一种燃气轮机锁紧连接装置的专用装卸工装的制作方法
本发明属于拆装工具,具体涉及一种燃气轮机锁紧连接装置的专用装卸工装。
背景技术:
1、航改型燃气轮机是指将航空发动机加以改造,配加动力涡轮,使其性能符合使用需求。随着航空发动机和航改型燃气轮机技术日新月异地发展,使得轻型燃气轮机和同功率等级的重型或混合型工业燃气轮机相比,不仅重量轻而且热效率髙,被广泛应用于舰船动力、近代输气管道的压缩机驱动、分布式能源发电等领域。国内外众多科技工作者也对其开展了大量的研究工作,并在较短时间内已经取得了跨越式的发展。燃气轮机转子一般压气机转子和涡轮转子组成,部分机型为双转子结构,即高、低压压气机和高、低压涡轮,这两个转子分别装配完成后,通过连接装置将二者固连到一起。但是,由于转子系的轴向尺寸很长,尤其是涡轮转子需要使用一根长空心轴来穿过燃烧室,与压气机转子连接;连接装置所处的位置空间有限且狭小,一般都位于轴端内孔中;装配时,燃气轮机其余结构都装配到位后,进行转子最终连接时候,才能最终拧紧锁紧连接装置,但此时锁紧连接装置(又叫做大扭矩螺母)所处的位置存在空间密封、深腔内不可达、装配力矩极大、普通工具难以实现等问题;锁紧连接装置必须能够在保证定位的同时具备拆装和锁紧等需求,导致一般的连接装置或者结构(如法兰联轴器、轴端螺母、圆弧端齿、卡爪等)无法满足要求。
2、因此,现有技术中设计了公开号为cn114687861b、专利名称为一种燃气轮机转子的锁紧连接装置,包括拉紧螺母和锁紧衬套;所述锁紧衬套设在拉紧螺母外,锁紧衬套能够相对于拉紧螺母的轴向进行滑动,以将锁紧衬套置于解锁工位或锁紧工位上;锁紧衬套处于解锁工位时,所述拉紧螺母能够相对于锁紧衬套转动,以使其旋紧到涡轮轴的前端;锁紧衬套处于锁紧状态时,该锁紧衬套能够同时与拉紧螺母和压气机后轴颈花键配合。本方案中的结构简单、体积小、稳定性强,能在狭窄的密封装配空间中实现大扭矩螺母拆装和精准锁紧,配套工装设计简单,容易加工,保证涡轮轴的可靠连接,操作简单避免了复杂工艺流程的实施,提高了操作效率,保证了拆装质量。
3、但是由于该锁紧连接装置的使用位置位于燃气轮机的压气机转子与涡轮转子的连接处,具有较深的深度,同时需要实现拉紧螺母和锁紧衬套的相互配合,很难通过普通的工具来实现拆装和锁紧,因此,有必要设计一种专用工装,来实现该锁紧连接装置的拆装作业。
技术实现思路
1、为了解决现有技术存在的上述问题,本方案提供了一种燃气轮机锁紧连接装置的专用装卸工装。
2、本发明所采用的技术方案为:
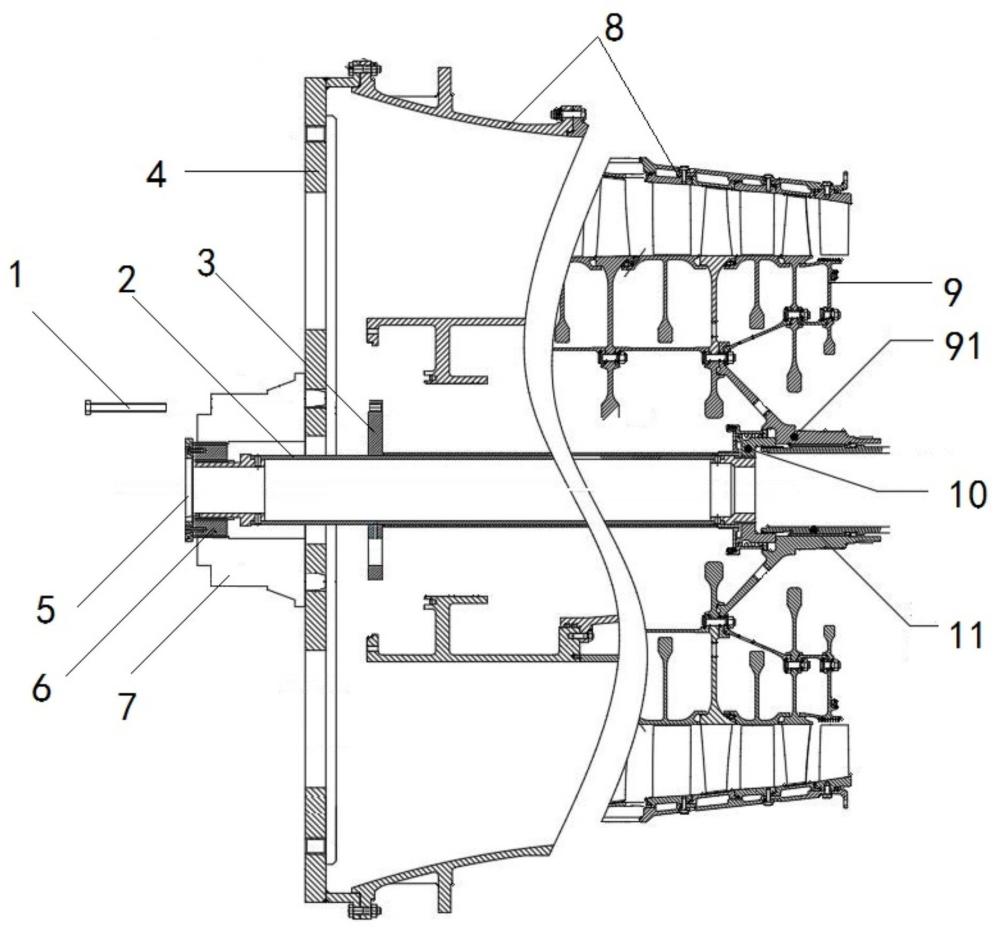
3、一种燃气轮机锁紧连接装置的专用装卸工装,包括内工装轴杆、外工装管套、支撑座板和力矩放大器等;
4、支撑座板固定于燃气轮机的压气机机匣的前端;在支撑座板的中部设置有中心孔;力矩放大器安装于所述支撑座板的前端面上;
5、所述内工装轴杆呈长管状或长杆状;在内工装轴杆的后端设置有后端外花键,所述后端外花键用于与锁紧连接装置拉紧螺母的螺母内花键咬合;在内工装轴杆的前端设置有前端连接件,所述前端连接件用于连接力矩放大器的输出轴;力矩放大器用于与扭力扳手连接;
6、所述外工装管套呈长管状;外工装管套套装在内工装轴杆外,并能够相对于内工装轴杆进行周向转动和轴向移动;在外工装管套的后端设置有后端外螺纹,所述后端外螺纹用于螺纹连接锁紧连接装置传力衬套;在外工装管套的前端设置有转动盘,所述转动盘间隔设置在所述支撑座板的后侧;
7、旋转外工装管套时能够使锁紧连接装置进行解锁或锁紧。
8、作为上述专用装卸工装的备选或补充:所述内工装轴杆包括第一管部和后端连接件,后端连接件可拆卸的连接于所述第一管部的后端,所述后端外花键设置于后端连接件的外侧壁上。
9、作为上述专用装卸工装的备选或补充:所述内工装轴杆还包括前端连接件,前端连接件可拆卸的连接于所述第一管部的前端。
10、作为上述专用装卸工装的备选或补充:所述外工装管套包括第二管部,所述第二管部的内径大于第一管部的外径;第二管部的长度小于第一管部的长度。
11、作为上述专用装卸工装的备选或补充:所述第二管部的后端可拆卸的连接有外螺纹环,后端外螺纹设置于所述外螺纹环上。
12、作为上述专用装卸工装的备选或补充:所述第二管部的前端可拆卸的连接转动盘。
13、作为上述专用装卸工装的备选或补充:在转动盘的中心设置有盘孔,在转动盘的盘面上设置有拆装孔,在拆装孔的孔壁上设置有径向压紧螺栓,所述径向压紧螺栓的尖端能够穿出盘孔的孔壁并能够抵紧内工装轴杆。
14、作为上述专用装卸工装的备选或补充:所述内工装轴杆的前端连接件与力矩放大器之间设置有转接套。
15、作为上述专用装卸工装的备选或补充:所述转接套的固定连接有挡板。
16、作为上述专用装卸工装的备选或补充:所述支撑座板呈长条板形,所述支撑座板的两端设置有安装孔,支撑座板的中部设置有弧形孔和拉紧孔,所述弧形孔环布于中心孔的外周侧并用于力矩放大器安装时的定位,所述拉紧孔设置于中心孔的径向外侧,并用于安装螺钉的穿过。
17、本发明的有益效果为:
18、1、本方案中的专用装卸工装能够针对燃气轮机锁紧连接装置的安装位置特殊、锁紧方式特殊、处于密封的内腔中的特点,通过专用装卸工装与锁紧连接装置的可靠连接,解决了密封深腔内锁紧连接装置的拆装问题;
19、2、本方案通过力矩放大器,使得专用装卸工装具备大扭矩的拧紧功能,实现可靠的锁紧与解锁;通过径向压紧螺栓,使得专用装卸工装在拆装时,具备更好的稳定性和可操作性;
20、3、本方案中的工装在加工和维护上较为简单、容易,专用装卸工装的使用方法也相对简单,有利于促进锁紧连接装置在拆装工艺中的广泛应用。
技术特征:
1.一种燃气轮机锁紧连接装置的专用装卸工装,其特征在于:包括内工装轴杆(2)、外工装管套(3)、支撑座板(4)、力矩放大器(7);
2.根据权利要求1所述的燃气轮机锁紧连接装置的专用装卸工装,其特征在于:所述内工装轴杆(2)包括第一管部和后端连接件,后端连接件可拆卸的连接于所述第一管部的后端,所述后端外花键(22)设置于后端连接件的外侧壁上。
3.根据权利要求2所述的燃气轮机锁紧连接装置的专用装卸工装,其特征在于:所述内工装轴杆(2)还包括前端连接件(21),前端连接件(21)可拆卸的连接于所述第一管部的前端。
4.根据权利要求2或3所述的燃气轮机锁紧连接装置的专用装卸工装,其特征在于:所述外工装管套(3)包括第二管部,所述第二管部的内径大于第一管部的外径;第二管部的长度小于第一管部的长度。
5.根据权利要求4所述的燃气轮机锁紧连接装置的专用装卸工装,其特征在于:所述第二管部的后端可拆卸的连接有外螺纹环,后端外螺纹(32)设置于所述外螺纹环上。
6.根据权利要求5所述的燃气轮机锁紧连接装置的专用装卸工装,其特征在于:所述第二管部的前端可拆卸的连接转动盘(31)。
7.根据权利要求6所述的燃气轮机锁紧连接装置的专用装卸工装,其特征在于:在转动盘(31)的中心设置有盘孔,在转动盘(31)的盘面上设置有拆装孔,在拆装孔的孔壁上设置有径向压紧螺栓(33),所述径向压紧螺栓(33)的尖端能够穿出盘孔的孔壁并能够抵紧内工装轴杆(2)。
8.根据权利要求1-3任意一项所述的燃气轮机锁紧连接装置的专用装卸工装,其特征在于:所述内工装轴杆(2)的前端连接件(21)与力矩放大器(7)之间设置有转接套(6)。
9.根据权利要求8所述的燃气轮机锁紧连接装置的专用装卸工装,其特征在于:所述转接套(6)的固定连接有挡板(5)。
10.根据权利要求1所述的燃气轮机锁紧连接装置的专用装卸工装,其特征在于:所述支撑座板(4)呈长条板形,所述支撑座板(4)的两端设置有安装孔(44),支撑座板(4)的中部设置有弧形孔(42)和拉紧孔(43),所述弧形孔(42)环布于中心孔(41)的外周侧并用于力矩放大器(7)安装时的定位,所述拉紧孔(43)设置于中心孔(41)的径向外侧,并用于安装螺钉(1)的穿过。
技术总结
本发明属于燃气轮机上锁紧连接装置的拆装工具技术领域,具体涉及一种燃气轮机锁紧连接装置的专用装卸工装,包括内工装轴杆、外工装管套、支撑座板和力矩放大器;在内工装轴杆的后端设置有后端外花键;在内工装轴杆的前端设置有前端连接件;力矩放大器用于与扭力扳手连接;外工装管套套装在内工装轴杆外,并能够相对于内工装轴杆进行周向转动和轴向移动;旋转外工装管套时能够使锁紧连接装置进行解锁或锁紧。本方案中涉及到的专用装卸工装能够针对燃气轮机锁紧连接装置的安装位置特殊、锁紧方式特殊、处于密封的内腔中、操作困难的特点,通过专用装卸工装与锁紧连接装置在一个操作系统中的可靠连接,实现了密封深腔内锁紧连接装置的拆装问题。
技术研发人员:刘金志,王鸣,杨斌,蒋印,顾佳崎
受保护的技术使用者:成都中科翼能科技有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!