一种射钉组装装置的制作方法
本技术涉及组装装置,具体为一种射钉组装装置。
背景技术:
1、市场上的射钉一般分为三种,一种是仅由钉体构成,一种是钉体和定位件构成,还有一种是由钉体、定位件和附件构成,市场上常见的射钉主要由带齿环的射钉或塑料定位圈组成的形式使用,射钉强度高,可用于钉混凝土墙和钢板,射钉在生产的过程中需要使用组装装置将钉体安装在定位圈上。
2、但是,传统的组装装置存在以下缺点:
3、传统的组装装置单一的将钉体插入定位件或者附件内,无法对二者组装的深度进行调整,无法满足客户对射钉的组装需求。
技术实现思路
1、本实用新型的目的在于提供一种射钉组装装置,以解决上述背景技术中提出的传统的组装装置单一的将钉体插入定位件或者附件内,无法对二者组装的深度进行调整,无法满足客户对射钉的组装需求的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种射钉组装装置,包括固定底座,所述固定底座顶端的中部固定安装有冲击机构,所述冲击机构包括冲击架和受力板,所述冲击架的内部滑动连接有长度杆,所述长度杆的顶端与受力板的底端固定连接,所述固定底座的顶端固定安装有下压机构,所述下压机构包括四个立板和顶板,四个所述立板的顶端分别与顶板的底端固定连接,所述顶板的中部固定安装有升降气缸,所述升降气缸的表面固定安装有行程开关,出力板从顶部挤压受力板,受力板从一侧推动长度杆。
3、优选的,所述升降气缸的活动端穿过顶板固定安装有出力板,所述出力板的底端与受力板的顶端接触连接,升降气缸进行伸缩运动,升降气缸带动出力板进行同步运动。
4、优选的,所述长度杆与冲击架的连接处固定安装有弹簧,所述长度杆的底端固定安装有冲击头,长度杆沿着冲击架上下滑动的过程中,长度杆带动冲击头进行同步运动,冲击头从钉体的顶部进行冲击,使得钉体插入定位件内。
5、优选的,所述冲击架的底端与固定底座固定连接,冲击机构通过冲击架安装在固定底座上。
6、优选的,所述固定底座上固定安装有位于冲击架一侧的夹具框,用于组装的钉体放置在夹具框内。
7、优选的,所述固定底座的底端固定安装有支撑框,所述支撑框的内部固定安装有限位框,用于组装的定位件放置在限位框内。
8、优选的,四个所述立板的底端均与固定底座固定连接,下压机构通过立板安装在固定底座上。
9、与现有技术相比,本实用新型的有益效果是:
10、通过设置升降气缸,冲击机构和行程开关,行程开关对升降气缸的伸缩长度进行调整,升降气缸带动出力板向下挤压受力板,使得冲击头从钉体的顶部向下推动,将钉体以固定长度组装在定位件内,满足客户对射钉的组装需求。
技术特征:
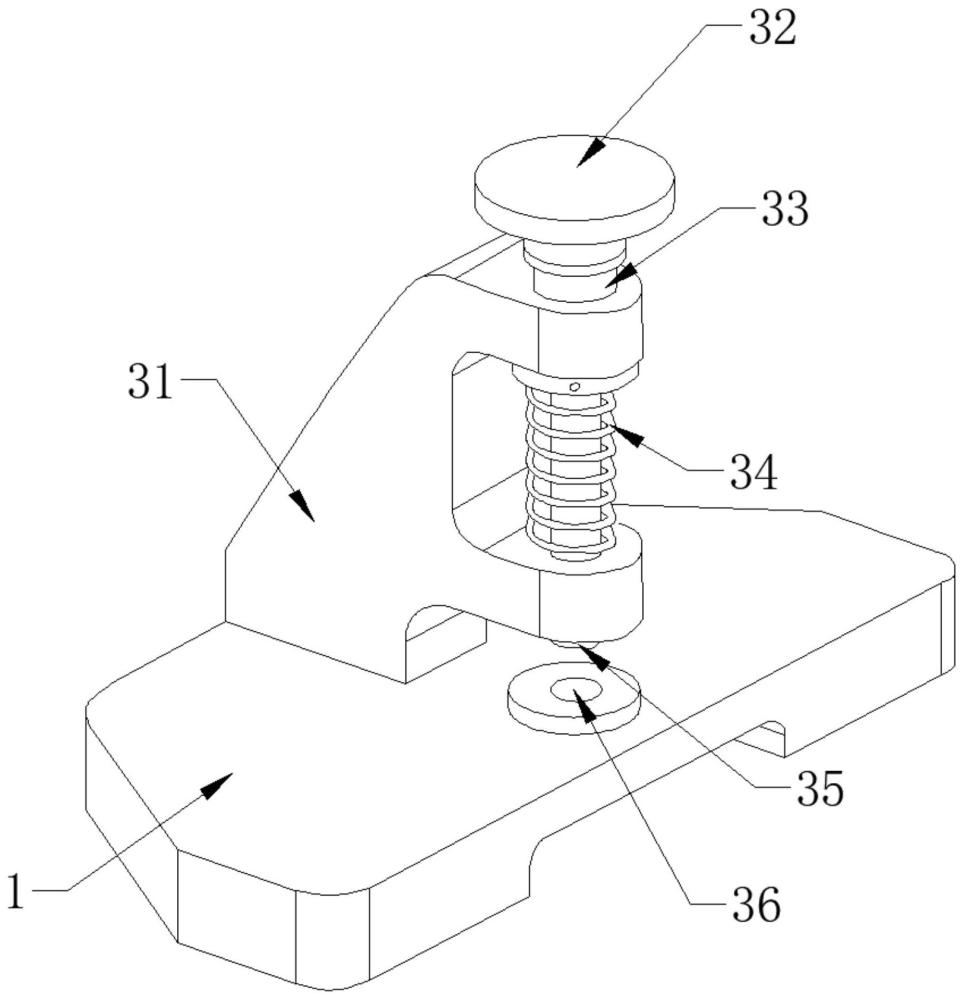
1.一种射钉组装装置,包括固定底座(1),其特征在于:所述固定底座(1)顶端的中部固定安装有冲击机构(3),所述冲击机构(3)包括冲击架(31)和受力板(32),所述冲击架(31)的内部滑动连接有长度杆(33),所述长度杆(33)的顶端与受力板(32)的底端固定连接,所述固定底座(1)的顶端固定安装有下压机构(2),所述下压机构(2)包括四个立板(21)和顶板(22),四个所述立板(21)的顶端分别与顶板(22)的底端固定连接,所述顶板(22)的中部固定安装有升降气缸(23),所述升降气缸(23)的表面固定安装有行程开关(24)。
2.根据权利要求1所述的一种射钉组装装置,其特征在于:所述升降气缸(23)的活动端穿过顶板(22)固定安装有出力板(25),所述出力板(25)的底端与受力板(32)的顶端接触连接。
3.根据权利要求1所述的一种射钉组装装置,其特征在于:所述长度杆(33)与冲击架(31)的连接处固定安装有弹簧(34),所述长度杆(33)的底端固定安装有冲击头(35)。
4.根据权利要求1所述的一种射钉组装装置,其特征在于:所述冲击架(31)的底端与固定底座(1)固定连接。
5.根据权利要求4所述的一种射钉组装装置,其特征在于:所述固定底座(1)上固定安装有位于冲击架(31)一侧的夹具框(36)。
6.根据权利要求1所述的一种射钉组装装置,其特征在于:所述固定底座(1)的底端固定安装有支撑框(4),所述支撑框(4)的内部固定安装有限位框(5)。
7.根据权利要求1所述的一种射钉组装装置,其特征在于:四个所述立板(21)的底端均与固定底座(1)固定连接。
技术总结
本技术公开了一种射钉组装装置,包括固定底座,固定底座顶端的中部固定安装有冲击机构,冲击机构包括冲击架和受力板,冲击架的内部滑动连接有长度杆,长度杆的顶端与受力板的底端固定连接,固定底座的顶端固定安装有下压机构,下压机构包括四个立板和顶板,四个立板的顶端分别与顶板的底端固定连接,顶板的中部固定安装有升降气缸,升降气缸的表面固定安装有行程开关,本技术一种射钉组装装置,通过设置升降气缸,冲击机构和行程开关,行程开关对升降气缸的伸缩长度进行调整,升降气缸带动出力板向下挤压受力板,使得冲击头从钉体的顶部向下推动,将钉体以固定长度组装在定位件内,满足客户对射钉的组装需求。
技术研发人员:邹志兵,郭明辉,周建强,李文治,刘霄,郭玉岐
受保护的技术使用者:江西国泰金固科技有限公司
技术研发日:20230721
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!