一种同板异径中空卷曲纤维及其生产方法与流程
1.本发明涉及涤纶长丝领域,尤其是一种同板异径中空卷曲纤维及其生产方法。
背景技术:
2.目前市场上的半光涤纶长丝大多以圆孔细旦产品为主导,一些上规模的熔体直纺相继开发诸如扁平、中空、十字形等异型产品,或者利用复合箱体开发的双组份复合纤维。但是这样半光涤纶长丝产品存在以下几点缺点:第一,产品的异型度不高;第二,该产品经过加工后所得的织物的外观、性能、保暖效果不佳,后加工结构单一。
技术实现要素:
3.针对现有技术中存在的不足,本发明提供了由两种不同截面丝孔分布于同一丝板,产品制成织物后的手感柔软、卷曲度良好,保暖效果强的一种涤纶同板异径中空卷曲纤维及其生产方法。
4.本发明的技术方案如下:
5.一种同板异径中空卷曲纤维的生产方法,步骤如下:
6.(1)将初始温度为278~280℃的半光聚酯熔体(原料)通过熔体输送管道经增压泵增压至180~200bar后送入熔体冷却器,利用熔体冷却器将半光聚酯熔体冷却至276~278℃,然后再通过熔体输送管道将半光聚酯熔体送入温度保持在283~286℃的纺丝箱体中;
7.(2)进入纺丝箱体后的半光聚酯熔体经熔体分配管道进入计量泵,经计量泵精确计量后再通过熔体分配支管道进入纺丝组件,在纺丝组件内精确计量的熔体经过滤后通过喷丝板挤出,再经侧吹风网冷却固化成初生纤维;
8.所述纺丝箱体的无风区高度为55mm,风温为24℃,风速为0.80m/s;
9.所述喷丝板为75mm直径圆形板,在喷丝板上设有66个喷丝孔(图2),其中44个为圆形喷丝孔,22个为2c字形围合喷丝孔;圆形喷丝孔的直径为0.27mm;2c字形围合喷丝孔由两个c围成一个直径为1mm的圆形,两个c的孔型宽度为0.15mm,两个c之间围合处的距离为0.08mm;
10.66个喷丝孔呈13列排列在喷丝板上,每两列之间的距离为4.5
±
1.5mm,每列中相邻的两个喷丝孔之间的距离为9mm;以7个圆形喷丝孔连成直线为喷丝板直径,中心的圆孔为喷丝板圆心,且为第七列;第一列设有1个2c喷丝孔,第二列设有4个2c喷丝孔,第三列设有4个2c喷丝孔且中间两个2c喷丝孔之间的距离为18mm,第四列设有6个2c喷丝孔,第五列设有7个2c喷丝孔,第六、八、十列分别设有6个圆形喷丝孔,第七、九列分别设有7个圆形喷丝孔,第十一列设有5个圆形喷丝孔,第十二列设有4个圆形喷丝孔,第十三列设有3个圆形喷丝孔;
11.或者,2c字形围合喷丝孔也可以替换为风车形喷丝孔(图5);风车形喷丝孔由中心对称的4个长方形为开孔区域,组合成一个单丝喷孔;长方形开孔长宽比a=w,b=
4w,a段距离为胀大预留段,熔体喷出喷丝孔后,由于挤出胀大效应将a段距离填充,使得四股熔体黏结成中空的风车形状,w取值0.04~0.06mm;风车形喷丝孔可使得产品不仅中空保温,还有吸湿排汗的效果;
12.(3)将初生纤维依次通过纺丝喷油嘴上油、导丝钩、预网络器、gr1分丝辊,gr2热辊、分丝辊,二网络器,最后经tmt ati716卷绕头卷装成型,即得成品;
13.其中,喷油嘴上油后控制产品含油率在0.85%,预网络器的压力为0.08bar,二网络器的压力为4bar,gr1分丝辊的速度为4500米/分,gr2热辊、分丝辊的速度为4730米/分,卷绕速度为4700米/分,热辊不加热。
14.本发明生产方法获得的同板异径中空卷曲纤维的单丝纤度为2.4~2.8dtex,纤维的截面形状由两种结构组成,一种为圆形结构,另一种为2c字形围合结构;其中,所述2c字形围合结构也可以替换为风车形结构。
15.本发明的有益效果在于:
16.本发明所设计的一种同板异径中空卷曲纤维及其生产方法,所得产品的手感柔软、卷曲度良好,保暖效果强,大大提高了企业的竞争能力。
附图说明
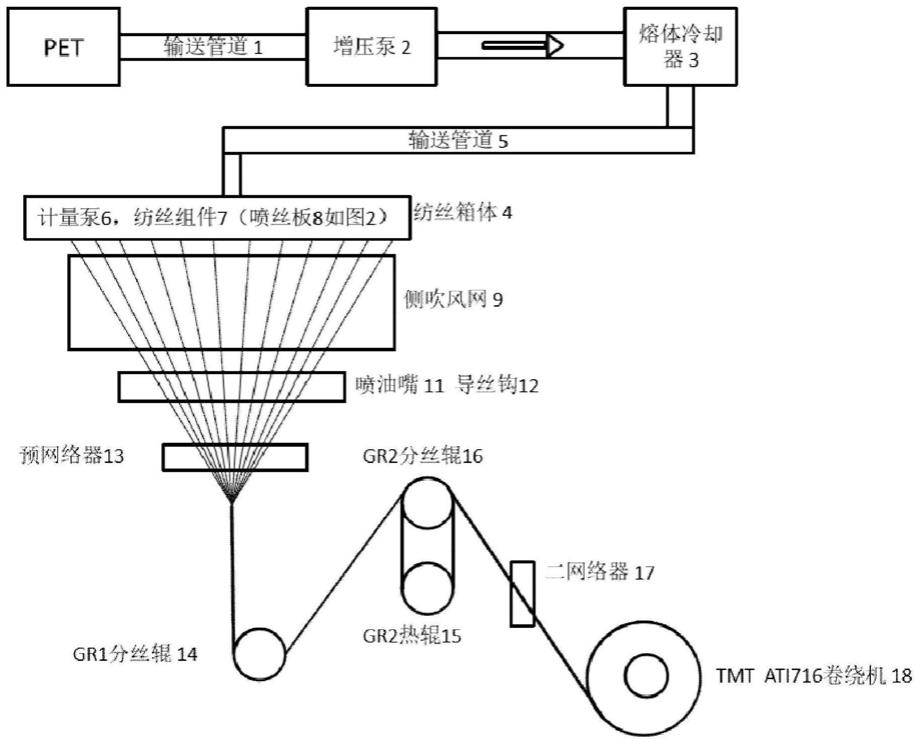
17.图1为本发明的生产流程示意图。
18.图2为本发明中喷丝板上喷丝孔的排布结构示意图。
19.图3为2c喷丝孔的垂直剖面结构示意图。
20.图4为圆形喷丝孔的垂直剖面结构示意图。
21.图5为风车形中空设计喷丝孔。
具体实施方式
22.下面通过具体实施例进一步描述本发明,但本发明的保护范围并不仅限于此。
23.实施例1:
24.下面结合附图对本发明作进一步的描述。
25.如图1、图2、图3、图4所示,本实施例描述的一种同板异径中空卷曲纤维,由半光聚酯熔体组成,纤维的截面形状为圆形和2c字形结构,且圆形纤维截面的直径为0.27mm,2c纤维截面直径为1mm;纤维的单丝纤度为2.4-2.8dtex。
26.本发明所设计的一种同板异径中空卷曲纤维的生产方法,步骤如下:
27.第一步:以半光聚酯熔体为原料,先将初始温度为278~280℃的半光聚酯熔体通过熔体输送管道1经增压泵2增压至180~200bar后送入熔体冷却器3,利用熔体冷却器3将半光聚酯熔体温度冷却至276~278℃,然后再通过熔体输送管道将半光聚酯熔体送入温度保持在283-286℃的纺丝箱体4中;
28.第二步:进入纺丝箱体4后的半光聚酯熔体经熔体分配管道5进入计量泵6,经计量泵6精确计量后再通过熔体分配支管道5进入纺丝组件7,在纺丝组件7内精确计量的熔体经过滤后通过喷丝板8挤出,再经侧吹风网9冷却固化成初生纤维;其中喷丝板8为圆形,在喷丝板8上设有44个圆形喷丝孔8-1和22个2c喷丝孔8-2,圆形喷丝孔8-1直径为0.27mm,“2c”形喷丝孔8-2两个c围成一个直径为1mm的圆形。喷丝孔呈13列排列在喷丝板8上,每两列之
间的距离为4.5
±
1.5mm,每列中两个喷丝孔之间的距离为9mm,以7个圆形喷丝孔8-1连成直线为喷丝板8直径,中心的圆孔8-1为喷丝板8圆心,且为第七列,第一列设有1个2c喷丝孔8-2,第二列设有4个2c喷丝孔8-2,第三列设有4个2c喷丝孔8-2中间两个2c喷丝孔8-2之间的距离为18mm,第四列设有6个2c喷丝孔8-2,第五列设有7个2c喷丝孔8-2,第六、八、十列分别设有6个圆形喷丝孔8-1,第七、九列分别设有7个圆形喷丝孔8-1,第十一列设有5个圆形喷丝孔8-1,第十二列设有4个圆形喷丝孔8-1,第十三列设有3个圆形喷丝孔8-1,箱体的无风区高度为55mm,风温为24℃,风速为0.80m/s;
29.第三步:将初生纤维依次通过纺丝喷油嘴11上油、导丝钩12、预网络器13、gr1分丝辊14、gr2热辊15、gr2分丝辊16,二网络器17,最后经tmt ati716卷绕机18卷装成型,即得成品;其中预网络器13的压力为0.08bar,gr1分丝辊14的速度为4500米/分,gr2热辊15的速度为4730米/分,gr2分丝辊16的速度为4730米/分,二网络器17的压力为4bar,卷绕速度为4700米/分,喷油嘴11上油后控制产品含油率在0.85%。
30.通过本实施例生产的一种183dtex/xxf涤纶同板异径中空卷曲纤维,其主要的技术指标为:单丝强度为2.4cn/dtex,断裂伸长为58%,条干不匀率(cv值%)为2.2%,含油率为0.85%。
31.实施例2:
32.下面结合附图对本发明作进一步的描述。
33.如图1、图2、图4、图5所示,本实施例描述的一种同板异径中空卷曲纤维,由半光聚酯熔体组成,纤维的截面形状为圆形和风车形结构,且圆形纤维截面的直径为0.27mm,风车纤维截面中w=0.05mm;纤维的单丝纤度为2.4-3.0dtex。
34.本发明所设计的一种同板异径中空卷曲纤维的生产方法,步骤如下:
35.第一步:以半光聚酯熔体为原料,先将初始温度为278~280℃的半光聚酯熔体通过熔体输送管道1经增压泵2增压至180~200bar后送入熔体冷却器3,利用熔体冷却器3将半光聚酯熔体温度冷却至276~278℃,然后再通过熔体输送管道1将半光聚酯熔体送入温度保持在283-286℃的纺丝箱体4中;
36.第二步:进入纺丝箱体4后的半光聚酯熔体经熔体分配管道5进入计量泵6,经计量泵6精确计量后再通过熔体分配支管道5进入纺丝组件7,在纺丝组件7内精确计量的熔体经过滤后通过喷丝板8挤出,再经侧吹风网9冷却固化成初生纤维;其中喷丝板8为圆形,在喷丝板8上设有44个圆形喷丝孔8-1和22个风车形喷丝孔(图5),圆形喷丝孔8-1直径为0.27mm,风车形喷丝孔由中心对称的4个长方形为开孔区域,组合成一个单丝喷孔。板面喷丝孔呈13列排列在喷丝板8上,每两列之间的距离为4.5
±
1.5mm,每列中两个喷丝孔之间的距离为9mm,以7个圆形喷丝孔8-1连成直线为喷丝板8直径,中心的圆孔8-1为喷丝板8圆心,且为第七列,第一列设有1个风车形喷丝孔,第二列设有4个风车形喷丝孔,第三列设有4个风车形喷丝孔中间两个风车形喷丝孔之间的中心距离为18mm,第四列设有6个风车形喷丝孔,第五列设有7个风车形喷丝孔,第六、八、十列分别设有6个圆形喷丝孔8-1,第七、九列分别设有7个圆形喷丝孔8-1,第十一列设有5个圆形喷丝孔8-1,第十二列设有4个圆形喷丝孔8-1,第十三列设有3个圆形喷丝孔8-1,箱体的无风区高度为55mm,风温为24℃,风速为0.80m/s;
37.第三步:将初生纤维依次通过纺丝喷油嘴11上油、导丝钩12、预网络器13、gr1分丝
辊14、gr2热辊15、gr2分丝辊16,二网络器17,最后经tmt ati716卷绕机18卷装成型,即得成品;其中预网络器13的压力为0.08bar,gr1分丝辊14的速度为4500米/分,gr2热辊15的速度为4730米/分,gr2分丝辊16的速度为4730米/分,二网络器17的压力为4bar,卷绕速度为4700米/分,喷油嘴11上油后控制产品含油率在0.85%。
38.通过本实施例生产的一种183dtex/xxf涤纶同板异径中空卷曲纤维,其主要的技术指标为:单丝强度为2.4cn/dtex,断裂伸长为58%,条干不匀率(cv值%)为2.2%,含油率为0.85%。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1