内窥镜头端部的组装工装的制作方法
本技术属于医疗器械相关,特别是涉及一种内窥镜头端部的组装工装。
背景技术:
1、内窥镜,通常应用于对病人的临床检查中,其可对人体内的自然腔道进行清晰成像,发现患处进行活检取样或手术治疗。
2、内窥镜插入部的头端部作为内窥镜功能实现的末端载体,其装配精度对内窥镜光学成像、器械导出及水汽冲洗等功能实现质量产生了显著影响。其中,内窥镜的头端部包括头端盖及头端座,头端座上朝向头端盖的一端凸设有摄像镜头和照明镜头,头端座上背离头端盖的一端连接并连通有管路。目前,现有对内窥镜头端部上头端盖与头端座之间的组装主要依赖手工完成。然而,由于头端盖和头端座的零件尺寸小,精度高,其组装难度大,使得手工组装时的效率低,成本高,而且组装后得到头端部的产品一致性难以保证。
技术实现思路
1、有鉴于此,有必要提供一种用于解决上述技术问题的内窥镜头端部的组装工装。
2、一种内窥镜头端部的组装工装,用于将头端盖装配至头端座上;所述组装工装包括:
3、多根锁定杆,多根所述锁定杆用于穿设所述头端盖及所述头端座共有的不同预留腔道,并定位所述头端盖及所述头端座,以使所述头端盖及所述头端座同轴设置;
4、驱动机构,与至少一根所述锁定杆连接,用于驱使所述头端盖沿所述锁定杆轴线方向往所述头端座移动,并装配至所述头端座上。
5、可以理解的是,用穿设头端盖及头端座共有的不同预留腔道的多根锁定杆来确保头端盖与头端座之间的同轴度,再用驱动机构驱使头端盖沿着锁定杆的轴线方向往头端座移动,如此,不仅便于头端盖与头端座之间的组装,起到降低组装难度,提高组装效率的作用,而且也确保了头端盖与头端座之间组装后的装配精度,并保证组装后得到内窥镜头端部的产品一致性。
6、在其中一个实施例中,所述组装工装还包括压紧垫片,所述压紧垫片用于贴合所述头端盖,且所述压紧垫片能够在所述锁定杆或者所述驱动机构的带动下推顶所述头端盖。
7、可以理解的是,用压紧垫片来推顶头端盖,如此,可增大组装工装在推顶头端盖时与头端盖之间的接触面积,从而具有提高头端盖朝向头端座移动时移动的稳定性。
8、在其中一个实施例中,所述压紧垫片上形成有避让区,用于避让所述头端座上摄像镜头和照明镜头。
9、在其中一个实施例中,所述驱动机构的数量为多个,多个所述驱动机构与多根所述锁定杆一一对应。
10、在其中一个实施例中,所述锁定杆贯穿所述预留腔道设置;
11、所述驱动机构安装于所述锁定杆上伸出所述预留腔道的部位上,用于驱使所述锁定杆推顶所述头端盖。
12、在其中一个实施例中,所述锁定杆设有限位头,所述限位头位于所述头端盖的外侧,且所述锁定杆能够通过所述限位头推顶所述头端盖。
13、在其中一个实施例中,所述驱动机构包括第一驱动件及限位件,所述第一驱动件螺接于所述锁定杆;
14、沿着所述锁定杆的径向方向,所述限位件部分插接至所述锁定杆上伸出所述第一驱动件的部位。
15、可以理解的是,利用第一驱动件与锁定杆之间的螺纹结构,来实现对锁定杆沿其轴线方向上移动的驱动,如此,可便于驱使头端盖朝向头端座移动的驱动。
16、在其中一个实施例中,所述驱动机构还包括连接螺套,所述连接螺套套设于所述锁定杆上并与所述第一驱动件螺接;
17、其中,所述连接螺套能够在所述第一驱动件的驱使下抵推所述限位件。
18、在其中一个实施例中,所述锁定杆伸入至所述预留腔道内;
19、其中,所述锁定杆上位于所述预留腔道内的一端连接并连通有气囊,所述气囊能够通过所述锁定杆被充气,且充气后膨胀的所述气囊与所述预留腔道的腔道壁抵接限位。
20、在其中一个实施例中,所述驱动机构包括第二驱动件,所述第二驱动件设置于所述锁定杆上位于所述头端盖外侧的部位上并与所述锁定杆螺接。
21、可以理解的是,利用第二驱动件与锁定杆之间的螺纹配合结构,在锁定杆通过膨胀后的气囊与管路抵接限位的基础上,可通过旋拧第二驱动件的方式来推顶头端盖朝向头端座移动,如此,可便于驱使头端盖朝向头端座移动的驱动。
22、由于上述技术方案的应用,本实用新型与现有技术相比具有以下优点:
23、本实用新型请求保护的内窥镜头端部的组装工装,用穿设头端盖及头端座共有的不同预留腔道的多根锁定杆来确保头端盖与头端座之间的同轴度,再用驱动机构驱使头端盖沿着锁定杆的轴线方向往头端座移动,如此,不仅便于头端盖与头端座之间的组装,起到降低组装难度,提高组装效率的作用,而且也确保了头端盖与头端座之间组装后的装配精度,并保证组装后得到内窥镜头端部的产品一致性。
技术特征:
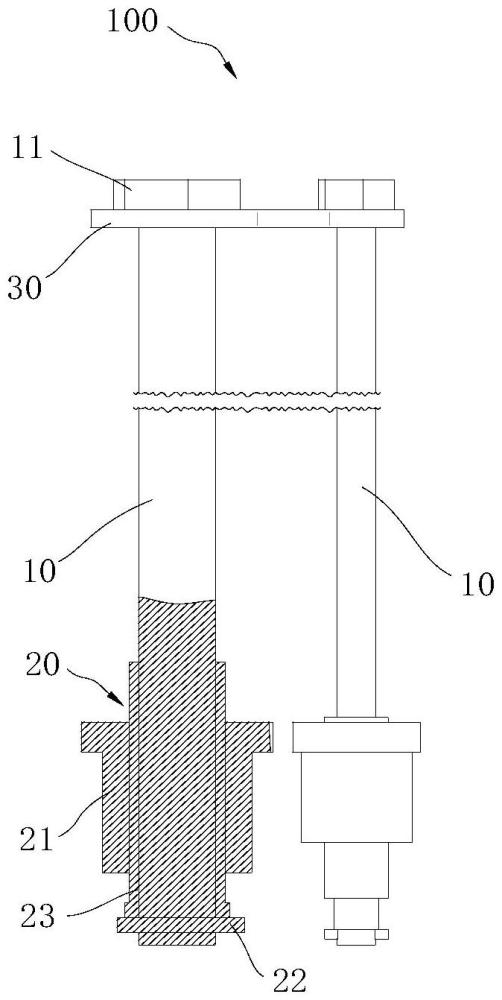
1.一种内窥镜头端部的组装工装,用于将头端盖(201)装配至头端座(202)上;其特征在于,所述组装工装(100)包括:
2.根据权利要求1所述的内窥镜头端部的组装工装,其特征在于,所述组装工装(100)还包括压紧垫片(30),所述压紧垫片(30)用于贴合所述头端盖(201),且所述压紧垫片(30)能够在所述锁定杆(10)或者所述驱动机构(20)的带动下推顶所述头端盖(201)。
3.根据权利要求2所述的内窥镜头端部的组装工装,其特征在于,所述压紧垫片(30)上形成有避让区(31),用于避让所述头端座(202)上摄像镜头(2021)和照明镜头(2022)。
4.根据权利要求1所述的内窥镜头端部的组装工装,其特征在于,所述驱动机构(20)的数量为多个,多个所述驱动机构(20)与多根所述锁定杆(10)一一对应。
5.根据权利要求1所述的内窥镜头端部的组装工装,其特征在于,所述锁定杆(10)贯穿所述预留腔道设置;
6.根据权利要求5所述的内窥镜头端部的组装工装,其特征在于,所述锁定杆(10)设有限位头(11),所述限位头(11)位于所述头端盖(201)的外侧,且所述锁定杆(10)能够通过所述限位头(11)推顶所述头端盖(201)。
7.根据权利要求5所述的内窥镜头端部的组装工装,其特征在于,所述驱动机构(20)包括第一驱动件(21)及限位件(22),所述第一驱动件(21)螺接于所述锁定杆(10);
8.根据权利要求7所述的内窥镜头端部的组装工装,其特征在于,所述驱动机构(20)还包括连接螺套(23),所述连接螺套(23)套设于所述锁定杆(10)上并与所述第一驱动件(21)螺接;
9.根据权利要求1所述的内窥镜头端部的组装工装,其特征在于,所述锁定杆(10)伸入至所述预留腔道内;
10.根据权利要求9所述的内窥镜头端部的组装工装,其特征在于,所述驱动机构(20)包括第二驱动件(24),所述第二驱动件(24)设置于所述锁定杆(10)上位于所述头端盖(201)外侧的部位上并与所述锁定杆(10)螺接。
技术总结
本技术请求保护的内窥镜头端部的组装工装,用于将头端盖装配至头端座上;组装工装包括多根锁定杆及驱动机构,多根锁定杆用于穿设头端盖及头端座共有的不同预留腔室,并定位头端盖及头端座,以使头端盖及头端座同轴设置;驱动机构与至少一根锁定杆连接,用于驱使头端盖沿锁定杆轴线方向往头端座移动,并装配至头端座上。如此,不仅便于头端盖与头端座之间的组装,起到降低组装难度,提高组装效率的作用,而且也确保了头端盖与头端座之间组装后的装配精度,并保证组装后得到内窥镜头端部的产品一致性。
技术研发人员:黄义
受保护的技术使用者:常州联影智融医疗科技有限公司
技术研发日:20230821
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!