一种提高聚酯纤维舒适度的生产工艺的制作方法
1.本发明涉及聚酯纤维技术领域,具体为一种提高聚酯纤维舒适度的生产工艺。
背景技术:
2.聚酯纤维是合成纤维中重要的品种,是以精对苯二甲酸或对苯二甲酸二甲酯和乙二醇为原料,经酯化或酯交换和缩聚反应制得的成纤高聚物,再经纺丝和后处理制成的纤维织物。聚酯纤维弹性好、化学性质稳定、耐磨耐腐蚀、易洗快干,具有丝的光泽、优良的断裂强度及耐光耐热等性能,因此被广泛应用于服装制作、建筑内饰、交通工具内装饰等工业中。但是聚酯纤维同时不具有亲水基团,吸湿性较差,透气透湿性差,加上其织物摩擦产生的静电不能及时消除,使聚酯纤维服用舒适性欠佳。
3.中国专利公开号cn108035009b,一种冬用热湿舒适聚酯纤维fdy丝及其制备方法,制备方法为:将纺丝熔体经计量、复合喷丝板挤出、冷却、上油、拉伸、热定型和卷绕制得冬用热湿舒适聚酯纤维fdy丝,材质为分散有亚光剂的聚酯,制得的机织物的热阻≥0.18m2
·
℃/w,机织物的湿阻≤14pa
·
m2/w,复合喷丝板上同时设有十字形喷丝孔和双十字形喷丝孔,十字形喷丝孔与双十字形喷丝孔的微孔长度比值等于当量直径之比与系数k的乘积,系数k的取值范围为0.97~1.03,上油用的油剂中含有冠醚,冠醚的含量为67.30~85.58wt%。本发明制备方法简单,获得的聚酯纤维fdy丝热湿舒适性性能优异,应用前景可观。
4.中国专利公开号cn102409429b,一种高舒适复合功能聚酯纤维的制备方法,其包括一次酯化反应段、二次酯化反应段、聚合反应工序以及纺丝工序,在一次酯化反应段中引入脂肪族二元羧酸和/或非对位芳基二元羧酸作为第三单体;在二次酯化反应段中引入柔性聚乙二醇作为第四单体;酯化完成后,加入分别用醋酸与乙二醇为溶剂调配的受阻胺类光稳定剂和受阻酚类抗氧剂以及羟基硅油;在聚合反应工序的预聚合结束之后、终聚合之前,加入紫外线吸收剂和抗静电剂。在纺丝工序之前,对聚酯切片进行预结晶和干燥,经熔融纺制三叶、十字、五叶等异形截面纤维,所得聚酯纤维具有优异的抗紫外线、抗静电、抗老化、抗起球以及吸湿速干性能,面料具有高舒适性。
技术实现要素:
5.本发明所解决的技术问题在于提供一种提高聚酯纤维舒适度的生产工艺,以解决上述背景技术中提出的问题。
6.本发明所解决的技术问题采用以下技术方案来实现:一种提高聚酯纤维舒适度的生产工艺,包括以下步骤:
7.步骤一,聚醚酯母粒的制备:
8.将反应容器置于烘箱干燥后,抽真空至室温,加入适量的双氯化铵、己内酯、环氧丙烷和催化剂,加入适量的甲苯溶液,密封反应瓶,置于恒温油浴中搅拌反应,停止反应后,将反应得到的混合物用二氯甲烷溶解后,加入正己烷溶液中,并剧烈搅拌,使聚合物析出并
过滤,进行干燥后得到聚醚酯共聚物;
9.将聚醚酯共聚物放入真空烘箱中进行干燥12h,然后加入双螺杆挤出机进行切片,得到聚醚酯母粒;
10.步骤二,改性切片母粒的制备:
11.先将聚酯切片和聚醚酯母粒放置在鼓风烘箱中进行干燥以除去表面水分,再放入真空烘箱中真空干燥;干燥后将聚酯切片和聚醚酯母粒通过混料机均匀搅拌混合后,将混合的聚酯切片和聚醚酯母粒加入到造粒机中挤出造粒,得到改性切片母粒;
12.步骤三,熔融纺丝:
13.将改性切片母粒和聚酯切片在鼓风烘箱内100℃烘干3h,然后在106℃真空烘箱中真空干燥24h,随后将改性切片母粒和聚酯切片分别加入双螺杆挤出机中进行加工,螺杆挤出后进入纺丝箱体内的纺丝组件中,通过计量泵调节纺丝组件中出来熔体的流量,熔体经过异性喷丝板形成均匀细丝,经侧吹风冷却、上油、拉伸定型和卷绕得到改性纤维丝。
14.作为本发明优选方案:所述己内酯、环氧丙烷在使用前需要在氮气的保护下经过氢化钙回流蒸出。
15.作为本发明优选方案:所述双氯化铵在使用前需要用乙醚溶液重结晶,然后进行纯化、干燥。
16.作为本发明优选方案:所述催化剂为三甲基铝、辛酸亚锡和氯化亚锡中的一种。
17.作为本发明优选方案:所述步骤二中的鼓风烘箱中温度在80~100℃,干燥3h;真空烘箱中温度为100~110℃,真空干燥12h。
18.作为本发明优选方案:所述步骤二中的聚醚酯母粒在改性切片母粒中的含量为10wt%~30wt%。
19.作为本发明优选方案:所述步骤三中的异性喷丝板为中空喷丝板,中空喷丝板挤出的为中空纤维。
20.作为本发明优选方案:所述步骤三中的纺丝箱体的温度在280~300℃;侧吹风的温度在20~25℃,风速在0.3~0.5m/s,相对湿度为60%~75%;卷绕速度为2000~2500m/min。
21.作为本发明优选方案:所述步骤三中的聚醚酯母粒在改性纤维中的含量为2wt%~6wt%。
22.一种面料,该面料采用改性纤维丝制造构成,改性纤维丝经过纺纱机纺织成线,并通过纺织机编织成布料,所述纺纱机包括底座及设置在底座上用于缠绕的卷丝装置、及设置在底座远离卷丝装置一侧用于卷绕纱线的纱线筒,所述卷丝装置包括缠绕盘及环形分布在缠绕盘上的若干组旋转盘,旋转盘用于安装纤维丝筒,缠绕盘位于旋转盘的一侧设有导丝杆,用于将纤维丝筒的纤维丝导出,所述缠绕盘的中间设有中空的空轴,空轴转动安装在支座上,并通过驱动装置带动空轴在支座上转动,空轴内固定安装有缠绕筒,缠绕筒用于汇集若干组纤维丝;
23.所述缠绕盘上对应旋转盘内嵌有轴承,旋转盘嵌入轴承内转动安装在缠绕盘上,旋转盘的一侧设有用于安装纤维丝筒的气涨轴,旋转盘的另一端设有旋转轴,旋转轴贯穿缠绕盘并与从动齿轮传动连接,从动齿轮之间设有过度齿轮,并通过过度齿轮实现各组从动齿轮之间相互同步传动;
24.所述空轴位于支座远离缠绕盘的一侧设有旋转齿条,所述驱动装置包括驱动电机及安装在驱动电机输出轴上的主动齿轮,所述主动齿轮与旋转齿条啮合传动连接,从而带动空轴的转动;
25.所述纱线筒安装在支架上,并通过伺服电机控制旋转,用于收集缠绕好的纱线。
26.与现有技术相比,本发明的有益效果是:聚醚酯的硬链锻中含有刚性的苯环结构而使材料具有一定的强度,而聚醚酯的软链锻含有软性的醚键赋予材料优异的柔软性及较高的断裂伸长,与聚酯纤维混纺后既能解决共混物相容性较差的问题,又能大大改善所制备纤维的柔性。改性纤维通过中空喷丝板挤出中空纤维,中空形状增大了表面积,改善了圆形纤维起球的缺点,并且增强了覆盖能力,从而减小了织物的透明度,质地轻,有利于吸湿排汗,而且丝束间的抱合力、蓬松性和透气性都由于其特殊形状得到了改善。
附图说明
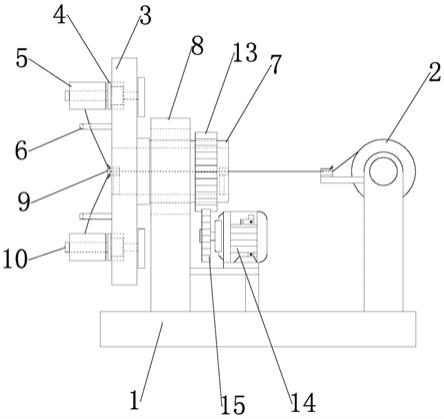
27.图1为本发明的纺丝机结构示意图;
28.图2为本发明的缠绕盘正面结构示意图;
29.图3为本发明的缠绕盘背面结构示意图;
30.图中标示:1、底座;2、纱线筒;3、缠绕盘;4、旋转盘;5、纤维丝筒;6、导丝杆;7、空轴;8、支座;9、缠绕筒;10、气涨轴;11、从动齿轮;12、过度齿轮;13、旋转齿条;14、驱动电机;15、主动齿轮。
具体实施方式
31.为了使本发明的实现技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。
32.实施例1
33.一种提高聚酯纤维舒适度的生产工艺,包括以下步骤:
34.聚醚酯母粒的制备:
35.将反应容器置于烘箱干燥后,抽真空至室温,加入适量的双氯化铵、己内酯、环氧丙烷和催化剂,加入适量的甲苯溶液,密封反应瓶,置于恒温油浴中搅拌反应,停止反应后,将反应得到的混合物用二氯甲烷溶解后,加入正己烷溶液中,并剧烈搅拌,使聚合物析出并过滤,进行干燥后得到聚醚酯共聚物;
36.将聚醚酯共聚物放入真空烘箱中进行干燥12h,然后加入双螺杆挤出机进行切片,得到聚醚酯母粒;
37.所述己内酯、环氧丙烷在使用前需要在氮气的保护下经过氢化钙回流蒸出。
38.所述双氯化铵在使用前需要用乙醚溶液重结晶,然后进行纯化、干燥。
39.所述催化剂为三甲基铝、辛酸亚锡和氯化亚锡中的一种。
40.改性切片母粒的制备:
41.先将聚酯切片和聚醚酯母粒放置在鼓风烘箱中进行干燥以除去表面水分,再放入真空烘箱中真空干燥;干燥后将聚酯切片和聚醚酯母粒通过混料机均匀搅拌混合后,将混合的聚酯切片和聚醚酯母粒加入到造粒机中挤出造粒,得到改性切片母粒。
42.所述鼓风烘箱中温度在80~100℃,干燥3h;真空烘箱中温度为100~110℃,真空
干燥12h。
43.所述聚醚酯母粒在改性切片母粒中的含量为10wt%。
44.熔融纺丝:
45.将改性切片母粒和聚酯切片在鼓风烘箱内100℃烘干3h,然后在106℃真空烘箱中真空干燥24h,随后将改性切片母粒和聚酯切片分别加入双螺杆挤出机中进行加工,螺杆挤出后进入纺丝箱体内的纺丝组件中,通过计量泵调节纺丝组件中出来熔体的流量,熔体经过异性喷丝板形成均匀细丝,经侧吹风冷却、上油、拉伸定型和卷绕得到改性纤维丝。
46.所述异性喷丝板为中空喷丝板,中空喷丝板挤出的为中空纤维。
47.所述纺丝箱体的温度在280~300℃;侧吹风的温度在20~25℃,风速在0.3~0.5m/s,相对湿度为60%~75%;卷绕速度为2000~2500m/min。
48.所述聚醚酯母粒在改性纤维中的含量为2wt%。
49.一种面料,该面料采用改性纤维丝制造构成,改性纤维丝经过纺纱机纺织成线,并通过纺织机编织成布料,所述纺纱机包括底座1及设置在底座1上用于缠绕的卷丝装置、及设置在底座1远离卷丝装置一侧用于卷绕纱线的纱线筒2,所述卷丝装置包括缠绕盘3及环形分布在缠绕盘3上的若干组旋转盘4,旋转盘4用于安装纤维丝筒5,缠绕盘3位于旋转盘4的一侧设有导丝杆6,用于将纤维丝筒5的纤维丝导出,所述缠绕盘3的中间设有中空的空轴7,空轴7转动安装在支座8上,并通过驱动装置带动空轴7在支座8上转动,空轴7内固定安装有缠绕筒9,缠绕筒9用于汇集若干组纤维丝;
50.所述缠绕盘3上对应旋转盘4内嵌有轴承,旋转盘4嵌入轴承内转动安装在缠绕盘3上,旋转盘4的一侧设有用于安装纤维丝筒5的气涨轴10,旋转盘4的另一端设有旋转轴,旋转轴贯穿缠绕盘3并与从动齿轮11传动连接,从动齿轮11之间设有过度齿轮12,并通过过度齿轮12实现各组从动齿轮11之间相互同步传动;
51.所述空轴7位于支座8远离缠绕盘3的一侧设有旋转齿条13,所述驱动装置包括驱动电机14及安装在驱动电机14输出轴上的主动齿轮15,所述主动齿轮15与旋转齿条13啮合传动连接,从而带动空轴7的转动;
52.所述纱线筒2安装在支架上,并通过伺服电机控制旋转,用于收集缠绕好的纱线。
53.纺纱机的工作原理为:将缠绕纤维丝的纤维丝筒5安装在旋转盘4的气涨轴10上,纤维丝通过导丝杆6汇集到缠绕筒9中,驱动装置带动空轴7转动,从而带动缠绕盘3转动,使各组纤维丝缠绕成纱线,纱线贯穿空轴7的内腔,并通过纱线筒2收集。旋转盘4转动时带动从动齿轮11转动,从动齿轮11通过过度齿轮12实现各组从动齿轮11的同步传动,从而控制缠绕盘3上各组纤维丝筒5的同步转动,实现各组纤维丝释放的长度一致,避免纤维丝过长导致纱线分布不均匀的情况。
54.实施例2
55.一种提高聚酯纤维舒适度的生产工艺,包括以下步骤:
56.聚醚酯母粒的制备:
57.将反应容器置于烘箱干燥后,抽真空至室温,加入适量的双氯化铵、己内酯、环氧丙烷和催化剂,加入适量的甲苯溶液,密封反应瓶,置于恒温油浴中搅拌反应,停止反应后,将反应得到的混合物用二氯甲烷溶解后,加入正己烷溶液中,并剧烈搅拌,使聚合物析出并过滤,进行干燥后得到聚醚酯共聚物;
58.将聚醚酯共聚物放入真空烘箱中进行干燥12h,然后加入双螺杆挤出机进行切片,得到聚醚酯母粒;
59.所述己内酯、环氧丙烷在使用前需要在氮气的保护下经过氢化钙回流蒸出。
60.所述双氯化铵在使用前需要用乙醚溶液重结晶,然后进行纯化、干燥。
61.所述催化剂为三甲基铝、辛酸亚锡和氯化亚锡中的一种。
62.改性切片母粒的制备:
63.先将聚酯切片和聚醚酯母粒放置在鼓风烘箱中进行干燥以除去表面水分,再放入真空烘箱中真空干燥;干燥后将聚酯切片和聚醚酯母粒通过混料机均匀搅拌混合后,将混合的聚酯切片和聚醚酯母粒加入到造粒机中挤出造粒,得到改性切片母粒。
64.所述鼓风烘箱中温度在80~100℃,干燥3h;真空烘箱中温度为100~110℃,真空干燥12h。
65.所述聚醚酯母粒在改性切片母粒中的含量为20wt%。
66.熔融纺丝:
67.将改性切片母粒和聚酯切片在鼓风烘箱内100℃烘干3h,然后在106℃真空烘箱中真空干燥24h,随后将改性切片母粒和聚酯切片分别加入双螺杆挤出机中进行加工,螺杆挤出后进入纺丝箱体内的纺丝组件中,通过计量泵调节纺丝组件中出来熔体的流量,熔体经过异性喷丝板形成均匀细丝,经侧吹风冷却、上油、拉伸定型和卷绕得到改性纤维丝。
68.所述异性喷丝板为中空喷丝板,中空喷丝板挤出的为中空纤维。
69.所述纺丝箱体的温度在280~300℃;侧吹风的温度在20~25℃,风速在0.3~0.5m/s,相对湿度为60%~75%;卷绕速度为2000~2500m/min。
70.所述聚醚酯母粒在改性纤维中的含量为4wt%。
71.一种面料,该面料采用改性纤维丝制造构成,改性纤维丝经过纺纱机纺织成线,并通过纺织机编织成布料,所述纺纱机包括底座1及设置在底座1上用于缠绕的卷丝装置、及设置在底座1远离卷丝装置一侧用于卷绕纱线的纱线筒2,所述卷丝装置包括缠绕盘3及环形分布在缠绕盘3上的若干组旋转盘4,旋转盘4用于安装纤维丝筒5,缠绕盘3位于旋转盘4的一侧设有导丝杆6,用于将纤维丝筒5的纤维丝导出,所述缠绕盘3的中间设有中空的空轴7,空轴7转动安装在支座8上,并通过驱动装置带动空轴7在支座8上转动,空轴7内固定安装有缠绕筒9,缠绕筒9用于汇集若干组纤维丝;
72.所述缠绕盘3上对应旋转盘4内嵌有轴承,旋转盘4嵌入轴承内转动安装在缠绕盘3上,旋转盘4的一侧设有用于安装纤维丝筒5的气涨轴10,旋转盘4的另一端设有旋转轴,旋转轴贯穿缠绕盘3并与从动齿轮11传动连接,从动齿轮11之间设有过度齿轮12,并通过过度齿轮12实现各组从动齿轮11之间相互同步传动;
73.所述空轴7位于支座8远离缠绕盘3的一侧设有旋转齿条13,所述驱动装置包括驱动电机14及安装在驱动电机14输出轴上的主动齿轮15,所述主动齿轮15与旋转齿条13啮合传动连接,从而带动空轴7的转动;
74.所述纱线筒2安装在支架上,并通过伺服电机控制旋转,用于收集缠绕好的纱线。
75.纺纱机的工作原理为:将缠绕纤维丝的纤维丝筒5安装在旋转盘4的气涨轴10上,纤维丝通过导丝杆6汇集到缠绕筒9中,驱动装置带动空轴7转动,从而带动缠绕盘3转动,使各组纤维丝缠绕成纱线,纱线贯穿空轴7的内腔,并通过纱线筒2收集。旋转盘4转动时带动
从动齿轮11转动,从动齿轮11通过过度齿轮12实现各组从动齿轮11的同步传动,从而控制缠绕盘3上各组纤维丝筒5的同步转动,实现各组纤维丝释放的长度一致,避免纤维丝过长导致纱线分布不均匀的情况。
76.实施例3
77.一种提高聚酯纤维舒适度的生产工艺,包括以下步骤:
78.聚醚酯母粒的制备:
79.将反应容器置于烘箱干燥后,抽真空至室温,加入适量的双氯化铵、己内酯、环氧丙烷和催化剂,加入适量的甲苯溶液,密封反应瓶,置于恒温油浴中搅拌反应,停止反应后,将反应得到的混合物用二氯甲烷溶解后,加入正己烷溶液中,并剧烈搅拌,使聚合物析出并过滤,进行干燥后得到聚醚酯共聚物;
80.将聚醚酯共聚物放入真空烘箱中进行干燥12h,然后加入双螺杆挤出机进行切片,得到聚醚酯母粒;
81.所述己内酯、环氧丙烷在使用前需要在氮气的保护下经过氢化钙回流蒸出。
82.所述双氯化铵在使用前需要用乙醚溶液重结晶,然后进行纯化、干燥。
83.所述催化剂为三甲基铝、辛酸亚锡和氯化亚锡中的一种。
84.改性切片母粒的制备:
85.先将聚酯切片和聚醚酯母粒放置在鼓风烘箱中进行干燥以除去表面水分,再放入真空烘箱中真空干燥;干燥后将聚酯切片和聚醚酯母粒通过混料机均匀搅拌混合后,将混合的聚酯切片和聚醚酯母粒加入到造粒机中挤出造粒,得到改性切片母粒。
86.所述鼓风烘箱中温度在80~100℃,干燥3h;真空烘箱中温度为100~110℃,真空干燥12h。
87.所述聚醚酯母粒在改性切片母粒中的含量为30wt%。
88.熔融纺丝:
89.将改性切片母粒和聚酯切片在鼓风烘箱内100℃烘干3h,然后在106℃真空烘箱中真空干燥24h,随后将改性切片母粒和聚酯切片分别加入双螺杆挤出机中进行加工,螺杆挤出后进入纺丝箱体内的纺丝组件中,通过计量泵调节纺丝组件中出来熔体的流量,熔体经过异性喷丝板形成均匀细丝,经侧吹风冷却、上油、拉伸定型和卷绕得到改性纤维丝。
90.所述异性喷丝板为中空喷丝板,中空喷丝板挤出的为中空纤维。
91.所述纺丝箱体的温度在280~300℃;侧吹风的温度在20~25℃,风速在0.3~0.5m/s,相对湿度为60%~75%;卷绕速度为2000~2500m/min。
92.所述聚醚酯母粒在改性纤维中的含量为6wt%。
93.一种面料,该面料采用改性纤维丝制造构成,改性纤维丝经过纺纱机纺织成线,并通过纺织机编织成布料,所述纺纱机包括底座1及设置在底座1上用于缠绕的卷丝装置、及设置在底座1远离卷丝装置一侧用于卷绕纱线的纱线筒2,所述卷丝装置包括缠绕盘3及环形分布在缠绕盘3上的若干组旋转盘4,旋转盘4用于安装纤维丝筒5,缠绕盘3位于旋转盘4的一侧设有导丝杆6,用于将纤维丝筒5的纤维丝导出,所述缠绕盘3的中间设有中空的空轴7,空轴7转动安装在支座8上,并通过驱动装置带动空轴7在支座8上转动,空轴7内固定安装有缠绕筒9,缠绕筒9用于汇集若干组纤维丝;
94.所述缠绕盘3上对应旋转盘4内嵌有轴承,旋转盘4嵌入轴承内转动安装在缠绕盘3
上,旋转盘4的一侧设有用于安装纤维丝筒5的气涨轴10,旋转盘4的另一端设有旋转轴,旋转轴贯穿缠绕盘3并与从动齿轮11传动连接,从动齿轮11之间设有过度齿轮12,并通过过度齿轮12实现各组从动齿轮11之间相互同步传动;
95.所述空轴7位于支座8远离缠绕盘3的一侧设有旋转齿条13,所述驱动装置包括驱动电机14及安装在驱动电机14输出轴上的主动齿轮15,所述主动齿轮15与旋转齿条13啮合传动连接,从而带动空轴7的转动;
96.所述纱线筒2安装在支架上,并通过伺服电机控制旋转,用于收集缠绕好的纱线。
97.纺纱机的工作原理为:将缠绕纤维丝的纤维丝筒5安装在旋转盘4的气涨轴10上,纤维丝通过导丝杆6汇集到缠绕筒9中,驱动装置带动空轴7转动,从而带动缠绕盘3转动,使各组纤维丝缠绕成纱线,纱线贯穿空轴7的内腔,并通过纱线筒2收集。旋转盘4转动时带动从动齿轮11转动,从动齿轮11通过过度齿轮12实现各组从动齿轮11的同步传动,从而控制缠绕盘3上各组纤维丝筒5的同步转动,实现各组纤维丝释放的长度一致,避免纤维丝过长导致纱线分布不均匀的情况。
98.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明的要求保护范围由所附的权利要求书及其等效物界定。需要说明的是,在本文中,如若存在第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1