一种锥形卷筒包装成型加工装备
一种锥形卷筒包装成型加工装备
【技术领域】
1.本实用新型涉及一种锥形卷筒包装成型加工装备。
背景技术:
2.随着经济的发展,人民的生活水平日益提高,作为夏日流行食品之一的冰激凌,早已从炎热夏天解暑降温的产品成为了人们的平常消费品,并在不断的发展。
3.冰激凌的外包装一般采用纸质材料包装,根据市场定位和人们审美的需求,冰激凌、雪糕类的外包装呈具有丰富的色彩和图案的包装彩绘锥形卷筒结构,此类锥形卷筒包装目前常采用人工手动卷制,生产效率低,并且这样的加工生产方式造成次品受人为因素干预较大,加工的产品质量不稳定,生产后的产品大小不相等,产品封口粘固不牢且容易自动爆裂,合格率低。
4.因此,本实用新型正是基于以上的不足而产生的。
技术实现要素:
5.本实用新型目的是克服了现有技术的不足,提供一种结构简单、提高成型效率和质量的锥形卷筒包装成型加工装备,替代人工手动卷制加工生产方式。
6.本实用新型是通过以下技术方案实现的:
7.一种锥形卷筒包装成型加工装备,其特征在于包括安装座1,所述的安装座1上可相对转动地设有定位靠模2和定型卷模3,所述的安装座1上还设有驱动所述定位靠模2转动的第一驱动装置4和驱动所述定型卷模3转动的第二驱动装置5,所述的定位靠模2上设有伸出到安装座1外的锥状顶靠部21,所述的定型卷模3上设有伸出到安装座1外并能与锥状顶靠部21相配合将包装基材夹住的锥状成型部31,所述的锥状成型部31上设有将包装基材一端吸附使包装基材随锥状成型部31转动卷绕的吸附装置6。
8.如上所述的锥形卷筒包装成型加工装备,其特征在于所述的安装座1上可转动地设有摆动座7,所述的安装座1上设有驱动所述摆动座7摆动使锥状顶靠部21远离锥状成型部31的第三驱动装置8,所述的锥状成型部31上设有将由包装基材卷绕的锥形卷筒包装从锥状成型部31上脱出的脱模装置9,所述的安装座1上还设有弹压所述摆动座7转动使锥状顶靠部21抵接锥状成型部31的复位装置10。
9.如上所述的锥形卷筒包装成型加工装备,其特征在于所述的吸附装置6包括连通真空发生装置的抽吸口61、若干个设在锥状成型部 31外侧且用于吸附包装基材的吸附孔62、设在所述锥状成型部31内且连通抽吸口61和吸附孔62的吸附气道63。
10.如上所述的锥形卷筒包装成型加工装备,其特征在于所述的脱模装置9包括连通鼓风装置的鼓风口91、若干个设在锥状成型部31外侧且用于将由包装基材卷绕的锥形卷筒包装从锥状成型部31上吹脱的鼓吹脱模孔92、设在所述锥状成型部31内且连通鼓风口91和鼓吹脱模孔92的鼓风气道93。
11.如上所述的锥形卷筒包装成型加工装备,其特征在于所述的第三驱动装置8包括
第三驱动电机81和设在所述第三驱动电机81电机轴上的凸轮82,所述的摆动座7上可转动地设有供所述凸轮82转动顶推的第一轴承71。
12.如上所述的锥形卷筒包装成型加工装备,其特征在于所述的安装座1上设有安装槽11,所述的安装槽11内设有第二轴承12,所述的摆动座7的下端设有转动插接在第二轴承12上的转轴72。
13.如上所述的锥形卷筒包装成型加工装备,其特征在于所述的第二驱动装置5包括第二驱动电机51,所述的安装座1上设有供定型卷模3一端穿出的第二轴承座13,所述定型卷模3穿出第二轴承座13 的一端连接在第二驱动电机51的电机轴上。
14.如上所述的锥形卷筒包装成型加工装备,其特征在于所述的第二轴承座13上设有连接真空发生装置的第一气孔131,所述抽吸口61 位于所述定型卷模3穿入第二轴承座13内的部位,所述的第二轴承座13内设有连通所述第一气孔131和抽吸口61的第一环形腔132。
15.如上所述的锥形卷筒包装成型加工装备,其特征在于所述的第二轴承座13上设有连接鼓风装置的第二气孔133,所述鼓风口91位于所述定型卷模3穿入第二轴承座13内的部位,所述的第二轴承座13 内设有连通所述第二气孔133和鼓风口91的第二环形腔134。
16.如上所述的锥形卷筒包装成型加工装备,其特征在于所述的复位装置10为两端分别顶靠在安装座1和摆动座7上的弹簧,所述的第一驱动装置4包括第一驱动电机41,所述的定位靠模2一端连接在第一驱动电机41的电机轴上。
17.与现有技术相比,本实用新型有如下优点:
18.1、本实用新型中,第一驱动装置驱动定位靠模转动,第二驱动装置驱动定型卷模转动,当裁切成片的包装基材一端到达锥状成型部时,吸附装置将包装基材吸附,此时包装基材在吸附作用下随锥状成型部转动,锥状成型部将包装基材抵靠在锥状顶靠部上,与锥状顶靠部相配合将包装基材卷绕成型为锥形卷筒包装,结构简单,替代人工手动卷制加工生产方式,提高锥形卷筒包装的成型效率和质量。
19.2、本实用新型中,当锥形卷筒包装成型时,第三驱动装置驱动摆动座转动使锥状顶靠部远离锥状成型部,此时处于开模状态,锥形卷筒包装能在脱模装置作用下从锥状成型部上脱出,最后复位装置弹压所述摆动座转动使锥状顶靠部重新抵接锥状成型部上,使得锥形卷筒包装成型时能自动脱模,提高生产效率。
【附图说明】
20.图1是本实用新型的结构示意图;
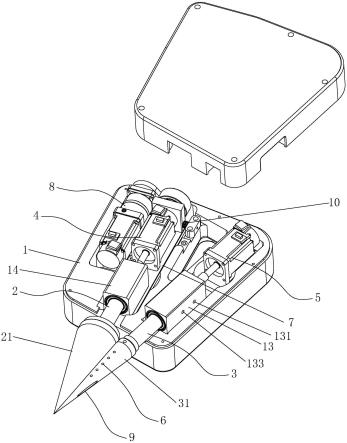
21.图2是本实用新型的分解结构示意图;
22.图3是本实用新型另一方向的分解结构示意图;
23.图4是本实用新型的定型卷模的剖视图之一;
24.图5是本实用新型的定型卷模的剖视图之二;
25.图6是本实用新型的定型卷模与第二轴承座装配时的剖视图;
26.图7是锥状顶靠部与锥状成型部分离时本实用新型的结构示意图;
27.图8是锥状顶靠部与锥状成型部抵接时本实用新型的结构示意图。
【具体实施方式】
28.下面结合附图对本实用新型作进一步描述:
29.如图1至图8所示,一种锥形卷筒包装成型加工装备,包括安装座1,安装座1上可相对转动地设有定位靠模2和定型卷模3,安装座1上还设有驱动所述定位靠模2转动的第一驱动装置4和驱动所述定型卷模3转动的第二驱动装置5,定位靠模2上设有伸出到安装座 1外的锥状顶靠部21,定型卷模3上设有伸出到安装座1外并能与锥状顶靠部21相配合将包装基材夹住的锥状成型部31,锥状成型部31 上设有将包装基材一端吸附使包装基材随锥状成型部31转动卷绕的吸附装置6。借助上述结构,第一驱动装置4驱动定位靠模2转动,第二驱动装置5驱动定型卷模3转动,当裁切成片的包装基材一端到达锥状成型部时,吸附装置6将包装基材吸附,此时包装基材在吸附作用下随锥状成型部31转动,锥状成型部31将包装基材抵靠在锥状顶靠部21上,与锥状顶靠部21相配合将包装基材卷绕成型为锥形卷筒包装,结构简单,替代人工手动卷制加工生产方式,提高锥形卷筒包装的成型效率和质量。
30.进一步地,安装座1上可转动地设有摆动座7,安装座1上设有驱动所述摆动座7摆动使锥状顶靠部21远离锥状成型部31的第三驱动装置8,锥状成型部31上设有将由包装基材卷绕的锥形卷筒包装从锥状成型部31上脱出的脱模装置9,安装座1上还设有弹压所述摆动座7转动使锥状顶靠部21抵接锥状成型部31的复位装置10。如图7所示,当锥形卷筒包装成型时,第三驱动装置8驱动摆动座7 转动使锥状顶靠部21远离锥状成型部31,此时处于开模状态,锥形卷筒包装能在脱模装置9作用下从锥状成型部31上脱出,如图8所示,最后复位装置10弹压所述摆动座7转动使锥状顶靠部21重新抵接锥状成型部31上,使得锥形卷筒包装成型时能自动脱模,提高生产效率。
31.如图4所示,吸附装置6包括连通真空发生装置的抽吸口61、若干个设在锥状成型部31外侧且用于吸附包装基材的吸附孔62、设在所述锥状成型部31内且连通抽吸口61和吸附孔62的吸附气道63。在实际应用中,真空发生装置可以是抽气泵,其通过气管与抽吸口 61连接,持续地将吸附气道63的气体抽出,使得吸附孔62处形成负压,将包装基材吸附。
32.如图5所示,脱模装置9包括连通鼓风装置的鼓风口91、若干个设在锥状成型部31外侧且用于将由包装基材卷绕的锥形卷筒包装从锥状成型部31上吹脱的鼓吹脱模孔92、设在所述锥状成型部31 内且连通鼓风口91和鼓吹脱模孔92的鼓风气道93。当锥形卷筒包装成型且锥状顶靠部21远离锥状成型部31而处于开模状态时,鼓风装置向鼓风气道93内送入气体,使得锥形卷筒包装从锥状成型部31 上吹落。
33.本实施例中,第三驱动装置8包括第三驱动电机81和设在第三驱动电机81电机轴上的凸轮82,摆动座7上可转动地设有供所述凸轮82转动顶推的第一轴承71。本实施例中采用11
°
的定型卷模及22
ꢀ°
的定位靠模2,定位靠模2旋转三圈、定型卷模3旋转六圈、凸轮 82旋转一圈,即完成一个卷筒成锥形产品。
34.如图2和图3所示,安装座1上设有安装槽11,安装槽11内设有第二轴承12,摆动座7的下端设有转动插接在第二轴承12上的转轴72,这样使得第三驱动电机81驱动凸轮82顶推第一轴承71时,摆动座7能带动设置在其上的定位靠模2摆动。
35.具体地,第二驱动装置5包括第二驱动电机51,安装座1上设有供定型卷模3一端穿出的第二轴承座13,定型卷模3穿出第二轴承座13的一端连接在第二驱动电机51的电机轴上,第二驱动电机 51带动定型卷模3转动。
36.如图6所示,第二轴承座13上设有连接真空发生装置的第一气孔131,抽吸口61位于定型卷模3穿入第二轴承座13内的部位,第二轴承座13内设有连通所述第一气孔131和抽吸口61的第一环形腔 132。在工作时,定型卷模3在第二轴承座13转动,抽吸口61在转动时始终与第一环形腔132连通,使得真空发生装置能从第一气孔 131将吸附气道63的气体抽出,使得吸附孔62处形成负压,将包装基材吸附。
37.具体地,第二轴承座13上设有连接鼓风装置的第二气孔133,鼓风口91位于定型卷模3穿入第二轴承座13内的部位,第二轴承座 13内设有连通所述第二气孔133和鼓风口91的第二环形腔134。在工作时,定型卷模3在第二轴承座13转动,鼓风口91在转动时始终与第二环形腔134连通,使得鼓风装置能从第二气孔133向鼓风气道 93内送入气体,使得锥形卷筒包装从锥状成型部31上吹落。
38.本实施例中,复位装置10为两端分别顶靠在安装座1和摆动座 7上的弹簧,第一驱动装置4包括第一驱动电机41,定位靠模2一端穿过第一轴承座14连接在第一驱动电机41的电机轴上,由第一驱动电机41驱动转动。
39.本实用新型结构简单,结构紧凑,能替代人工手动卷制加工生产方式,具有锥形卷筒包装快速成型和脱模的效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1