一种超精密定位组装治具的制作方法
本技术涉及定位治具,尤其涉及一种超精密定位组装治具。
背景技术:
1、随着社会的不断发展,各个行业皆得到了蓬勃的发展,因而衍生出各类零部件,而在对此类零部件进行生产加工时,需对其进行固定处理,以便对其进行相应工艺处理,因而需使用到相应的定位治具。现有的定位治具在打压时会由于压力不同,使得凹凸面接触不均匀,组装后影响模具偏心,且只能进行简单打压,无法保证每次达到最佳状态,且不能保证打压压力相同,因此,需要设计一种超精密定位组装治具来解决这个问题。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种超精密定位组装治具,克服了现有技术的不足,旨在解决背景技术中的问题。
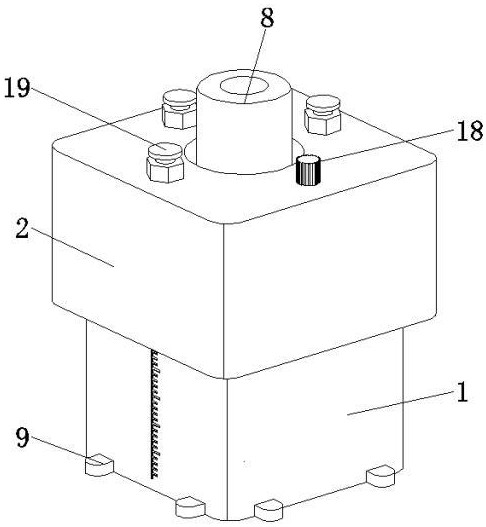
2、为实现上述目的,本实用新型提供如下技术方案:一种超精密定位组装治具,包括底部套筒、顶端套筒、第一压块、精定位柱、精定位套、钢珠衬套、第二压块以及第三压块,所述底部套筒和顶端套筒滑动连接,且底部套筒和顶端套筒内均开设有腔体,且第一压块、精定位柱、精定位套、钢珠衬套、第二压块以及第三压块均放置在腔体内,所述第一压块和第二压块分别与精定位柱和精定位套滑动连接,且钢珠衬套内侧与精定位柱和精定位套外侧相接,所述精定位柱顶部与精定位套滑动连接,且第三压块位于第二压块正上方;
3、所述顶端套筒的顶端内壁转动连接有四个旋转齿轮,且旋转齿轮呈环形阵列式分布,所述旋转齿轮底部均固定安装有螺杆,所述底部套筒的底部内壁固定安装有固定杆,且螺杆和固定杆通过螺纹连接,所述螺杆和固定杆外侧均套设有压缩弹簧,且压缩弹簧分别与底部套筒的底部内壁以及旋转齿轮相接,其中一个所述旋转齿轮顶端通过顶端套筒连接有旋钮,且另外三个旋转齿轮顶端通过顶端套筒连接有连接杆。
4、作为本实用新型的一种优选技术方案,所述底部套筒和顶端套筒采用方形结构设计,所述底部套筒外侧固定安装有支撑座,且支撑座呈环形阵列式分布,能够在将底部套筒平放时进行稳定支撑。
5、作为本实用新型的一种优选技术方案,所述第一压块和第二压块均采用锥形结构设计,且第一压块和第二压块的端面分别与精定位柱和精定位套相接,能够有效控制两端以点到面从中心到整个面均匀受力。
6、作为本实用新型的一种优选技术方案,所述腔体内径与钢珠衬套外径一致,且钢珠衬套内径与精定位柱和精定位套外径一致,能够有效避免精定位柱和精定位套倾斜,且能够根据精定位柱和精定位套的大小适配不同型号的钢珠衬套。
7、作为本实用新型的一种优选技术方案,所述底部套筒和顶端套筒内位于腔体外侧分别设置有第一导向架和第二导向架,且第一导向架和第二导向架滑动连接,所述第一导向架和第二导向架内径与腔体一致,方便升降的同时也可以使腔体内部直径不会发生变化,对精定位柱、精定位套以及钢珠衬套起到限位的作用。
8、作为本实用新型的一种优选技术方案,所述顶端套筒的顶端内壁转动连接有连接齿轮,且旋转齿轮和连接齿轮之间啮合连接有若干个传动轮,可以相互配合使得旋转齿轮能够同步旋转。
9、作为本实用新型的一种优选技术方案,所述连接杆外侧采用螺纹结构设计,且连接杆外侧通过螺纹连接有紧固螺母,通过连接杆对螺杆进行固定,避免其自行旋转。
10、作为本实用新型的一种优选技术方案,所述底部套筒外侧标有刻度,可以通过刻度判断套筒高度,从而压出所需高度的精定位柱。
11、本实用新型的有益效果:
12、1、通过设置第一压块和第二压块能够有效控制两端以点到面从中心到整个面均匀受力,从而保证每次打压状态相同的情况。
13、设置有底部套筒和顶端套筒,能够将多余的力由底部套筒和顶端套筒来进行承担,从而保证每次打压压力、打压状态相同。
14、可以利用螺杆、固定杆配合旋转齿轮、连接齿轮以及传动轮控制顶端套筒的高度,并配合刻度进行调整,以打压出所需长度的精定位柱,增加灵活性。
技术特征:
1.一种超精密定位组装治具,包括底部套筒(1)、顶端套筒(2)、第一压块(3)、精定位柱(4)、精定位套(5)、钢珠衬套(6)、第二压块(7)以及第三压块(8),其特征在于,所述底部套筒(1)和顶端套筒(2)滑动连接,且底部套筒(1)和顶端套筒(2)内均开设有腔体,且第一压块(3)、精定位柱(4)、精定位套(5)、钢珠衬套(6)、第二压块(7)以及第三压块(8)均放置在腔体内,所述第一压块(3)和第二压块(7)分别与精定位柱(4)和精定位套(5)滑动连接,且钢珠衬套(6)内侧与精定位柱(4)和精定位套(5)外侧相接,所述精定位柱(4)顶部与精定位套(5)滑动连接,且第三压块(8)位于第二压块(7)正上方;
2.根据权利要求1所述的一种超精密定位组装治具,其特征在于,所述底部套筒(1)和顶端套筒(2)采用方形结构设计,所述底部套筒(1)外侧固定安装有支撑座(9),且支撑座(9)呈环形阵列式分布。
3.根据权利要求1所述的一种超精密定位组装治具,其特征在于,所述第一压块(3)和第二压块(7)均采用锥形结构设计,且第一压块(3)和第二压块(7)的端面分别与精定位柱(4)和精定位套(5)相接。
4.根据权利要求1所述的一种超精密定位组装治具,其特征在于,所述腔体内径与钢珠衬套(6)外径一致,且钢珠衬套(6)内径与精定位柱(4)和精定位套(5)外径一致。
5.根据权利要求1所述的一种超精密定位组装治具,其特征在于,所述底部套筒(1)和顶端套筒(2)内位于腔体外侧分别设置有第一导向架(10)和第二导向架(11),且第一导向架(10)和第二导向架(11)滑动连接,所述第一导向架(10)和第二导向架(11)内径与腔体一致。
6.根据权利要求1所述的一种超精密定位组装治具,其特征在于,所述顶端套筒(2)的顶端内壁转动连接有连接齿轮(16),且旋转齿轮(12)和连接齿轮(16)之间啮合连接有若干个传动轮(17)。
7.根据权利要求1所述的一种超精密定位组装治具,其特征在于,所述连接杆(19)外侧采用螺纹结构设计,且连接杆(19)外侧通过螺纹连接有紧固螺母。
8.根据权利要求1所述的一种超精密定位组装治具,其特征在于,所述底部套筒(1)外侧标有刻度。
技术总结
本技术公开一种超精密定位组装治具,属于定位治具技术领域,其包括底部套筒、顶端套筒、第一压块、精定位柱、精定位套、钢珠衬套、第二压块以及第三压块,所述底部套筒和顶端套筒滑动连接,且底部套筒和顶端套筒内均开设有腔体,且第一压块、精定位柱、精定位套、钢珠衬套、第二压块以及第三压块均放置在腔体内,所述第一压块和第二压块分别与精定位柱和精定位套滑动连接,且钢珠衬套内侧与精定位柱和精定位套外侧相接,所述精定位柱顶部与精定位套滑动连接,且第三压块位于第二压块正上方。本技术,能够有效解决精定位因无外力束缚出现同心、同轴尺寸大等问题,保证每次打压压力、打压状态相同,且能够进行调整,具有极强的实用性。
技术研发人员:曹克平
受保护的技术使用者:信联智翊科技(苏州)有限公司
技术研发日:20230817
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!