一种聚四氟乙烯弹簧套的自动切割设备的制作方法
本技术涉及切割设备的领域,尤其是涉及一种聚四氟乙烯弹簧套的自动切割设备。
背景技术:
1、在汽车等交通工具或其它用品上使用的弹簧,为了消音减震,需要给弹簧安装质软耐磨的弹簧套。用聚四氟乙烯管做弹簧套时,为了不影响弹簧的伸缩,要将管料加工成开环形状。将聚四氟乙烯管加工成开环状并对管料切断时,因为管料的材质软,管壁薄,定位困难,对开口的间隙角度和产品的长度尺寸控制成为难题。
2、目前将管料加工成开环状时,常用的方法是用剪刀或裁纸刀剪切和用刀片拉划,存在切割效率低下的问题,而且加工时容易变形,且容易产生毛边,存在切割质量差的问题,因此仍有改进空间。
技术实现思路
1、为了提高切割效率以及切割质量,本技术提供一种聚四氟乙烯弹簧套的自动切割设备。
2、本技术提供的一种聚四氟乙烯弹簧套的自动切割设备采用如下的技术方案:
3、一种聚四氟乙烯弹簧套的自动切割设备,包括:
4、轴向切割模块,所述轴向切割模块包括限位部以及切割部,所述限位部贯穿设置有供管料穿过的限位孔,所述切割部设置在限位孔内,当管料穿过限位孔时,切割部对管料的两侧进行轴向切割,并将管料切分成半成品片料和废料;
5、径向切割模块,所述径向切割模块开设有供半成品片料穿过的通槽,所述径向切割模块对半成品片料穿出通槽外的一段进行径向切割,并在半成品片料端部切分出成品弹簧套;
6、牵引模块,所述牵引模块用于夹持半成品片料和废料,所述牵引模块位于轴向切割模块和径向切割模块之间;
7、直线运动模块,所述直线运动模块用于驱使牵引模块往返于轴向切割模块和径向切割模块,当所述牵引模块往径向切割模块方向移动时,所述牵引模块夹紧半成品片料和废料;当所述牵引模块往轴向切割模块方向移动时,所述牵引模块松开半成品片料和废料。
8、通过采用上述技术方案,在轴向切割模块的限位孔内设置切割部,在管料穿过限位孔的路径中,切割部对管料的两侧进行轴向切割,将管料切割成一大一小两部分,大的部分为半成品片料,小的部分为废料,在此阶段中,半成品片料和废料仍连带在管料主体中,通过牵引模块同时夹紧半成品片料和废料,并往径向切割模块方向移动,以对管料整体进行匀速平稳的外拉操作,另外径向切割模块单独提供一个通槽可以供半成品片料穿过,对半成品片料进行导向定位的同时,也在牵引模块的外拉作用下使半成品片料和废料隔开,然后径向切割模块对半成品片料穿出通槽外的一段进行径向切割,从而在半成品片料端部切分出成品弹簧套,然后,牵引模块在往轴向切割模块方向移动时松开半成品片料和废料,然后复位至初始位置继续对半成品片料和废料进行夹紧牵拉,通过牵引模块不断往返于径向切割模块和轴向切割模块,并配合径向切割模块的径向切割操作,从而不断产出成品弹簧套,在提高切割效率的同时,也有利于提高半成品片料切面的平整度,减少毛边产生,进而提高成品质量。
9、优选的,所述限位部包括相互嵌合的基座和压块,所述基座与压块之间设置有锁紧件;所述基座设置有凸起部,所述凸起部设置有第一半边孔,所述压块设置有与凸起部相适配的凹陷部,所述凹陷部设置有第二半边孔,所述切割部包括两块刀片;
10、当所述基座与压块嵌合时,所述第一半边孔和第二半边孔形成限位孔,两块所述刀片夹设在基座与压块之间,且两块所述刀片的刃部延伸至限位孔内。
11、通过采用上述技术方案,轴向切割模块由基座和压块两个独立部件嵌合而成,轴向切割模块的限位孔有基座的第一半边孔和压块的第二半边孔组拼形成,在锁紧件锁紧下,将两块刀片夹设在基座与压块之间,刀片的刃部在限位孔内露出,该轴向切割模块具有结构紧凑、拆装更换方便以及刀片稳定性高的优点。
12、优选的,所述凸起部两侧分别为斜切面,两个斜切面呈固定夹角设置,两个所述斜切面在第一半边孔处交汇;两块刀片分别设置在两个斜切面处。
13、通过采用上述技术方案,两个斜切面之间夹角可根据成品弹簧套的开口间隙角度设定,斜切面对刀片起到定位作用,使得两块刀片呈固定角度设置在限位孔内,从而能够准确控制弹簧套的开口间隙夹角,有利于提高对管料的切割质量。
14、优选的,所述牵引模块包括第一板件、第二板件、第三板件以及压力驱动件,所述第一板件、第二板件以及第三板件依次叠设,所述压力驱动件用于驱使第一板件、第二板件以及第三板件相互靠近;所述第一板件与第二板件之间构成用于夹紧半成品片料的第一夹持部,所述第二板件与第三板件之间构成用于夹紧废料的第二夹持部。
15、通过采用上述技术方案,以第二板件作为分界面,配合第一板件和第三板件将牵引模块分为独立的第一夹持部和第二夹持部,牵引模块提前对废料和半成品片料隔开,并通过压力驱动件使第一板件、第二板件以及第三板件压紧,从而同时对废料和半成品片料进行夹持,以便对管料整体进行外拉操作,提高牵引稳定性的基础上,为后续的废料与半成品分离提供便利条件。
16、优选的,所述第一板件与第二板件之间以及第二板件与第三板件之间均设置有弹性件。
17、通过采用上述技术方案,在弹性件的连接作用下,使得第一板件、第二板件以及第三板件相互连接并保持一定间隙,便于半成品片料和废料穿过;同时通过配合压力驱动件的压力调整,使得第一夹持部和第二夹持部均具备松紧调节功能,便于牵引模块通过配合直线运动模块往复移动实现对管料持续牵拉的功能,有利于提高牵引模块对管料的牵引流畅性。
18、优选的,所述第二板件上表面设置有上部凸起,所述第一板件的下表面设置有上部凹槽;当所述第一夹持部夹紧半成品片料时,所述上部凸起表面与半成品片料的内壁贴合,所述上部凹槽的内壁与半成品片料的外壁贴合;所述第二板件下表面设置有下部凸起,所述第三板件的上表面设置有下部凹槽;当所述第二夹持部夹紧废料时,所述下部凸起表面与废料的内壁贴合,所述下部凹槽的内壁与废料的外壁贴合。
19、通过采用上述技术方案,在第二板件上下表面分别设置上部凸起与下部凸起,进一步将废料和半成品片料隔开,然后配合第一板件的上部凹槽以及第三板件的下部凹槽,提高了夹持部与废料以及半成品片料的夹持效果,有利于牵引模块对废料以及半成品片料牵拉时的稳定性。
20、优选的,所述径向切割模块包括底座组件以及切割机构,所述通槽贯穿设置在底座组件处,所述底座组件开设有切割槽,所述切割槽与通槽的末端连通,所述切割机构用于对切割槽内的半成品片料进行径向切割。
21、通过采用上述技术方案,设置与通槽连通的切割槽,切割槽为切割机构提供切割空间,便于进行切割操作,另外,切割槽的内壁对半成品片料端部起到辅助限位作用,根据成品弹簧套的尺寸需求来设计切割槽的宽度,便于准确控制弹簧套的长度尺寸,成品弹簧套的长度主要通过plc触摸屏的参数设定。
22、优选的,所述切割槽内设置有支撑块,所述支撑块用于支撑切割槽内的半成品片料,所述支撑块与切割槽内壁之间的间隙供切割机构切入。
23、通过采用上述技术方案,在切割支撑半成品片料时,支撑块为其提供支撑力,有利于提高切割机构切割半成品片料时的切割稳定性。
24、优选的,所述切割机构包括刀杆组件以及电动组件,所述刀杆组件转动连接于底座组件,所述刀杆组件的回转轴线平行于通槽长度方向,所述刀杆组件的切割面垂直于刀杆组件的回转轴线,所述电动组件用于驱使刀杆组件转动。
25、通过采用上述技术方案,电动组件为刀杆组件提供动力,以驱使刀杆组件旋转,以便对半成品片料径向切割。
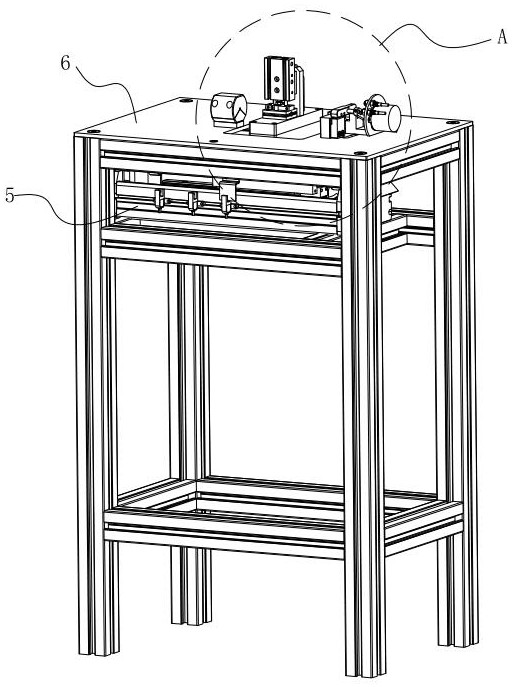
26、优选的,所述自动切割设备还包括机架,所述轴向切割模块、牵引模块以及径向切割模块沿管料的轴向依次设置在机架上,所述机架设置有落料口,所述底座组件位于落料口上方,所述切割槽内底壁倾斜设置,所述切割槽内底壁的倾斜下端朝向落料口。
27、通过采用上述技术方案,机架为轴向切割模块、牵引模块以及径向切割模块提供支撑力,裁切完成的成品弹簧套在切割槽内底壁的导向作用下滑落至落料口,以便对成品弹簧套进行收集。
28、综上所述,本技术包括以下至少一种有益技术效果:
29、1.通过在轴向切割模块的限位孔内设置切割部,切割部在管料穿过限位孔的路径中将管料切割成半成品片料和废料,通过牵引模块同时夹紧半成品片料和废料,并往径向切割模块方向移动,以对管料整体进行平稳的外拉操作,径向切割模块单独提供一个通槽可以供半成品片料穿过,对半成品片料进行导向定位的同时,也在牵引模块的外拉作用下使半成品片料和废料隔开,然后径向切割模块对半成品片料穿出通槽外的一段进行径向切割,以切分出成品弹簧套,然后通过径向切割模块不断往返于径向切割模块和轴向切割模块,并配合径向切割模块的径向切割操作,从而不断产出成品弹簧套,有利于提高自动切割设备的切割效率,且有利于提高半成品片料切面的平整度,减少毛边产生,进而提高成品质量;
30、2.轴向切割模块由基座和压块两个独立部件嵌合而成,两块刀片夹设在基座与压块之间,刀片的刃部在限位孔内露出,凸起部的两个斜切面之间夹角可根据成品弹簧套的开口间隙角度设定,使得两块刀片呈固定角度设置在限位孔内,从而能够准确控制弹簧套的开口间隙夹角,有利于提高对管料的切割质量,且该轴向切割模块具有结构紧凑、拆装更换方便以及刀片稳定性高的优点;
31、3.通过以第二板件作为分界面,配合第一板件和第三板件将牵引模块分为独立的第一夹持部和第二夹持部,牵引模块提前对废料和半成品片料隔开,并通过压力驱动件使第一板件、第二板件以及第三板件压紧,从而同时对废料和半成品片料进行夹持,以便对管料整体进行外拉操作,提高牵引稳定性的基础上,为后续的废料与半成品分离提供便利条件;
32、4.通过设置与通槽连通的切割槽,切割槽为切割机构提供切割空间,支撑块为半成品片料提供支撑力,有利于提高切割机构切割半成品片料时的切割稳定性,另外,切割槽的内壁对半成品片料端部起到辅助限位作用,根据成品弹簧套的尺寸需求来设计切割槽的宽度,便于准确控制弹簧套的长度尺寸,成品弹簧套的长度主要通过plc触摸屏的参数设定。
- 还没有人留言评论。精彩留言会获得点赞!