塑料袋的装订装置的制作方法
1.本发明涉及塑料袋加工技术领域,尤其涉及一种用于塑料袋加工的塑料袋的装订装置。
背景技术:
2.目前,塑料薄膜袋叠的装订一种采用金属钉针(如订书针)或扣件、硬塑料钉针或扣件等材料装订,由于使用与塑料薄膜不相同的材料装订在作为废料的挂袋料头上,使挂袋料头的再循环利用非常困难。
3.另外一种将塑料薄膜袋叠打孔,但是现有技术冲孔刀加工,每次冲孔产生的废料为一叠分散的圆形薄片,污染现场环境,使回收和再循环使用困难。
技术实现要素:
4.本技术方案实施例的目的在于提供一种利于回收和循环再利用的塑料袋的装订装置。
5.本发明提供一种塑料袋的装订装置,包括用于放置待加工塑料薄膜袋叠的加工平台,其包括
6.压料板组件,包括压料板、压料下压组件、压料动力组件,所述压料板安装于压料下压组件的下方,压料动力组件控制压料下压组件下压压料板,以靠近待加工塑料薄膜袋叠;
7.热冲孔刀组件,包括内设有加热条的热冲孔刀、热冲孔刀下压组件、热冲孔刀驱动组件,所述热冲孔刀连接于热冲孔刀下压组件的下方,所述热冲孔刀下压组件连接于热冲孔刀驱动组件,热冲孔刀驱动组件驱动所述热冲孔刀下压组件下压带动热冲孔刀上下移动以靠近或者远离待加工的塑料薄膜叠袋;
8.控制组件,所述压料板组件、热冲孔刀组件均与控制组件信号连接,所述控制组件控制所述压料板组件对所述对待加工的塑料薄膜叠袋进行下压;所述控制组件控制所述热冲孔刀组件对待加工的塑料薄膜叠袋进行冲孔。
9.进一步的,还包括用于进行待加工塑料薄膜袋叠的切边的热切刀组件;
10.所述热切刀组件包括内设有加热管的热切刀、热切刀驱动件、热切刀连接杆,热切刀连接杆连接于热切刀驱动件的输出端。热切刀驱动件驱动热切刀连接杆上下移动,从而带动热切刀靠近或者远离待加工塑料薄膜袋叠。
11.进一步的,热冲孔刀包括冲头部、刀体储热部、以及刀柄防转定位部,所述冲头部固定于刀体储热部下方,所述刀体储热部固定于刀柄防转定位部。
12.进一步的,所述冲头部沿刀刃口向内开设防废料倒流结构,所述防废料倒流结构的出口位于冲头部的侧壁。
13.进一步的,述热冲孔刀还包括隔热板、热冲孔刀座、热冲刀连板,所述隔热板固定于热冲孔刀座、热冲刀连板之间。
14.进一步的,所述热切刀组件还包括隔热组件,所述隔热组件包括隔热杆以及隔热连接板,隔热间隔的固定于热切刀上表面,所述隔热杆与隔热连接板固定连接。
15.进一步的,所述废料边铲刀组件用于将热切边组件的热切刀所粘带的废料边铲除,所述废料边铲刀组件倾斜的设置于热切刀组件侧边。
16.进一步的,还包括用于清扫落在工作平台上的废料的边废料清扫刷组件,所述边废料清扫刷组件包括清扫刷、摆动组件、以及清扫动力组件,所述清扫刷固定安装于摆动组件下方,所述清扫动力组件驱动摆动组件摆动,清扫刷随摆动组件的摆动而摆动。
17.进一步的,所述压料下压组件包括顶杆、2个拉钩、拉紧件、拉紧滚轮、用于安装拉近滚轮的拉紧支架,所述顶杆与压料板滚动连接,2个所述拉钩分别固定在压料板的上表面,并位于顶杆的两侧,所述拉紧件跨接在拉紧滚轮上且两端分别连接于拉钩,所述拉紧件使压料板的上表面顶紧顶杆,使压料板弹性固定。
18.进一步的,还包括切边定位组件,所述切边定位组件设于加工平台上,所述切边定位组件包括用于待加工塑料薄膜定位的定位条。
19.本发明的塑料袋的装订装置在装订时,冲孔采用热冲孔刀,不会产生分散的废料薄片,而是形成长条状废料条,废料易于回收,挂袋料头作为废料,因无其他装订材料,便于再循环利用,非常环保,袋叠外观更整洁。
附图说明
20.为了更清楚地说明本技术方案的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
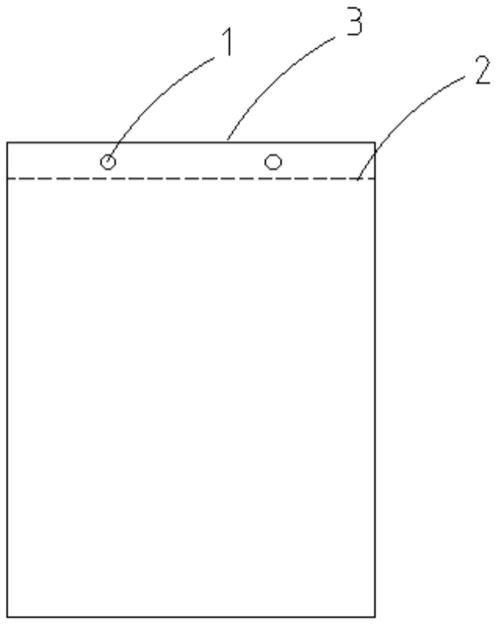
21.图1是本发明实施例提供的待加工的塑料袋叠的平面示意图。
22.图2是本发明实施例提供的塑料袋的装订装置的整体结构图。
23.图3a是本发明实施例提供的塑料袋的装订装置的切边定位组件的侧视图。
24.图3b是本发明实施例提供的塑料袋的装订装置的切边定位组件的附视图。
25.图4a是本发明实施例提供的塑料袋的装订装置的压料板组件的正视图。
26.图4b是本发明实施例提供的塑料袋的装订装置的压料板组件的附视图。
27.图5a是本发明实施例提供的塑料袋的装订装置的热冲孔刀组件正视图。
28.图5b是本发明实施例提供的塑料袋的装订装置的热冲孔刀组件侧视图。
29.图5c是本发明实施例提供的塑料袋的装订装置的热冲孔刀组件的热冲刀的剖视图。
30.图6a是本发明实施例提供的塑料袋的装订装置的热切刀组件正视图。
31.图6b是本发明实施例提供的塑料袋的装订装置的热切刀组件侧视图。
32.图7a是本发明实施例提供的塑料袋的装订装置的废料边铲刀组件正视图。
33.图7b是本发明实施例提供的塑料袋的装订装置的废料边铲刀组件侧视图。
34.图8是本发明实施例提供的塑料袋的装订装置的边废料清扫刷组件正视图。
具体实施方式
35.下面将结合本技术方案实施例中的附图,对本技术方案实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术方案一部分实施例,而不是全部的实施例。基于本技术方案中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.请参阅图1,图中的待加工塑料薄膜袋叠设有热冲挂孔1、撕裂线2以及热切封装边3。
37.塑料袋的装订装置包括用于放置待加工塑料薄膜袋叠的加工平台4、料叠检测传感器组件10、切边定位组件20、压料板组件30、热冲孔刀组件40、热切刀组件50、废料边铲刀组件60、边废料清扫刷组件70、以及控制组件80。
38.料叠检测传感器组件10、切边定位组件20、压料板组件30、热冲孔刀组件 40、热切刀组件50、废料边铲刀组件60、边废料清扫刷组件70均由控制组件 80进行控制,并执行对应的操作。
39.于本实施例中,切边定位组件20、压料板组件30、热冲孔刀组件40、热切刀组件50、废料边铲刀组件60、边废料清扫刷组件70均设有对应的感应器,每个组件对应的感应器接收到的信号,反馈给控制组件,控制组件的发出相应的指令给对应的组件。
40.塑料袋的装订装置包括机架。切边定位组件20、压料板组件30、热冲孔刀组件40、热切刀组件50、废料边铲刀组件60、边废料清扫刷组件70均安装于机架。
41.料叠检测传感器组件10,设置于加工平台4上。料叠检测传感器组10件用于检测塑料薄膜袋叠的有无,无薄膜袋叠时,装置不能启动。具体在本实施例中,加工平台上设有用于安装料叠检测传感器组件的凹槽。料叠检测传感器组件包括光纤传感器、传感器安装支座。光纤传感器通过螺纹连接于传感器安装支座。光纤传感器的感应端的端面与加工平台平齐。
42.请参阅图3a,3b,切边定位组件20设于加工平台4上。切边定位组件20 包括定位条21、定位固定块22。定位气缸23、气缸连板24、气缸位置调整板25,气缸位置传感器26。定位条21卡定位固定块11内。本实施例中,定位条 21为方形软胶条,定位固定块22的侧边开口,定位条21卡入定位固定块22内。定位固定块22设置于定位气缸23的气缸连板24。定位气缸23安装于气缸位置调整板。气缸位置调整板25固定于加工平台4上。调整定位气缸23的输出轴进出以调整将的定位条21的位置。
43.请参阅图4a、图4b,压料板组件30包括压料板31、压料下压组件32、压料动力组件37。压料板31安装于压料下压组件32的下方,压料动力组件37控制压料下压组件32下压压料板31,以靠近待加工的塑料薄膜叠袋。
44.本实施例中,压料板31的前端设有缓冲弹性条34。较优的,缓冲弹性条 34为胶条,粘于压料板31前端。压料板31的前端还设有避让缺口312。
45.压料下压组件32包括顶杆321、2个拉钩322、拉紧件323、拉紧滚轮324、用于安装拉紧滚轮324的拉紧支架325。顶杆321与压料板31滚动连接。2个拉钩322分别固定在压料板31的上表面,并位于顶杆321的两侧。拉紧件323 跨接在拉紧滚轮324上,且两端分别连接于拉钩322。拉紧件323使压料板31 的上表面顶紧顶杆321,使压料板31弹性固定。拉紧件323可为封闭环形拉紧弹簧。
46.压料动力组件37包括压料动力件371、压料连板372。压料连板372固定安装于压料动力件371的输出轴上。压料连板372通过铰轴373铰接于压料板 31的一端。其中一个的拉钩322固定于压料连板372。
47.本实施例中,压料动力件为气缸。在其他的实施例中,也可以是其他驱动机构,如电机等。
48.请参阅图5a、图5b、图5c,热冲孔刀组件40用于进行待加工塑料薄膜袋叠的打孔。热冲孔刀组件40包括内设有加热条的热冲孔刀41、热冲孔刀下压组件42、热冲孔刀驱动组件45。热冲孔刀41连接于热冲孔刀下压组件42的下方。热冲孔刀下压组件42连接于热冲孔刀驱动组件45,热冲孔刀下压组件42 带动热冲孔刀上41下移动以靠近或者远离待袋加工的塑料叠袋。热冲孔刀下压组件用于热冲图示1中的热冲挂孔1。
49.热冲孔刀41包括冲头部411、刀体储热部413、以及刀柄防转定位部415。冲头部411固定于刀体储热部413。刀体储热部413固定于刀柄防转定位部415。冲头部411沿刀刃口向内开设防废料倒流结构416,且防废料倒流结构416的出 417口位于冲头部411的侧壁。
50.热冲孔刀41还包括隔热板414、热冲孔刀座418、热冲刀连板419。热冲孔刀座418固定套在刀柄防转定位部415外。隔热板414固定于热冲孔刀座418 和热冲刀连板419之间。
51.热冲孔刀41可以根据实际需要进行数量设计,当只需要一个孔时,可仅仅设置一个,当需要两个孔时,则设置两个热冲孔刀。
52.热冲孔刀下压组件42包括导轨422,导向杆423,导向杆423固定于导轨的上侧。导向杆423上下移动时,带动导轨422上下移动。热冲刀连板419安装于的导轨422上,并沿导轨422可滑动。导轨422的设置,使得2个及以上的热冲孔刀41之间的间距可调。
53.热冲孔刀驱动组件45包括热冲孔刀驱动件451,以及连接于热冲孔刀驱动件451输出端的热冲孔刀连杆453。热冲孔刀连杆453固定连接于导轨422。热冲孔刀驱动件451驱动热冲孔刀连杆453上下移动,从而导轨422沿导向杆423 上下,从而使得热冲孔刀41靠近或者远离待加工。
54.本实施例中,热冲孔刀驱动件为气缸。在其他的实施例中,也可以是其他驱动机构,如电机等。
55.请参阅图6a、图6b,热切刀组件50用于进行待加工塑料薄膜袋叠的切边。热切刀组件50包括内设有加热管511的热切刀51、隔热组件53、热切刀驱动件55、热切刀连接杆56。隔热组件53固定设于热切刀连接杆56、热切刀51之间。热切刀连接杆56连接于热切刀驱动件55的输出端。热切刀驱动件55驱动热切刀连接杆56上下移动,从而带动热切刀51靠近或者远离待加工塑料薄膜袋叠。热切刀组件50用于加工图示中1的热切封装边3。
56.热切刀组件50还包括在热切刀连接杆56上下移动时起导向作用的热切刀导向件57,热切刀导向件57固定于隔热组件53上方。
57.隔热组件53包括隔热杆531以及隔热连接板532,隔热杆531间隔的固定于热切刀51上表面。隔热杆531与隔热连接板532固定连接。本实施例中,隔热杆与隔热连接板采用丝杆534连接。
58.请参阅图7a、图7b,废料边铲刀组件60用于将热切边组件50的热切刀51 所粘带的废料边铲除。废料边铲刀组件60倾斜的设置于热切刀组件50侧边。
59.废料边铲刀组件60包括数个铲刀61、铲刀安装板62,铲刀驱动件63。数个铲刀61安
装于铲刀安装板62上。铲刀61和热切刀51对应设置,铲刀61可伸至热切刀51的表面将粘带在热切刀表面的废料条铲除。铲刀安装板62安装于铲刀驱动件63的输出轴。
60.本实例中,铲刀61与铲刀61之间还设有栅隔板64。
61.本实施例中,铲刀驱动件为气缸。在其他的实施例中,也可以是其他驱动机构,如电机等。
62.请参阅图8,边废料清扫刷组件70用于清扫落在工作平台4上的废料。边废料清扫刷组件70边废料清扫刷组件包括清扫刷71、摆动组件72、以及清扫动力组件73。清扫刷71固定安装于摆动组件72下方。清扫动力组件73驱动摆动组件摆动72,清扫刷71随摆动组件72的摆动而摆动。
63.摆动组件72包括转动轴722、摆动臂723。清扫刷71固定安装于转动轴722 的一端,摆动臂723固定安装于转动轴722的另一端。本实施例中,转动轴722 与清扫刷71之间安装有轴承75,以及用于安装轴承75的轴承座76。摆动臂723 与转动轴722之间用固定键77连接。
64.清扫动力组件73包括清扫驱动件731、关节轴承732,关节轴承732安装于清扫驱动件731的输出端。关节轴承732与摆动臂723固定连接。本实施例中,清扫驱动件为气缸。
65.本实施例中,清扫驱动件为气缸。在其他的实施例中,也可以是其他驱动机构,如电机等。
66.以下结合图示以及技术方案对本塑料袋的装订装置的工作原理做进一步的说明。
67.首先将塑料袋的装订装置的工作模式转换至:切边冲孔模式,待热冲孔刀和热切刀的温度达到设定温度后。
68.要装订的塑料薄膜袋叠放置于加工平台。其中,塑料薄膜袋要装订的顶边对齐切边定位组件的定位条。
69.压料下压组件在压料动力组件的驱动下驱动下将压料板向下推动,直至压料板运动至塑料薄膜袋叠的上表面并压紧薄膜袋叠定位。
70.热冲孔刀驱动组件驱动热冲孔刀。热切刀驱动件驱动热切刀。热冲孔刀和热切刀同时运动至塑料薄膜袋叠上,进行热冲孔和热切边。达到设定时间后,热冲孔刀将将薄膜袋叠冲穿,热冲孔刀回缩,完成冲孔工作。热切刀将薄膜袋叠切穿,热切刀回缩,完成切边工作。
71.完成冲孔和切边的塑料薄膜袋叠。取走。料叠检测传感器组件感应工作平台无塑料薄膜,发送指令至控制组件。
72.边废料铲刀组件铲刀伸出,铲除粘在热切刀背面的废料条,被铲掉的废料条掉落在工作平台的表面上。
73.控制组件发送清扫指令。边废料清扫刷组件的清扫驱动件驱动摆动臂从而带动清扫刷摆动,将掉落在工作平台表面的废料条扫离工作平台的表面。
74.其他实施例中,无需要冲孔时,热冲孔刀组件可不工作,只进行热切边组件工作。
75.其他实施例中,无需切边工作时,热切边组件可不工作,只进行热冲孔刀组件。
76.本发明的塑料袋的装订装置在装订时,冲孔采用热冲孔刀,不会产生分散的废料薄片,而是形成长条状废料条,废料易于回收,挂袋料头作为废料,因无其他装订材料,便于再循环利用,非常环保,袋叠外观更整洁。
77.采用本发明的塑料袋的装订装置可在5秒钟内,完成由100个袋子组成袋叠的热切边装订和热冲孔加工,效率很高。
78.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1