一种可控变色纱线及其制备方法与流程
本发明涉及纺织领域,尤其涉及一种可控变色纱线及其制备方法。
背景技术:
1、为了实现纺织面料的可控变色,人们通常先制得一种可控变色的纤维或纱线,再由这种纤维或纱线织造成面料。一般而言,实现纤维或纱线的电致可控变色有两种方法。
2、一种是通过制备具有沿纤维轴向布置的电场的纤维,通过电场控制在其中的电致变色层改变颜色。比如cn 108873539 b公开了一种电致变色纤维及其制备和应用,制备采用金属丝作为电极,通过纤维连续化构筑设备在金属丝表面涂覆紫罗精电致变色电解质溶液。cn110609427a公开了一种缠绕式结构的纤维电致变色器件,所述纤维电致变色器件由内向外依次包括绝缘纤维、至少两根导电纤维、电解质层和绝缘封装层,所述导电纤维互不接触,且并行地螺旋缠绕于所述绝缘纤维的表面,其中至少一根导电纤维的表面覆盖有电致变色薄膜。
3、另一种是通过在导电纱周围覆盖温敏材料,当导电纱通电加热时,温敏材料变色,从而实现纤维或纱线的可控变色。比如cn 107475840b公开了一种可拉伸电热致变色纤维,以包芯纱作为弹性基体,在其表面依次制备导电层、保护层以及变色层;得到的可拉伸电热致变色纤维可以实现多种颜色的变化。cn 111527243 a公开了一种具有导电芯和变色涂层的纤维,包括导电芯和围绕且沿着所述导电芯设置的涂层,涂层包括具有变色颜料的聚合物材料层。cn 110205688 b公开了一种电热致变色纤维,该电热致变色纤维包括具有三层结构的复合材料,自外而内依次为保护层、热致变色层和导电层,导电层材料在通电条件下发热,所述中间层的热致变色层材料在导电层的热作用下发挥变色功能。cn110219082a采用静电纺包芯纱的方法包覆附有温变油墨的纳米纤维在导电纱表层,使用时将电压加在制成的纱线两端,通过控制电压的大小即可控制纱线颜色的转变。cn112813554a公开了一种皮芯结构电控变色蚕丝复合纱线,芯层采用通电可发热的纤维,皮层为热致变色蚕丝纤维。cn111676545a公开了了一种热致仿生变色纤维,自内而外设置的导电丝和包含热致变色材料的热致仿生变色层。cn112522809a公开了一种皮芯结构弹性电驱动热致变色传感纤维及其制备方法。其芯层为包覆石墨烯的导电聚氨酯纤维,将含有不同热致变色油墨的聚氨酯纳米纤维静电纺丝到芯层表面构成皮层。
4、对于方法一,因为沿纤维轴向形成均匀电场,难度较大,工业化连续生产控制难度更大;电致变色材料价格高;通常需要涂覆保护层;制得纤维直径较大,后续纺织加工存在困难。
5、对于方法二,工艺复杂,加工成本高;制成品不适于后续纺织加工;通常需要额外涂覆保护层。
6、另外,现有的导电纤维/纱线颜色都比较深,一般为深灰色至黑色。如果直接在其周围通过各种方法形成热敏变色涂层/包覆层,构成电热致变色纤维/纱线,那么就存在一个问题,为了完全遮盖导电纤维/纱线的颜色,需要的涂层/包覆层厚度比较大。否则形成的电热致变色纤维/纱线的颜色发暗,不够鲜艳,很影响显示效果。但厚的涂层/包覆层,除了增加成本以外,还会导致变色响应时间延长,手感发硬,后续加工困难等问题。现有的金属镀层导电纤维和金属纤维是应用最多的导电纤维,但金属镀层存在脱落的风险;金属纤维耐磨性差,舒适性低。金属表面能低,如果直接在其表面形成变色涂层,则会因为导电纤维金属界面之间的结合力低,容易造成涂层牢度低、耐久性差的问题。
技术实现思路
1、有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是现有的导电纱线或导电纤维颜色比较深,直接使用热敏变色涂层或包覆层时,会导致涂层或包覆层厚度较大,颜色不够鲜艳,成本增加,并且变色相应时间延长,手感发硬、后续加工难度等问题,或导电纱线或导电纤维的耐磨性差、舒适性低,且在其表面直接形成涂层会使得金属界面之间的结合力低,造成涂层牢度低、耐久性差等问题。因此,本发明提供了一种可控变色纱线及其制备方法,先使用包芯/包覆的方法,使用普通纤维/纱线将颜色较深浓的导电纤维/纱线覆盖后,可以使用较薄的涂层即可达到较好的遮盖效果,起到保护作用,同时可以提高与人体接触时的舒适性,涂层直接与普通纺织纤维材料结合,可获得更好的牢度。
2、为实现上述目的,本发明提供了一种可控变色纱线,包括导电纱线层、包覆层和变色涂层,导电纱线层、包覆层和变色涂层自内向外依次布置。
3、进一步地,导电纱线层设置为由导电材质纤维制成,包括金属、金属镀层聚合物、导电聚合物、包含或覆盖金属或导电聚合物或纳米碳材的聚合物、以及液态金属聚合物复合体中的一种。
4、进一步地,导电纱线层包括单丝或复丝中的一种,其横向宽幅设置为0.01~1mm。
5、进一步地,包覆层包括外包覆短纤或外包覆纱线,其中,外包覆短纤包括各类天然、合成、再生纤维的短纤;外包覆纱线包括各类天然、合成、再生纤维短纤或长丝构成的纯纺或混纺纱线。
6、进一步地,包覆层设置为通过单包覆或双包覆的方式包覆在导电纱线层的外层;其中,单包覆设置为包覆层以螺旋形式沿同一方向包覆在芯纱的外面;双包覆包括两根纱线,设置为包覆层以螺旋形式包覆在芯纱的外面,两根纱线缠绕方向相反,且形成从内向外的三层结构。
7、进一步地,变色涂层包括热敏颜料、涂层树脂和助剂,热敏颜料、涂层树脂和助剂混合后,涂敷于包覆层的表面。
8、进一步地,涂层树脂设置为树脂粘合剂,包括水性聚氨酯、水性丙烯酸树脂、水性聚酯树脂、水性含硅、含氟树脂、水性氨基树脂、水性醇酸树脂、水性环氧树脂、水性酚醛树脂、水性油及水性聚丁二烯、水性超支化聚合物及其组合中的一种或多种。
9、进一步地,助剂包括润湿剂、流平剂、消泡剂、光稳定剂、分散剂、增稠剂、紫外吸收剂、光稳定剂中的一种或多种。
10、进一步地,还包括固化剂,固化剂与涂层树脂搭配使用。
11、本发明又一较佳实施例提供了一种可控变色纱线的制备方法,包括以下步骤:
12、芯丝退绕,将装有导电纱线的筒子在喂入辊的摩擦传动下退绕;
13、包缠:将退绕出来的导电纱线绕过导丝辊穿过下空心锭的中心管,在下导纱钩处与从插在空心锭并与空心锭一起回转的铝锭管上退绕下来的热敏变色纤维纱线构成的外包缠纱相会合,外包缠纱随着空心锭的高速回转包缠到导电芯纱上;
14、卷绕成形:将形成的包缠纱由引纱辊引出,并由卷绕装置卷绕到筒管上;
15、涂层制备:包括浆料配制、浆料涂布、预烘和焙烘。
16、进一步地,包缠包括单包覆和双包覆,单包覆的步骤包括将退绕出来的导电纱线绕过导丝辊穿过下空心锭的中心管,在下导纱钩处与从插在空心锭并与空心锭一起回转的铝锭管上退绕下来的热敏变色纤维纱线构成的外包缠纱相会合,外包缠纱随着空心锭的高速回转包缠到导电芯纱上;双包覆的步骤包括将退绕出来的导电纱线绕过导丝辊穿过下空心锭的中心管,在下导纱钩处与从插在空心锭并与空心锭一起回转的铝锭管上退绕下来的热敏变色纤维纱线构成的第一外包缠纱相会合,第一外包缠纱随着空心锭的高速回转包缠到导电芯纱上;然后将经过第一次正向包缠的包缠纱继续穿过上空心锭的中心管,并在上导纱钩处与上空心锭铝锭管上的由热敏变色纤维纱线构成的第二外包缠纱相会合,第二外包缠纱随着上空心锭的高速回转反向包缠到上一步骤中的包缠纱上。
17、进一步地,第一外包缠纱和第二外包缠纱设置为可以是同种纱线,也可以是异种纱线。
18、进一步地,加工工艺中,芯纱预加张力为0-10cn,空心锭子转速为2000-8000r/min,卷曲率为>95%。
19、本发明另一较佳实施例提供了一种可控变色纱线的制备方法,包括以下步骤:
20、喂入机构选择长丝管状卷装消极喂入型,加工时导电芯纱筒子放置导丝罗拉,通过伺服电动机使辊筒上的芯纱筒子主动退绕,不经过细纱机的牵伸机构而自前罗拉钳口后面的集合器处喂入,在此与经牵伸后的短纤维须条合并,再一起由前罗拉钳口输出,加捻后形成包芯纱,设置导纱张力控制器,导电芯纱喂入张力大于须条的牵伸张力,纱张力为20cn,捻系数范围为350~400;形成包芯纱后再进行涂层制备,包括浆料配制、浆料涂布、预烘和焙烘。
21、本发明又一较佳实施例提供了一种可控变色纱线的制备方法,包括以下步骤:由各种原料的单纱经并纱机、捻线机或并捻联合机加工,由两股或两股以上的单纱经加捻而成,然后再进行涂层制备,包括浆料配制、浆料涂布、预烘和焙烘。
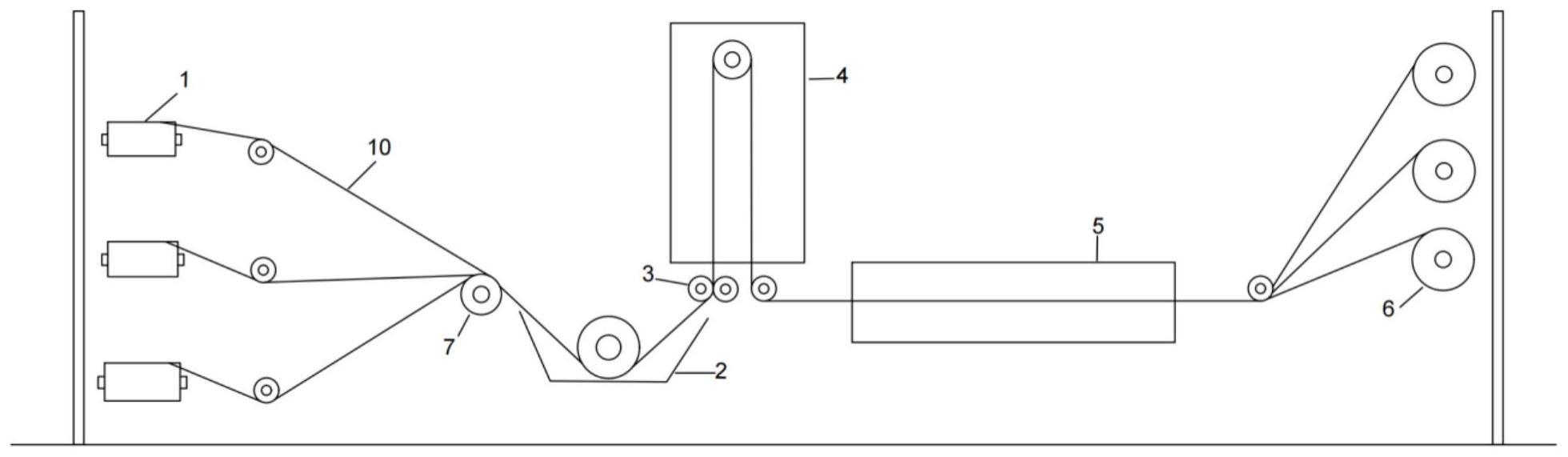
22、进一步地,涂层制备,为将纱线从纱架上引出,经罗拉进入装有浆料的液槽后,经过轧辊轧除多余浆料后进入竖直烘箱预烘,然后经过水平烘箱完成焙烘,至成品纱架完成卷绕成型;
23、具体包括以下步骤:
24、配制涂层浆料:按设定的质量百分比,依次将水、润湿剂、分散剂、消泡剂、固化剂、温变颜料粉等加入树脂中,加入紫外吸收剂、光稳定剂,混合搅拌均匀,搅拌速率150-400r/min,搅拌时间5-15分钟;
25、浆料涂覆,将纱线在含涂料中浸渍以使涂料包覆纱线,附着浆料重量为干纱重量的2-15%。并通过轧辊轧除多余的浆料,控制浆料的涂布量;也可以通过刮涂等方式,将一定量的涂料涂敷于纤维/纱线上;
26、预烘,涂敷有浆料的纱线经过烘箱,烘箱温度80-120℃,时间1-2min;
27、焙烘,预烘过后的纱线经过烘箱,烘箱温度100-150℃,时间2-3min。
28、进一步地,为提高涂层的均匀性,还包括以下步骤:
29、罗拉超喂3-5%,让纱线在低张力条件下浸润浆料,可以使得纱线充分浸润浆料;
30、浸润浆料后,纱线竖直向上,进入直立的烘箱进行预烘,以避免造成涂层的不均匀;预烘完成,浆料水分烘干,粘度上升,即可进入水平烘箱,完成焙烘过程。
31、进一步地,为满足后续纺织加工要求,根据需要可以对涂层后纱线上油,包括由齿轮泵计量的喷嘴上油,或油盘上油,以及喷嘴和油盘兼用中的一种。
32、进一步地,使用纺丝油剂进行上油,纺丝油剂包括多种组分复合调配,包括润滑剂、抗静电剂、乳化剂和调整剂中的一种或多种。
33、进一步地,经过上油后的纱线含油量控制在0.5%~6%。
34、技术效果
35、本发明提供的一种可控变色纱线及其制备方法,是一种低成本、快速制备可控变色纱线及其制备方法。通过先使用包芯/包覆的方法,使用普通纤维/纱线将颜色较深浓的导电纤维/纱线覆盖后,可以使用较薄的涂层即可达到较好的遮盖效果;起到保护作用,同时可以提高与人体接触时的舒适性;涂层直接与普通纺织纤维材料结合,可获得更好的牢度;通过在涂层配方中添加紫外吸收剂和光稳定剂的方法,改善热敏颜料的耐晒性能,获得有比较好的耐日晒性能的纱线。
36、以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
- 还没有人留言评论。精彩留言会获得点赞!