汽车零件检具线切割机及定位方法与流程
本发明涉及检具加工,具体为汽车零件检具线切割机及定位方法。
背景技术:
1、汽车零件检具是用于检查和测量汽车零部件尺寸、形状和质量的工具,通常由金属、塑料或复合材料制成,具有特定的形状和尺寸,以适应不同的汽车零部件。
2、检具通常具有检具底座,检具底座上通常具有若干条横竖交错的检具线,该检具线又称百格线,是根据汽车车身和汽车前轮轴中间绘制的整个汽车坐标系统,汽车制造过程中的零部件或制造模具等一系列质量控制体系应以该坐标系统为准,通过检具线来确定加工好的零件是否和检具一致匹配,通过比较来纠正错位,保证零部件加工的精确。
3、汽车零件检具底座上的检具线通常经过切割加工制得,在进行切割时,每条检具线的位置固定,在切线时,通常按照坐标系统的尺寸为准,由人工测量出每条检具线的所在位置,并标注出切割轨迹,然后再利用切割机沿着切割轨迹切出检具线,上述过程耗时较长,费时费力,效率低下,且人工测绘切割,存在误差大,影响检具精度。
技术实现思路
1、本发明的目的在于提供能够自动定位切割且切割效率高的汽车零件检具线切割机及定位方法,从而有效地解决上述背景技术中提出的技术问题。
2、为实现上述目的,本发明提供如下技术方案。
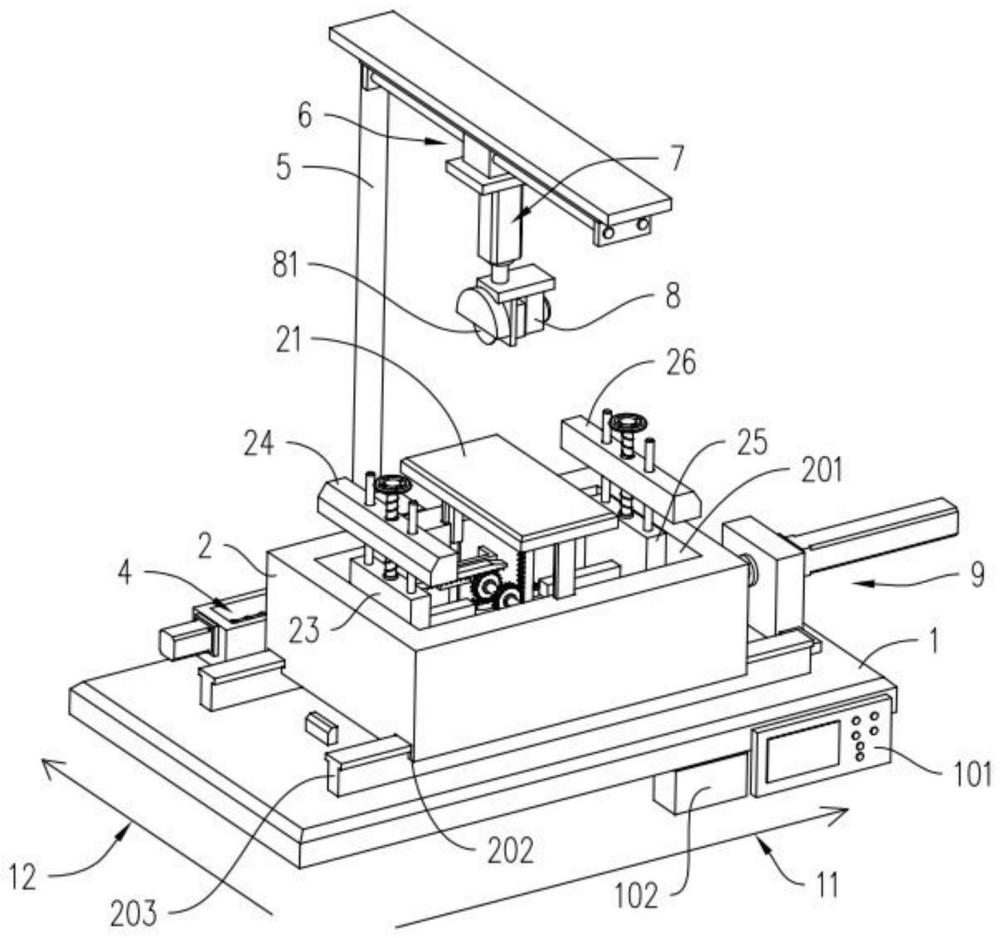
3、汽车零件检具线切割机,包括工作台以及具有切割刀盘的切割装置,定义工作台长度方向为x方向,宽度方向为y方向,工作台上方设有内部具有上下贯通的内腔的定位座,切割装置通过三轴移动组设在定位座上方处,内腔内沿x方向的一侧设有顶部具有夹板a的移动座a,另一侧设有顶部具有夹板b的移动座b,定位座上方位于夹板a和移动座b之间设有放置座,移动座a朝向移动座b的一侧表面为基准面a,夹板a朝向夹板b的一侧表面为基准面b,基准面a与基准面b保持齐平,移动座a底部固定有限位板,工作台上表面固定有与限位板抵触配合的限位块,限位块与限位板抵触的一侧表面嵌入安装有微触开关,工作台上方一侧设有用于带动定位座沿x方向平移调节的第四驱动机构。
4、由此可见,在切线时将检具底座夹紧固定,防止检具底座随意偏移,并依次完成检具底座的自动巡边、切割刀盘的自动初始定位,使切割刀盘和检具底座与基准面b贴合的侧边均与零刻度线对齐,通过第一驱动机构带动切割刀盘在x方向上进给,依次与检具线所在的位置对准,结合第二驱动机构带动切割刀盘沿检具线长度轨迹走过,完成切线动作,自动化程度高,定位效果好,保证切线精度,切线效率高。
5、优选的,内腔位于x方向上的两侧内壁分别固定有导杆,移动座a和移动座b对应滑动套装在导杆上,内腔位于y方向上的两侧内壁上分别设有竖直延伸的滑槽b,放置座底部两侧分别固定有竖直延伸的导轨b,导轨b对应滑动卡设在滑槽b内,内腔内设有联动机构,联动机构包括通过安装架转动安装在内腔内的轴杆、固定套装在轴杆上的齿轮a和齿轮b、竖直地固定在放置座下表面的齿条a、固定在移动座a的基准面a上的齿条b以及固定在移动座b朝向移动座a一侧的表面上的齿条c;齿条a对应与齿轮a啮合,齿条b对应与齿轮b上方啮合,齿条c对应与齿轮b的下方啮合。
6、利用检具底座自身动作下压放置座作为动力,结合轴杆、齿轮a、齿条a、齿轮b、齿条b和齿条c相互之间的配合形成的联动作用,驱动夹板a和夹板b相互靠近将检具底座夹紧,无需配设额外的驱动源,减少设备成本的投入,结构布局合理,实用性高,且能够夹持不同尺寸的检具底座,自适应程度高,上下料方便快捷。
7、优选的,齿条a底部固定有底盘,内腔内且位于底盘下方固定有支架,支架上表面竖直地固定有阻尼伸缩杆,阻尼伸缩杆顶端与底盘下表面固定,阻尼伸缩杆外部套设有弹簧,弹簧顶端与底盘底部固定,弹簧底端与支架上表面固定。
8、在检具底座压动放置座和齿条a下移时,能够带动底盘下移对弹簧和阻尼伸缩杆进行压缩,利用弹簧和阻尼伸缩杆的配合起到阻尼缓冲效果,保证下降速度匀缓,避免下降过快而导致夹板a和夹板b与检具底座侧边发生过度撞击,其次,利用弹簧提供的弹性作用,使得放置座上移复位时更加轻松。
9、优选的,第四驱动机构包括固定在工作台上表面一侧的装配架、固定在装配架一侧并沿x方向延伸的气缸a以及固定连接在定位座侧部的连接臂,装配架的伸缩杆端部与连接臂固定连接,工作台底部两侧分别设有滑槽a,工作台上表面固定有两条导轨a,导轨a对应滑动卡装在滑槽a内。
10、通过气缸a伸缩工作,在连接臂的连接作用下能够带动定位座在x方向上进行往复平移,且驱动稳定,另外利用滑槽a和导轨a的配合,起到导向限位作用,保证定位座的平移足够平顺稳定。
11、优选的,三轴移动组包括用于带动切割装置沿x方向平移调节的第一驱动机构、用于带动切割装置沿y方向平移调节的第二驱动机构以及用于带动切割装置升降调节的第三驱动机构,第一驱动机构包括固定在工作台上表面位于定位座后侧的导座、转动安装在导座的导槽内的螺纹杆、固定在导座一侧端部上的驱动电机以及限位滑动安装在导槽内并螺纹匹配套装在螺纹杆上的螺母座,驱动电机输出轴与螺纹杆的一侧端部固定连接,螺母座顶部固定有竖直向上延伸的立柱,第二驱动机构包括固定在立柱顶端的悬架、布置在悬架下表面的动力导轨以及安装在动力导轨上并能沿y方向进行滑动的驱动座,第三驱动机构包括固定在驱动座下表面的安装座、竖直地固定在安装座下表面的气缸b以及固定在气缸b伸缩杆端部的固定座,切割装置安装在固定座的下方。
12、通过驱动电机正、反向转动工作,能够驱动螺纹杆在导槽内正反向转动,进而能够螺纹驱动螺母座在导槽内往复平移,为切割装置在x方向上的平移调节提供稳定的驱动。通过动力导轨工作能够驱动动力导轨在y方向上平移,进而带动切割装置在y方向上进行平移调节,使切割刀盘能够走出检具线的轨迹,完成切线动作,直线度高,且悬架驱动动力导轨的移动的范围足够覆盖检具线的长度,保证切线的有效性。通过气缸b伸缩工作,能够带动切割装置上下移动,一方面实现切割刀盘下压切割动作与上移收到动作,另一方面能够带动切割装置升降至不同位置,以便对不同尺寸的检具底座进行切线加工。
13、优选的,夹板a和夹板b上均设有上下贯通的螺纹孔,移动座a和移动座b的顶部均转动安装有竖直向上延伸的调节螺杆,调节螺杆对应螺纹匹配贯穿安装在螺纹孔内,夹板a和夹板b上均设有上下贯通的导孔,移动座a和移动座b的顶部均竖直地固定有限位杆,限位杆对应滑动贯穿安装在导孔内。
14、通过旋拧调节螺杆,在与螺纹孔的螺纹驱动作用下,能够带动夹板a或夹板b沿限位杆上下移动,可对夹板a和夹板b的高度进行调节,便于夹紧不同尺寸的检具底座,适配性好。
15、优选的,工作台的前侧安装有二者之间电性连接的控制面板和控制器,控制器与微触开关、驱动电机、动力导轨、气缸b以及气缸a之间分别电性连接。
16、通过控制面板输入相应的工作命令,并将命令传递至控制器,由控制器控制驱动电机、动力导轨、气缸b以及气缸a分别进行相应的工作,以便实现不同的动作,具有自动化控制效果。
17、本发明还提供了一种汽车零件检具线切割机的定位方法,具体包括以下步骤:
18、s1:将检具底座放置在放置座上,利用夹板a和夹板b将检具底座夹持固定;
19、s2:通过第四驱动机构推动定位座在x方向上移动,直至限位板与限位块抵触,完成检具底座的自动寻边;
20、s3:通过第一驱动机构工作带动切割装置在x方向上移动至复位状态,完成切割刀盘的初始定位;
21、s4:通过三轴移动组带动切割刀盘按照检具线的所在点位进给相应的量,依次对准每个切割位置,进行切线加工。
22、利用本发明提供的定位方法在对检具底座进行切线加工时,能够实现自动巡边与刀具的初始定位,定位精度高,保证切线精度。
23、与现有技术相比,本发明的有益效果如下。
24、1.本发明在切线时将检具底座夹紧固定,防止检具底座随意偏移,并依次完成检具底座的自动巡边、切割刀盘的自动初始定位,使切割刀盘和检具底座与基准面b贴合的侧边均与零刻度线对齐,通过第一驱动机构带动切割刀盘在x方向上进给,依次与检具线所在的位置对准,结合第二驱动机构带动切割刀盘沿检具线长度轨迹走过,完成切线动作,自动化程度高,定位效果好,保证切线精度,切线效率高。
25、2.本发明在对检具底座进行自行巡边时,利用限位板与微触开关的触碰时产生信号,微触开关反应灵敏迅速,响应更迅速,且存在误差小,提高了自动巡边时的精确度,进一步提高了切线的精度。
26、3.本发明利用检具底座自身动作下压放置座作为动力,结合轴杆、齿轮a、齿条a、齿轮b、齿条b和齿条c相互之间的配合形成的联动作用,驱动夹板a和夹板b相互靠近将检具底座夹紧,无需配设额外的驱动源,减少设备成本的投入,结构布局合理,实用性高,且能够夹持不同尺寸的检具底座,自适应程度高,上下料方便快捷。
- 还没有人留言评论。精彩留言会获得点赞!