八自由度机器人联动焊接外部轴轨迹自动编程方法和装置
本发明涉及机器人设计,特别是涉及一种八自由度机器人联动焊接外部轴轨迹自动编程方法和一种八自由度机器人联动焊接外部轴轨迹自动编程方法装置。
背景技术:
1、大型管道相贯线焊接一般采用6r工业机器人。由于相贯线是复杂三维曲线,需要给机器人配上外部轴,增加自由度,使工件与焊枪之间形成满足焊接工艺要求的平焊或船形焊姿态。采用离线编程生成可用联动焊接程序是提高生产效率与焊接质量的重要技术。
2、目前的离线编程软件需要用户针对一段轨迹自定义一个外部轴目标值或者使用智能寻优方法自动计算外部轴目标值。这两种方式,前者对于复杂曲线,直接估算外部轴目标值难度大,不同段轨迹之间的焊缝衔接不连续,焊接一段轨迹时,变位机实际上是不动的,没有发挥变位机联动功能,降低机器人可达性、灵活度与非奇异性,焊接效果差;后者智能寻优算法复杂,求解速度慢,寻优具有随机性,得到的外部轴目标值不一定能让焊枪与工件之间形成的焊接角度满足焊接工艺要求。
技术实现思路
1、鉴于上述问题,提出了本发明以便提供一种克服上述问题或者至少部分地解决上述问题的一种八自由度机器人联动焊接外部轴轨迹自动编程方法和相应的一种八自由度机器人联动焊接外部轴轨迹自动编程装置。
2、本发明公开了一种八自由度机器人联动焊接外部轴轨迹自动编程方法,所述方法包括:
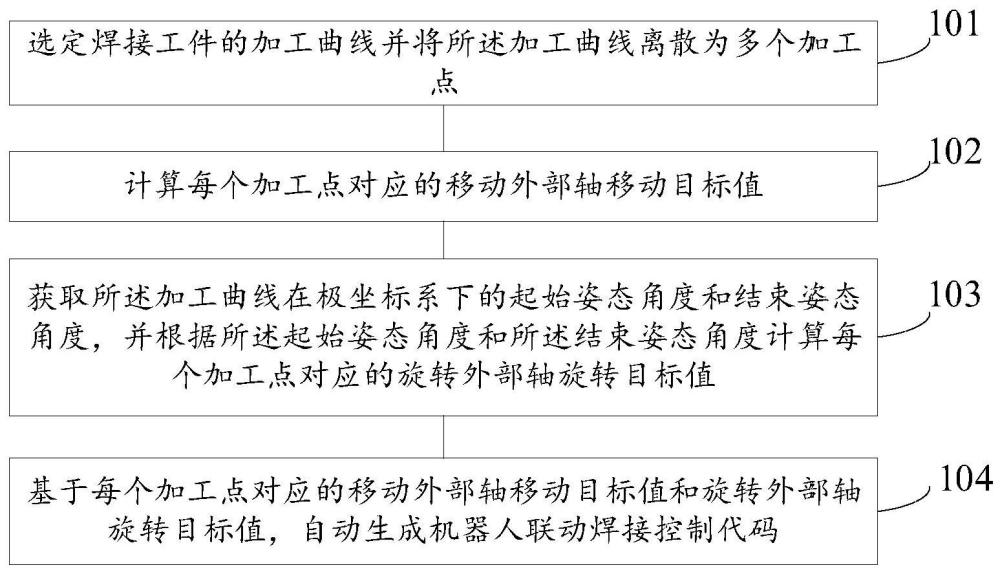
3、选定焊接工件的加工曲线并将所述加工曲线离散为多个加工点;
4、计算每个加工点对应的移动外部轴移动目标值;
5、获取所述加工曲线在极坐标系下的起始姿态角度和结束姿态角度,并根据所述起始姿态角度和所述结束姿态角度计算每个加工点对应的旋转外部轴旋转目标值;
6、基于每个加工点对应的移动外部轴移动目标值和旋转外部轴旋转目标值,自动生成机器人联动焊接控制代码。
7、可选地,计算每个加工点对应的移动外部轴移动目标值的步骤,包括:
8、获取平移变位机以加工点为基准沿移动外部轴方向的偏移量;
9、针对每一目标加工点,分别获取目标加工点、机器人、移动外部轴相对于世界坐标系的位姿描述;
10、根据目标加工点、机器人、移动外部轴相对于世界坐标系的位姿描述,分别计算目标加工点、机器人相对于移动外部轴的位姿描述;
11、根据目标加工点、机器人相对于移动外部轴的位姿描述,计算将移动外部轴从其当前位置移动到目标加工点的移动量;
12、基于所述移动量和所述偏移量,计算所述移动外部轴从目标加工点移动到所述偏移量对应的位置的总偏移量;
13、根据所述总偏移量以及移动外部轴相对于世界坐标系的位姿描述计算目标加工点对应的移动外部轴移动目标值。
14、可选地,计算每个加工点对应的移动外部轴移动目标值的步骤,包括:
15、针对每一目标加工点,分别获取目标加工点、机器人、移动外部轴相对于世界坐标系的位姿描述;
16、根据目标加工点、机器人、移动外部轴相对于世界坐标系的位姿描述,分别计算目标加工点、机器人相对于移动外部轴的位姿描述;
17、根据目标加工点、机器人相对于移动外部轴的位姿描述,计算将移动外部轴从其当前位置移动到目标加工点的移动量;
18、根据所述移动量以及移动外部轴相对于世界坐标系的位姿描述计算目标加工点对应的移动外部轴移动目标值。
19、可选地,获取所述加工曲线在极坐标系下的起始姿态角度和结束姿态角度,并根据所述起始姿态角度和所述结束姿态角度计算每个加工点对应的旋转外部轴旋转目标值的步骤,包括:
20、获取所述加工曲线在极坐标系下的起始姿态角度和结束姿态角度,计算每一加工点与所述起始姿态角度和所述结束姿态角度在极坐标系下的偏差值,得到每个加工点对应的旋转外部轴旋转目标值。
21、可选地,获取所述加工曲线在极坐标系下的起始姿态角度和结束姿态角度,计算每一加工点与所述起始姿态角度和所述结束姿态角度在极坐标系下的偏差值,得到每个加工点对应的旋转外部轴旋转目标值的步骤,包括:
22、获取所述加工曲线在极坐标系下的起始姿态角度和结束姿态角度,以及每一加工点、旋转外部轴相对于世界坐标系的位姿描述;
23、在所述起始姿态角度和所述结束姿态角度之间均匀插补多个加工姿态角度;
24、在与旋转外部轴轴向垂直的平面上构建极坐标系,并将极坐标系的零位与旋转变位机的零位重合;
25、将空间中的加工点投影到与旋转外部轴轴向垂直的平面上,并将投影点转换为极坐标系点位;
26、根据每一投影点的极坐标系点位,以及所述起始姿态角度和所述结束姿态角度,计算每个加工点对应的旋转外部轴旋转目标值。
27、本发明还公开了一种八自由度机器人联动焊接外部轴轨迹自动编程装置,所述装置包括:
28、加工点确定模块,用于选定焊接工件的加工曲线并将所述加工曲线离散为多个加工点;
29、移动目标值计算模块,用于计算每个加工点对应的移动外部轴移动目标值;
30、旋转目标值计算模块,用于获取所述加工曲线在极坐标系下的起始姿态角度和结束姿态角度,并根据所述起始姿态角度和所述结束姿态角度计算每个加工点对应的旋转外部轴旋转目标值;
31、自动编程模块,用于基于每个加工点对应的移动外部轴移动目标值和旋转外部轴旋转目标值,自动生成机器人联动焊接控制代码。
32、可选地,移动目标值计算模块包括:
33、偏移量获取子模块,用于获取平移变位机以加工点为基准沿移动外部轴方向的偏移量;
34、第一世界坐标系位姿获取子模块,用于针对每一目标加工点,分别获取目标加工点、机器人、移动外部轴相对于世界坐标系的位姿描述;
35、第一相对位姿计算子模块,用于根据目标加工点、机器人、移动外部轴相对于世界坐标系的位姿描述,分别计算目标加工点、机器人相对于移动外部轴的位姿描述;
36、第一移动量计算子模块,用于根据目标加工点、机器人相对于移动外部轴的位姿描述,计算将移动外部轴从其当前位置移动到目标加工点的移动量;
37、总偏移量计算子模块,用于基于所述移动量和所述偏移量,计算所述移动外部轴从目标加工点移动到所述偏移量对应的位置的总偏移量;
38、第一移动目标值计算子模块,用于根据所述总偏移量以及移动外部轴相对于世界坐标系的位姿描述计算目标加工点对应的移动外部轴移动目标值。
39、可选地,移动目标值计算模块包括:
40、第二世界坐标系位姿获取子模块,用于针对每一目标加工点,分别获取目标加工点、机器人、移动外部轴相对于世界坐标系的位姿描述;
41、第二相对位姿计算子模块,用于根据目标加工点、机器人、移动外部轴相对于世界坐标系的位姿描述,分别计算目标加工点、机器人相对于移动外部轴的位姿描述;
42、第二移动量计算子模块,用于根据目标加工点、机器人相对于移动外部轴的位姿描述,计算将移动外部轴从其当前位置移动到目标加工点的移动量;
43、第二移动目标值计算子模块,用于根据所述移动量以及移动外部轴相对于世界坐标系的位姿描述计算目标加工点对应的移动外部轴移动目标值。
44、可选地,旋转目标值计算模块包括:
45、旋转目标值计算子模块,用于获取所述加工曲线在极坐标系下的起始姿态角度和结束姿态角度,计算每一加工点与所述起始姿态角度和所述结束姿态角度在极坐标系下的偏差值,得到每个加工点对应的旋转外部轴旋转目标值。
46、可选地,旋转目标值计算子模块包括:
47、始末姿态角度及位姿获取单元,用于获取所述加工曲线在极坐标系下的起始姿态角度和结束姿态角度,以及每一加工点、旋转外部轴相对于世界坐标系的位姿描述;
48、插补单元,用于在所述起始姿态角度和所述结束姿态角度之间均匀插补多个加工姿态角度;
49、极坐标系构建单元,用于在与旋转外部轴轴向垂直的平面上构建极坐标系,并将极坐标系的零位与旋转变位机的零位重合;
50、坐标转换单元,用于将空间中的加工点投影到与旋转外部轴轴向垂直的平面上,并将投影点转换为极坐标系点位;
51、旋转目标值计算单元,用于根据每一投影点的极坐标系点位,以及所述起始姿态角度和所述结束姿态角度,计算每个加工点对应的旋转外部轴旋转目标值。
52、本发明包括以下优点:
53、本发明的八自由度机器人联动焊接外部轴轨迹自动编程方法,通过选中焊接工件的加工曲线并将加工曲线离散为多个加工点,计算每个加工点对应的移动外部轴移动目标值,获取加工曲线在极坐标系下的起始姿态角度和结束姿态角度,并根据起始姿态角度和结束姿态角度计算每个加工点对应的旋转外部轴旋转目标值,基于每个加工点对应的移动外部轴移动目标值和旋转外部轴旋转目标值,自动生成机器人联动焊接控制代码。本发明能根据加工点的位置和用户输入的偏移量自动计算移动外部轴移动目标值,根据用户输入的始末姿态角度自动计算旋转外部轴旋转目标值,再进一步基于移动外部轴移动目标值和旋转外部轴旋转目标值规划出具有多个离散加工点的光顺八自由度联动焊接轨迹,并自动生成机器人联动焊接控制代码。极大减少了焊接工程师的计算工作量,减少估算和焊接工程师计算可能存在的误差,提高了计算的准确度,并可实现多段轨迹加工角度的平滑过渡,降低焊接工程师对轨迹的编程复杂度,生成时间快,提高编程效率。
- 还没有人留言评论。精彩留言会获得点赞!