一种锦纶长丝生产制备方法与流程
1.本发明涉及锦纶长丝制备领域,特别是一种锦纶长丝生产制备方法。
背景技术:
2.近年来,随着户外运动市场的蓬勃兴起,户外用品年度销售额近十年来增幅巨大,而锦纶因其强度高、耐磨、耐寒、吸湿的特点而成为户外、运动、防寒等服饰领域的首选。目前我国运动鞋服行业的集中度较高。根据euromonitor数据显示,2010-2018年,我国运动鞋服行业的cr5由44.7%上升到57.3%,cr10由65.2%上升到71.6%。
3.在众多尼龙材料中,尼龙6和尼龙66的应用最为广泛。目前,这两种尼龙材料来源于石油等不可再生资源。随着全球石油资源的日益匮乏,来源于可再生资源的生物基尼龙材料受到研究者、企业和市场的广泛关注。近年来,赢创工业集团推出一款100%基于可再生原料的terra ds(pa1010)切片产品,其与尼龙6和尼龙66相比具有更长的烷基链,比尼龙6和尼龙66的熔点低30~60℃。因此生物基尼龙在进行熔融挤出改性时具有加工温度低、能耗小的优点,而且更长的烷基链使得生物基尼龙吸水率更低,冲击强度比尼龙6和尼龙66高50%,具有更好的韧性,-60℃低温条件下不脆,但是由于拉伸强度和模量低,目前主要应用于航天、电缆、光缆、金属或线缆的表面涂覆等,在纺织民用领域尚处于空白。
技术实现要素:
4.有鉴于此,本发明的目的是提供一种能够实现锦纶长丝的生产制备,且制备出的锦纶长丝具有优良韧性的方法。
5.本发明采用以下方法来实现:一种锦纶长丝生产制备方法,所述制备方法包括以下步骤:
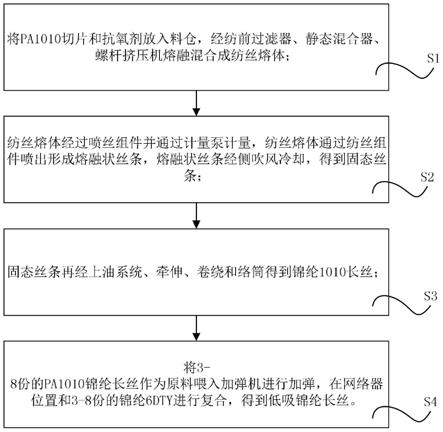
6.步骤s1、将pa1010切片和抗氧剂放入料仓,经纺前过滤器、静态混合器、螺杆挤压机熔融混合成纺丝熔体;
7.步骤s2、纺丝熔体经过喷丝组件并通过计量泵计量,纺丝熔体通过纺丝组件喷出形成熔融状丝条,熔融状丝条经侧吹风冷却,得到固态丝条;
8.步骤s3、固态丝条再经上油系统、牵伸、卷绕和络筒得到锦纶1010长丝;
9.步骤s4、将3-8份的pa1010锦纶长丝作为原料喂入加弹机进行加弹,在网络器位置和3-8份的锦纶6dty进行复合,得到低吸锦纶长丝。
10.进一步的,所述步骤s1中的pa1010切片相对粘度为2.238,熔点为200
±
10℃、含水率为235ppm,吸水率为1.8%,所述熔融温度在253℃-259℃之间。
11.进一步的,所述步骤s2进一步具体为:纺丝温度为260
±
2℃、纺丝计量泵频率20~30、吹风冷却风速0.4~0.5m/s、导丝盘速度4500~5000m/min。
12.进一步的,所述步骤s2中纺丝组件的喷丝孔形状为圆形、三角形、中空、一字性、十字形或双曲形,喷丝板规格为圆形20~50孔。
13.进一步的,所述步骤s4进一步具体为:选取断裂伸长150%的pa1010锦纶长丝和断
裂伸长为30%的锦纶6dty,卷绕速度为500m/min,牵伸比为1.3,热箱温度为150℃,网络度50~60个/m。
14.进一步的,所述锦纶6dty纤维截面形态为圆形、三角形、中空、一字性、十字形或双曲形。
15.本发明的有益效果在于:本发明采用pa1010切片进行纺丝,国内pa1010民用长丝产业化生产技术的空白;本发明制备工艺中熔融温度较常规锦纶6和锦纶66降低10℃,降低生产能耗,节约能源;本发明锦纶长丝的冲击强度比尼龙6和尼龙66高50%,具有优良的韧性、耐低温、高强等优良性能,可用于制备超低温环境下纺织、服装、家纺、鞋材等产品。
附图说明
16.图1为本发明的方法流程示意图。
具体实施方式
17.下面结合附图对本发明做进一步说明。
18.请参阅图1所示,本发明的一种锦纶长丝生产制备方法,所述制备方法包括以下步骤:
19.步骤s1、将pa1010切片和抗氧剂放入料仓,经纺前过滤器、静态混合器、螺杆挤压机熔融混合成纺丝熔体;
20.步骤s2、纺丝熔体经过喷丝组件并通过计量泵计量,纺丝熔体通过纺丝组件喷出形成熔融状丝条,熔融状丝条经侧吹风冷却,得到固态丝条;
21.步骤s3、固态丝条再经上油系统、牵伸、卷绕和络筒得到锦纶1010长丝;
22.步骤s4、将3-8份的pa1010锦纶长丝作为原料喂入加弹机进行加弹,在网络器位置和3-8份的锦纶6dty进行复合,得到低吸锦纶长丝。
23.所述步骤s1中的pa1010切片相对粘度为2.238,熔点为200
±
10℃、含水率为235ppm,吸水率为1.8%,所述熔融温度在253℃-259℃之间。
24.所述步骤s2进一步具体为:纺丝温度为260
±
2℃、纺丝计量泵频率20~30、吹风冷却风速0.4~0.5m/s、导丝盘速度4500~5000m/min。
25.所述步骤s2中纺丝组件的喷丝孔形状为圆形、三角形、中空、一字性、十字形或双曲形,喷丝板规格为圆形20~50孔。
26.所述步骤s4进一步具体为:选取断裂伸长150%的pa1010锦纶长丝和断裂伸长为30%的锦纶6dty,卷绕速度为500m/min,牵伸比为1.3,热箱温度为150℃,网络度50~60个/m。
27.所述锦纶6dty纤维截面形态为圆形、三角形、中空、一字性、十字形或双曲形。
28.本发明中的纺前过滤器、静态混合器、螺杆挤压机和计量泵均为现有技术,本领域技术人员已经能够清楚了解,在此不进行详细说明,所述纺前过滤器的型号可以是vd405纺前过滤器,所述静态混合器的型号可以是sy型静态混合器,所述螺杆挤压机的型号可以是巴马格6e型螺杆挤压机,所述计量泵的型号可以是巴马格12*0.9型计量泵,但并不仅限于此。
29.下面通过具体实施例对本发明作进一步说明:
30.实施例1
31.本实施例的一种锦纶长丝制备方法,具体包括以下步骤:
32.(1)将相对粘度2.238,熔点200
±
10℃、含水率235ppm,吸水率(饱和23℃)1.8%的terra ds(pa1010)切片、抗氧剂进入料仓,经过纺前过滤器、静态混合器、螺杆挤压机熔融混合形成纺丝熔体,熔融一区、二区、三区、四区、五区温度分别为251℃、253℃、254℃、255℃、255℃;
33.(2)纺丝熔体经过喷丝组件并经计量泵计量,熔体经过纺丝组件喷出形成熔融状丝条,丝条经侧吹风冷却,得到固态丝条,再经上油系统、牵伸、卷绕络筒得到20d/24f锦纶1010fdy长丝,纺丝温度为255
±
2℃、纺丝计量泵频率24hz、吹风冷却风速0.45m/s、导丝盘速度4800m/min,其中喷丝孔为圆形,喷丝版规格为24孔。
34.实施例2
35.本实施例的一种锦纶长丝制备方法,具体包括以下步骤
36.(1)与实施案例1步骤1相同
37.(2)纺丝熔体经过喷丝组件并经计量泵计量,熔体经过纺丝组件喷出形成熔融状丝条,丝条经侧吹风冷却,得到固态丝条,再经上油系统、牵伸、卷绕、络筒得到30d/24f锦纶1010fdy长丝,纺丝温度为255
±
2℃、纺丝计量泵频率42.5hz、吹风冷却风速0.48m/s、导丝盘速度4800m/min,其中喷丝孔为圆形,喷丝版规格为24孔。
38.实施例3
39.本实施例的一种锦纶长丝制备方法,具体包括以下步骤
40.(1)与实施案例1步骤1相同
41.(2)纺丝熔体经过喷丝组件并经计量泵计量,熔体经过纺丝组件喷出形成熔融状丝条,丝条经侧吹风冷却,得到固态丝条,再经上油系统、牵伸、卷绕、络筒得到70d/48f锦纶1010fdy长丝,纺丝温度为255
±
2℃、纺丝计量泵频率42hz、吹风冷却风速0.53m/s、导丝盘速度4800m/min,其中喷丝孔为圆形,喷丝版规格为48孔。
42.实施例4
43.本实施例的一种锦纶长丝制备方法,具体包括以下步骤:
44.(1)与实施案例1步骤1相同
45.(2)纺丝熔体经过喷丝组件并经计量泵计量,熔体经过纺丝组件喷出形成熔融状丝条,丝条经侧吹风冷却,得到固态丝条,再经上油系统、卷绕、络筒得到20d/24f锦纶1010poy长丝,纺丝计量泵频率24hz、吹风冷却风速0.45m/s、导丝盘速度4800m/min,其中喷丝孔为圆形,喷丝版规格为24孔。
46.(3)5份断裂伸长的20d/24f锦纶1010poy长丝作为原料喂入加弹机进行加弹,在网络器位置和5份断裂伸长为20d/24f锦纶6dty复合,得到锦纶长丝,卷绕速度为500m/min,牵伸比为1.3,热箱温度为150℃,网络度55个/m。
47.实施例5
48.本实施例的一种锦纶长丝制备方法,具体包括以下步骤:
49.(1)与实施案例1步骤1相同
50.(2)纺丝熔体经过喷丝组件并经计量泵计量,熔体经过纺丝组件喷出形成熔融状丝条,丝条经侧吹风冷却,得到固态丝条,再经上油系统、卷绕、络筒得到30d/24f锦纶
1010poy长丝,纺丝温度为255
±
2℃、纺丝计量泵频率42.5hz、吹风冷却风速0.48m/s、导丝盘速度4800m/min,其中喷丝孔为圆形,喷丝版规格为24孔。
51.(3)5份断裂伸长100%的30d/24f锦纶1010poy长丝作为原料喂入加弹机进行加弹,在网络器位置和5份断裂伸长为30%的30d/24f锦纶6dty复合,得到锦纶长丝,卷绕速度为580m/min,牵伸比为1.35,热箱温度为145℃,网络度55个/m.
52.实施例6
53.本实施例的一种锦纶长丝制备方法,具体包括以下步骤:
54.(1)与实施案例1步骤1相同
55.(2)纺丝熔体经过喷丝组件并经计量泵计量,熔体经过纺丝组件喷出形成熔融状丝条,丝条经侧吹风冷却,得到固态丝条,再经上油系统、卷绕、络筒得到70d/48f锦纶1010poy长丝,纺丝温度为255
±
2℃、纺丝计量泵频率42hz、吹风冷却风速0.53m/s、导丝盘速度4800m/min,其中喷丝孔为圆形,喷丝版规格为48孔。
56.(3)5份断裂伸长100%的70d/48f锦纶1010poy长丝作为原料喂入加弹机进行加弹,在网络器位置和5份断裂伸长为30%的70d/48f锦纶6dty复合,得到锦纶长丝,卷绕速度为450m/min,牵伸比为1.45,热箱温度为156℃,网络度55个/m.
57.对比案例1
58.(1)将锦纶6切片、抗氧剂进入料仓,经过纺前过滤器、静态混合器、螺杆挤压机熔融混合形成纺丝熔体,熔融一区、二区、三区、四区、五区温度分别为255℃、257℃、258℃、259℃、259℃;
59.(2)纺丝熔体经过喷丝组件并经计量泵计量,熔体经过纺丝组件喷出形成熔融状丝条,丝条经侧吹风冷却,得到固态丝条,再经上油系统、牵伸、卷绕络筒得到20d/24f锦纶6fdy长丝,纺丝温度为255
±
2℃、纺丝计量泵频率24hz、吹风冷却风速0.45m/s、导丝盘速度4800m/min,其中喷丝孔为圆形,喷丝版规格为24孔。
60.上述的实验样品进行断裂强度、断裂伸长率、吸湿率、极限脆化温度测试,其中断裂强度、断裂伸长率采用测试方法《gb/t 3916-2013纺织品卷装纱单根纱线断裂强力和断裂伸长率的测定》。将实验样品制备成相同未充满系数和厚度的纬平纹针织面料,吸湿率测试方法《gbt 12704.1-2009纺织品织物透湿性试验方法第1部分:吸湿法》,极限脆化温度采用测试方法《fz/t 01143-2018涂层织物低温耐折性能试验方法》。
61.表1性能测试对比表
[0062][0063][0064]
由上述“表1性能测试对比表”可以发现,本发明制备的锦纶长丝的断裂强度、断裂伸长率都优于常规锦纶6,制备的织物极限脆化温度远优异于常规锦纶织物,可达-45℃,可在极限低温环境进行使用。
[0065]
以上所述仅为本发明的较佳实施例,凡依本发明申请专利范围所做的均等变化与修饰,皆应属本发明的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1