一种多工位纸浆模塑成型机的制作方法
1.本实用新型属于纸浆模塑定型技术领域,尤其涉及一种多工位纸浆模塑成型机。
背景技术:
2.纸浆模塑是一种立体造纸技术。它以废纸为原料,在模塑机上由特殊的模具塑造出一定形状的纸制品。它具有四大优势:原料为废纸,包括板纸、废纸箱纸、废白边纸等,来源广泛,将加工好的纸浆模塑放入定型机中,对纸浆模塑内侧的水分进行蒸发,使纸浆模塑的外表面定型。
3.但是,现有的纸浆模塑成型机还存在着纸浆定型后不方便脱模、对纸浆内侧的水源蒸发较慢和防护效果较差的问题。
4.因此,发明一种多工位纸浆模塑成型机显得非常必要。
技术实现要素:
5.为了解决上述技术问题,本实用新型提供一种多工位纸浆模塑成型机,其中本实用新型是通过以下技术方案得以实现的:
6.一种多工位纸浆模塑成型机,包括底部支撑板,四角支撑柱,固定侧板,侧面翻转架结构,金属支架,传动螺纹杆,旋转挤压架结构,底部分离架结构,间隔网板,限位滑槽,限位滑块,转角连接管,l型限位销轴,底部销轴板和驱动气缸,所述的四角支撑柱焊接在底部支撑板的下部四角位置;所述的固定侧板分别焊接在底部支撑板的上部前后两端;所述的侧面翻转架结构分别安装在底部支撑板的上部左右两侧;所述的金属支架设置在固定侧板的内侧上部;所述的传动螺纹杆螺纹连接在金属支架的内侧中间位置;所述的旋转挤压架结构安装在传动螺纹杆的下部;所述的底部分离架结构安装在底部支撑板的内侧中间位置;所述的间隔网板分别放置在固定侧板的内侧上下两部;所述的限位滑槽开设在固定侧板的左右两侧;所述的限位滑块分别焊接在间隔网板的外侧四角位置;所述的转角连接管设置有多个,分别两个上下叠加的转角连接管为一组设置;所述的l型限位销轴插接在转角连接管的内侧;所述的底部销轴板分别焊接在底部支撑板的上部左右两侧;所述的驱动气缸分别设置在底部支撑板的上部左右两侧。
7.优选的,所述的金属支架的下部四角位置分别与固定侧板的上部左右两侧螺栓连接。
8.优选的,所述的传动螺纹杆的上部螺栓连接有旋转手轮。
9.优选的,所述的固定侧板分别设置在间隔网板的前后两端。
10.优选的,所述的限位滑槽设置有多个,分别两个为一组设置。
11.优选的,所述的限位滑块远离间隔网板的一侧插接在限位滑槽的内侧。
12.优选的,所述的驱动气缸的下部与底部销轴板的内侧轴接。
13.与现有技术相比,本实用新型的有益效果为:
14.本实用新型中,所述的中空翻转板、三角支架、底部销轴板和驱动气缸的设置,有
利于对中空翻转板的上部进行翻转,使定型后的纸浆漏出,从而方便工作人员对其进行拿取,同时还防止物料直接下后出现变形,影响该装置的定型效果。
15.本实用新型中,所述的侧面传温板和加热管的设置,有利于对纸浆表面的水分进行蒸发,使纸浆外侧变硬后定型,防止纸浆表面的水分导致定型后的物料出现反弹,从而影响该装置的定型功能。
16.本实用新型中,所述的导水槽的设置,有利于对纸浆表面的水分进行导向,使纸浆表面的水分快速离开纸浆的表面,防止中空翻转板的表面残留有大面积积水,导致对水分蒸发时比较费力,从而提高该装置的蒸发速度。
17.本实用新型中,所述的底部收集斗、锥形防护网和底部支撑网板的设置,有利于对纸浆内侧的水分进行导向收集,防止水分流到该装置的电源中,导致该装置出现故障,同时不影响对纸浆的正常挤压,并且锥形防护网可以防止底部收集斗出现堵塞。
18.本实用新型中,所述的端面连接管、条形加强肋板和定位连接柱的设置,有利于将底部支撑网板放置在底部收集斗的上部,同时方便工作人员将底部支撑网板从底部收集斗的内侧取下,对底部支撑网板进行维护或维修。
19.本实用新型中,所述的金属支架、传动螺纹杆、顶部挤压板和水平传力板的设置,有利于通过金属支架和传动螺纹杆的螺纹传动,推动顶部挤压板在固定侧板的内侧向下移动,对纸浆进行挤压,减少纸浆内侧的水分,提高水分蒸发速度。
20.本实用新型中,所述的底部环形凹槽、支撑滚珠和顶部环形凹槽的设置,有利于减小顶部挤压板和水平传力板之间的摩擦,保证水平传力板在旋转的同时,可以推动顶部挤压板向下移动,保证该装置的正常挤压。
21.本实用新型中,所述的间隔网板、限位滑槽和限位滑块的设置,有利于对纸浆进行分区定型,增加该装置的加工工位,并且单次操作可以加工多个物料,增加该装置的加工效率。
附图说明
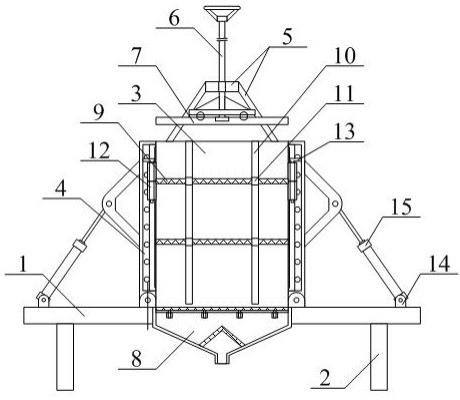
22.图1是本实用新型的结构示意图。
23.图2是本实用新型的侧面翻转架结构的结构示意图。
24.图3是本实用新型的底部分离架结构的结构示意图。
25.图4是本实用新型的旋转挤压架结构的结构示意图。
26.图1至图4中:
27.1、底部支撑板;2、四角支撑柱;3、固定侧板;4、侧面翻转架结构;41、中空翻转板;42、侧面传温板;43、导水槽;44、加热管;45、固定轴板;46、三角支架;5、金属支架;6、传动螺纹杆;7、旋转挤压架结构;71、顶部挤压板;72、底部环形凹槽;73、支撑滚珠;74、水平传力板;75、三角形板;76、顶部环形凹槽;8、底部分离架结构;81、底部收集斗;82、锥形防护网;83、端面连接管;84、底部支撑网板;85、条形加强肋板;86、定位连接柱;9、间隔网板;10、限位滑槽;11、限位滑块;12、转角连接管;13、l型限位销轴;14、底部销轴板;15、驱动气缸。
具体实施方式
28.以下结合附图对本实用新型做进一步描述:
29.如附图1和附图2所示,本实用新型所述的一种多工位纸浆模塑成型机,包括底部支撑板1,四角支撑柱2,固定侧板3,侧面翻转架结构4,金属支架5,传动螺纹杆6,旋转挤压架结构7,底部分离架结构8,间隔网板9,限位滑槽10,限位滑块11,转角连接管12,l型限位销轴13,底部销轴板14和驱动气缸15,所述的四角支撑柱2焊接在底部支撑板1的下部四角位置;所述的固定侧板3分别焊接在底部支撑板1的上部前后两端;所述的侧面翻转架结构4分别安装在底部支撑板1的上部左右两侧;所述的金属支架5设置在固定侧板3的内侧上部;所述的传动螺纹杆6螺纹连接在金属支架5的内侧中间位置;所述的旋转挤压架结构7安装在传动螺纹杆6的下部;所述的底部分离架结构8安装在底部支撑板1的内侧中间位置;所述的间隔网板9分别放置在固定侧板3的内侧上下两部;所述的限位滑槽10开设在固定侧板3的左右两侧;所述的限位滑块11分别焊接在间隔网板9的外侧四角位置;所述的转角连接管12设置有多个,分别两个上下叠加的转角连接管12为一组设置;所述的l型限位销轴13插接在转角连接管12的内侧;所述的底部销轴板14分别焊接在底部支撑板1的上部左右两侧;所述的驱动气缸15分别设置在底部支撑板1的上部左右两侧;所述的侧面翻转架结构4包括中空翻转板41,侧面传温板42,导水槽43,加热管44,固定轴板45和三角支架46,所述的侧面传温板42螺栓连接在中空翻转板41的内部右侧;所述的导水槽43开设在侧面传温板42远离中空翻转板41的一侧;所述的加热管44螺钉连接在侧面传温板42的左侧;所述的固定轴板45分别轴接在中空翻转板41的下部前后两端;所述的三角支架46分别焊接在中空翻转板41的前后两端;启动加热管44,侧面传温板42将热量传导给纸浆的表面,对纸浆内侧的水分进行蒸发,使其定型,加工完成后,启动驱动气缸15,驱动气缸15的输出杆通过三角支架46拉动中空翻转板41的上部向左右两侧移动,然后工作人员将定型后的纸浆取出。
30.如附图3所示,上述实施例中,具体的,所述的底部分离架结构8包括底部收集斗81,锥形防护网82,端面连接管83,底部支撑网板84,条形加强肋板85和定位连接柱86,所述的锥形防护网82螺钉连接在底部收集斗81的内侧下部;所述的端面连接管83分别焊接在底部收集斗81内侧上部的前后两端;所述的底部支撑网板84放置在底部收集斗81的内侧上部;所述的条形加强肋板85焊接在底部支撑网板84的下部;所述的定位连接柱86焊接在底部支撑网板84的下部,并且设置在条形加强肋板85的下部;水分穿过底部支撑网板84落入底部收集斗81的内侧,经过锥形防护网82的再次过滤后排出。
31.如附图4所示,上述实施例中,具体的,所述的旋转挤压架结构7包括顶部挤压板71,底部环形凹槽72,支撑滚珠73,水平传力板74,三角形板75和顶部环形凹槽76,所述的底部环形凹槽72开设在顶部挤压板71的上部;所述的支撑滚珠73放置在底部环形凹槽72的内侧;所述的水平传力板74设置在底部环形凹槽72的上部中间位置;所述的三角形板75分别焊接在水平传力板74的上部四角位置;所述的顶部环形凹槽76开设在水平传力板74的下部;传动螺纹杆6在金属支架5的内侧向下移动,通过水平传力板74推动顶部挤压板71进入矩形定型框内,顶部挤压板71在矩形定型框的内侧向下移动时,水平传力板74旋转,此时支撑滚珠73跟随水平传力板74的旋转在底部环形凹槽72的内侧和顶部环形凹槽76的内侧滚动,减小水平传力板74和顶部挤压板71之间的摩擦。
32.上述实施例中,具体的,所述的金属支架5的下部四角位置分别与固定侧板3的上部左右两侧螺栓连接,所述的传动螺纹杆6的上部螺栓连接有旋转手轮,便于对纸浆内侧的水分进行排出。
33.上述实施例中,具体的,所述的固定侧板3分别设置在间隔网板9的前后两端,所述的限位滑槽10设置有多个,分别两个为一组设置,起到限位的作用。
34.上述实施例中,具体的,所述的限位滑块11远离间隔网板9的一侧插接在限位滑槽10的内侧,所述的驱动气缸15的下部与底部销轴板14的内侧轴接,方便工作人员对物料进行拿取。
35.上述实施例中,具体的,所述的中空翻转板41分别设置在固定侧板3的内部左右两侧,并且左右两侧的中空翻转板41对称设置,所述的间隔网板9的左右两侧与侧面传温板42接触,增加加工工位。
36.上述实施例中,具体的,所述的驱动气缸15的输出杆上部与三角支架46的内部远离中空翻转板41的一侧轴接,所述的固定轴板45的下部与底部支撑板1的上部焊接,提高中空翻转板41的承力能力。
37.上述实施例中,具体的,所述的底部收集斗81镶嵌在底部支撑板1的内侧中间位置,并且底部收集斗81的内侧上部与固定侧板3的内侧下部连通,便于对水分集中排出。
38.上述实施例中,具体的,所述的底部支撑网板84的上部与底部收集斗81的上部水平设置,所述的定位连接柱86的上部与条形加强肋板85的下部紧密贴合,方便对底部支撑网板84进行拆卸。
39.上述实施例中,具体的,所述的支撑滚珠73的上部设置在顶部环形凹槽76的内侧,所述的传动螺纹杆6的下部与顶部挤压板71的上部中间位置轴接,减小摩擦时出现的损耗。
40.上述实施例中,具体的,所述的水平传力板74套接在传动螺纹杆6的外侧下部,并且与传动螺纹杆6的外侧焊接,所述的三角形板75焊接在水平传力板74和传动螺纹杆6的夹角处。
41.上述实施例中,具体的,所述的转角连接管12分别焊接在固定侧板3的上部左右两侧以及中空翻转板41的上部前后两端。
42.工作原理
43.本实用新型的工作原理:使用时,将纸浆倒入固定侧板3和中空翻转板41组成的矩形定型框内,转动传动螺纹杆6上部的旋转手轮,传动螺纹杆6在金属支架5的内侧向下移动,通过水平传力板74推动顶部挤压板71进入矩形定型框内,顶部挤压板71在矩形定型框的内侧向下移动时,水平传力板74旋转,此时支撑滚珠73跟随水平传力板74的旋转在底部环形凹槽72的内侧和顶部环形凹槽76的内侧滚动,减小水平传力板74和顶部挤压板71之间的摩擦,对矩形定型框内的纸浆进行挤压,水分穿过底部支撑网板84落入底部收集斗81的内侧,经过锥形防护网82的再次过滤后排出,然后将顶部挤压板71移动出矩形定型框的内侧,将间隔网板9放入矩形定型框内,再次倒入纸浆,直到纸浆与固定侧板3的上部平齐,然后启动加热管44,侧面传温板42将热量传导给纸浆的表面,对纸浆内侧的水分进行蒸发,使其定型,加工完成后,启动驱动气缸15,驱动气缸15的输出杆通过三角支架46拉动中空翻转板41的上部向左右两侧移动,然后工作人员将定型后的纸浆取出。
44.利用本实用新型所述的技术方案,或本领域的技术人员在本实用新型技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1