和伺服电机配合,启动伺服电机能够同步驱动四个撑夹杆向外扩张或向内收缩移动,利用四个撑夹杆扩张实现在薄壁缸套内部撑固,利用四个撑夹杆收缩实现在外侧夹固,利用内外侧可变换控压固定作用下,在加工内侧时可在外侧进行固定,加工外侧时可在内侧固定,方便人员对薄壁缸套的内外侧全面加工工作,提高适应性和加工全面性;
13、2、本用于加工薄壁缸套的自适应工装,通过设置的控压撑夹组件,在根据薄壁缸套需求的撑夹固定力度预先利用plc控制器设置控制伺服电机关闭的压力后,能够在四个撑夹杆对薄壁缸套夹固或撑固时检测挤压固定力并传递给plc控制器压力值,达到预设压力值时,plc控制器控制伺服电机自动关闭,实现夹固或撑固时的智能自动控压固定工作,利用控压能够精准自动智能掌控固定力度,降低因力度过大对薄壁缸套造成的损伤风险。
14、本实用新型通过设置的同驱旋转组件、控压撑夹组件、螺纹驱动组件、plc控制器和伺服电机,便于驱动四个撑夹杆向外扩张或向内收缩移动,利用扩张实现在薄壁缸套内部撑固,利用收缩实现在外侧夹固,便于在撑固或夹固时检测压力并在达到预设压力值时自动关闭,实现了对薄壁缸套的控压撑固和控压夹固,在内外侧可变换控压固定作用下,方便人员对薄壁缸套的内外侧全面加工工作,提高适应性和加工全面性,且利用控压能够精准自动智能掌控固定力度,降低因力度过大对薄壁缸套造成的损伤风险。
- 还没有人留言评论。精彩留言会获得点赞!