一种新型智能翻转装配胎具的制作方法
本技术属于定位胎具及装配成型,具体涉及一种新型智能翻转装配胎具。
背景技术:
1、目前,国内外大型车企的涂装线已普遍采用翻转机来给车身进行电泳漆处理,采用翻转机来做电泳处理能解决因气泡等造成车身电泳漆的缺陷问题。根据生产节拍来确定生产线翻转机的数量,整条生产线对车身与滑橇、滑橇与翻转机的连接要求稳定可靠。当滑橇带着车身到翻转机区域时,通过锁紧装置将滑橇与翻转机进行锁紧,经过前处理或电泳后通过解锁装置将滑橇与翻转机解锁。上述过程的重点是滑橇与翻转机锁紧勾对接精度及翻转机锁紧勾与解锁(锁紧)装置的精度,如果装配精度达不到设计要求,可能会出现滑橇无法准确与翻转机连接及解锁(锁紧)不到位的情况,造成掉车的后果。
技术实现思路
1、本实用新型的目的就在于提供一种新型智能翻转装配胎具,以解决翻转机在装配过程中对主要定位部件的定位的问题,使用此装配胎具能够大幅提高装配精度,缩短制作周期。
2、本实用新型的目的是通过以下技术方案实现的:
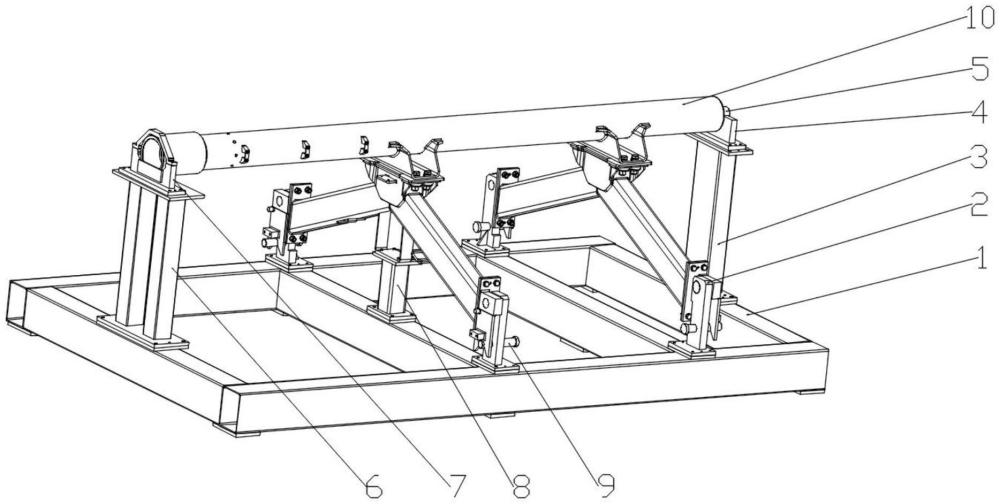
3、一种新型智能翻转装配胎具,主要由装配胎具框架1、4个锁紧勾定位座2、前定位座3、前定位架4、定位轴5、后定位座6、后定位架7以及取电装置定位座8组成;
4、所述4个锁紧勾定位座2、前定位座3、后定位座6以及取电装置定位座8分别装配在装配胎具框架1上,锁紧勾定位座2和取电装置定位座8分别用于锁紧勾和取电装置的定位装配;所述前定位架4和后定位架7分别安装在前定位座3和后定位座6的顶部,用于支撑翻转轴10;所述翻转轴10内设置定位轴5;
5、还包括2个v型架,每个v型架两侧与2个锁紧勾定位座2连接,v型架顶部与翻转轴10连接。
6、进一步地,所述前定位座3和后定位座6分别安装在装配胎具框架1的前、后两端。
7、进一步地,所述4个锁紧勾定位座2分成2组安装在装配胎具框架1中部。
8、更进一步地,所述取电装置定位座8安装在其中一组锁紧勾定位座2的中部。
9、进一步地,所述装配胎具框架1由方钢管、厚钢板焊接成型。
10、更进一步地,所述装配胎具框架1与锁紧勾定位座2、前定位座3、后定位座6以及取电装置定位座8连接的各连接孔、安装面均由数控铣加工。
11、进一步地,所述定位座、定位销采用数控铣床加工、磨床加工设备,所述定位销是经过车削、热处理、磨削工艺加工。
12、进一步地,所述4个锁紧勾定位座2基准定位可将翻转机锁紧勾组件用锁紧定位轴9插入开设于锁紧勾定位座2上的基准定位孔定位,各零部件可以被分别定位。
13、与现有技术相比,本实用新型的有益效果是:
14、相比通常的工艺路线制作翻转轴,使用本实用新型智能翻转装配胎具制作翻转轴,能够保证空间尺寸位置安装正确;胎具设计结构简单紧凑,刚性强度满足装配要求;方便装配工人进行装配工作。
技术特征:
1.一种新型智能翻转装配胎具,其特征在于:主要由装配胎具框架(1)、4个锁紧勾定位座(2)、前定位座(3)、前定位架(4)、定位轴(5)、后定位座(6)、后定位架(7)以及取电装置定位座(8)组成;
2.根据权利要求1所述的一种新型智能翻转装配胎具,其特征在于:所述前定位座(3)和后定位座(6)分别安装在装配胎具框架(1)的前、后两端。
3.根据权利要求1所述的一种新型智能翻转装配胎具,其特征在于:所述4个锁紧勾定位座(2)分成2组安装在装配胎具框架(1)中部。
4.根据权利要求3所述的一种新型智能翻转装配胎具,其特征在于:所述取电装置定位座(8)安装在其中一组锁紧勾定位座(2)的中部。
5.根据权利要求1所述的一种新型智能翻转装配胎具,其特征在于:所述装配胎具框架(1)由方钢管、厚钢板焊接成型。
6.根据权利要求5所述的一种新型智能翻转装配胎具,其特征在于:所述装配胎具框架(1)与锁紧勾定位座(2)、前定位座(3)、后定位座(6)以及取电装置定位座(8)连接的各连接孔、安装面均由数控铣加工。
技术总结
本技术涉及一种新型智能翻转装配胎具,主要由装配胎具框架、锁紧勾定位座、前定位座、前定位架、定位轴、后定位座、后定位架及取电装置定位座组成;锁紧勾定位座、前定位座、后定位座以取电装置定位座分别装配在装配胎具框架上,锁紧勾定位座和取电装置定位座分别用于锁紧勾和取电装置的定位装配;前定位架和后定位架分别安装在前定位座和后定位座的顶部,用于支撑翻转轴;翻转轴内设置定位轴;还包括2个V型架,每个V型架两侧与2个锁紧勾定位座连接,V型架顶部与翻转轴连接。使用本技术新型智能翻转装配胎具制作翻转轴,能保证空间尺寸位置安装正确;胎具设计结构简单紧凑,刚性强度满足装配要求;方便装配工人进行装配工作。
技术研发人员:毕登国,尤帅天,陆志平,江海波
受保护的技术使用者:吉林省蓝迪自动化工程有限公司
技术研发日:20230831
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!