用于环锭纺纱机的牵引框架的粗纱停止组件及环锭纺纱机的制作方法
1.本发明总体涉及一种粗纱(roving)停止组件,用于当在环锭纺纱机的纺纱工位处制造纱线时,中断粗纱的供应。本发明还涉及一种环锭纺纱机,包括:具有多个纺纱工位的牵引框架;以及,位于这些纺纱工位中的每一个处的粗纱停止组件。
背景技术:
2.公知的是,在环锭纺纱机的纺纱位置处,监测待被馈送至纺锤组件的纱线的断裂。
3.已知的纺纱系统使用粗纱停止设备来及时停止粗纱的供应,从而防止在纺纱机保持运行时因纱线的断裂而产生的粗纱损失。这些粗纱停止设备包括粗纱止动元件,所述粗纱止动元件被配置成,在检测到来自用于监测通过纺锤组件的纱线的断裂的电传感器或电磁传感器的信号时,作用在后部牵引辊上,从而阻止后上部牵引辊的运动。
4.文献cn2844159y公开了包括上述已知的粗纱停止设备之一的现有纺纱机,其中粗纱止动元件被铰接至滑动构件,并且所述滑动构件在纱线断裂时易于被触发构件释放至激发位置。止动元件在活动位置时,粗纱被夹在一对后部牵引辊之间,因此在粗纱断裂时,会出现粗纱中断,从而阻止粗纱的供应。
5.借助于连续纺纱工艺制造“芯(core)”纱也是公知的。这种类型的纱线在单个纱轴上结合一种或两种具有弹性属性的连续长丝,并且覆盖有来自棉粗纱或类似粗纱的纤维。对于“芯”纱的制造,通常采用弹性体材料(诸如,弹性纤维或氨纶纤维)的连续长丝,如商标为的情况。公知的是,这些连续长丝容易断裂,在断裂的情况下必需及时停止粗纱的供应,以防止制造缺少形成其芯的连续长丝的有缺陷的纱。
6.在现有技术中,存在用于“芯”纱纺纱机的粗纱停止设备,所述粗纱停止设备及时停止粗纱的供应,从而防止制造缺乏连续长丝的缺陷纱线。许多这些粗纱停止设备采用电传感器,所述电传感器监测第一和/或第二连续长丝的通过。这些传感器检测这些连续长丝之一的断裂,并且发送粗纱停止信号至与触发构件相关的电磁致动器,以触发驱动至少一个粗纱止动元件至活动位置,从而在一个连续长丝断裂时,停止粗纱的供应。活动位置的粗纱止动元件作用于一对后部牵引辊,从而使粗纱夹在其间。
7.上述粗纱停止设备包括复位装置,用于通过复位机构将粗纱止动元件复位至其非活动位置,以便在操作人员开始修复断裂的纱线或断裂的长丝之前恢复粗纱的供应。
8.然而,当在环锭纺纱机上生产纱线时,纺锤间距或纺锤位置之间的距离非常窄,以至于操作人员难以进行旨在将粗纱止动元件复位至其非活动位置以恢复粗纱供应的处理操作。特别是在生产“芯”纱时,为了使该处理不造成馈送至相邻的纺锤组件的非常细的连续长丝断裂,在纺锤位置之间的处理操作需要非常地小心。
9.因此,有必要提供一种现有技术的替代方案,所述替代方案通过提供粗纱停止组件覆盖了现有技术的欠缺,克服了上述缺点,并且显著地改善了在环锭纺纱机生产纱线时进行处理操作的可靠性。
技术实现要素:
10.为此,本发明在第一方面涉及一种粗纱停止组件,所述粗纱停止组件用于在环锭纺纱机生产纱线期间中断粗纱的供应,其中所述环锭纺纱机的牵引框架包括一对前部牵引辊、一对中间牵引辊以及一对后部牵引辊,所述粗纱停止组件包括:
[0011]-至少一个粗纱止动元件,所述粗纱止动元件被布置成能够在活动位置作用于所述一对后部牵引辊或所述一对中间牵引辊之一,以便在环锭纺纱机的纺纱工位处停止粗纱的供应。
[0012]-触发装置,所述触发装置能操作地连接至至少粗纱止动元件,以触发驱动至少粗纱止动元件至活动位置,以及,
[0013]-复位装置,所述复位装置通过复位机构将至少粗纱止动元件复位至非活动位置,从而恢复粗纱的供应。
[0014]
与已知的粗纱停止组件不同,本发明的第一方面所提出的粗纱停止组件的特征在于,所述复位装置包括被布置在牵引框架的前部处的复位致动器臂。所述复位致动器臂被安装成与复位机构配合,所述复位机构能操作地连接至至少粗纱止动元件,使得当驱动位于牵引框架的前部处的复位致动器臂时,允许至少粗纱止动元件被移位至非活动位置,从而恢复粗纱的供应。
[0015]
表述“位于牵引框架的前部处”应被理解为位于牵引框架的最靠前的位置处,优选地,位于牵引框架的前部辊旁边或接近前部辊的位置处。
[0016]
得益于所要求保护的特征,本发明提供了一种粗纱停止组件,其中借助于被布置在牵引框架的前部处的复位致动器臂与复位机构配合,使得粗纱止动元件的复位操作变得更加容易和可靠。
[0017]
实际上,借助于所要求保护的粗纱停止组件,通过简单驱动位于牵引框架的前部处的复位致动器臂,就能恢复粗纱的供应。因此,操作人员不需要进入牵引框架的内部,就能将粗纱止动元件复位至其非活动位置。因此,纺锤位置之间的处理操作变得更加容易和可靠。
[0018]
优选地,粗纱停止组件包括驱动装置,所述驱动装置用于自动地驱动位于环锭纺纱机的牵引框架的前部处的复位致动器臂,以便在操作人员或机械臂准备开始修复断裂的纱线或断裂的长丝(例如,准备开始进行拼接操作)之前恢复粗纱的供应。
[0019]
根据一个实施方案,所述驱动装置包括被布置在自动维修工位上的驱动设备,所述自动维修工位沿着一排纺纱工位被可移位地安装并且具有在需要维修操作的选定纺纱工位处停止的选项。
[0020]
优选地,得益于这些所要求保护的特征,本发明提供了一种粗纱停止组件,在纱线断裂和/或连续长丝断裂时,无需存在操作人员手动复位粗纱止动元件来恢复粗纱的供应。
[0021]
有利地,驱动设备可以包含例如活塞和气缸组件,或包含其他等同的驱动组件或设备,被布置在或不被布置在自动维修工位上,以便在需要维修操作的纺纱工位处驱动位于牵引框架的前部处的复位致动器臂。
[0022]
同样有利地,所述驱动装置包括用于驱动复位致动器臂的驱动工具,所述驱动工具可被附接至机械臂。
[0023]
所述机械臂可以具有至少六个运动自由度,以允许将驱动工具定位在牵引框架的
前部,从而自动地驱动(推动或拉动)位于牵引框架的前部处的复位致动器臂。
[0024]
根据一个优选实施方案,所述驱动工具是例如纱线拼接系统的纱线处理工具,优选地,所述纱线处理工具能附接至进行自动拼接操作的纱线拼接系统的机械臂。
[0025]
有利地,所述驱动工具或纱线处理工具设置有夹持元件,例如被配置为突出部或突起部的夹持元件,用于驱动或接合位于牵引框架的前部处的复位致动器臂。
[0026]
优选地,粗纱停止组件的触发装置包括触发构件,所述触发构件被安装成与复位机构配合,以便在纱线断裂或连续长丝断裂后将复位机构释放至激发位置,并且在驱动复位致动器臂之后将复位机构保持至非激发位置。
[0027]
因此,当驱动复位致动器臂时,复位机构被移位以获取非激发位置,并且所述触发构件配合以将复位机构保持在此非激发位置上,其中至少粗纱止动元件处于非活动位置,从而允许恢复粗纱的供应。
[0028]
根据一个优选实施方案,所述复位机构包括与复位致动器臂相关的滑动构件,并且所述滑动构件被安装成沿着纵向方向能移位,从而在驱动复位致动器臂时,允许将至少粗纱止动元件移位至非活动位置。
[0029]
对于上述的优选实施方案,触发构件被安装成与滑动构件配合,使得:
[0030]-在驱动复位致动器臂之后,滑动构件易于被触发构件保持在非激发位置上,并且
[0031]-在纱线断裂和/或连续长丝断裂时,滑动构件易于被触发构件释放至激发位置。
[0032]
优选地,当滑动构件被复位致动器臂移位时能够累积势能,直到被触发构件保持在其未激发位置中。在纱线断裂和/或连续长丝断裂时,当触发构件释放滑动构件时,累积的势能易于作为运动传递至至少粗纱止动元件。
[0033]
有利地,所述滑动构件能够累积源自施加于弹簧或施加于同等或类似元件的压缩力的势能,以允许滑动构件恢复位置。
[0034]
对于一个实施方案,所述滑动构件包括:凹槽或凹陷部,所述凹槽或凹陷部与触发构件相互作用;以及,弹簧,所述弹簧被布置成通过将滑动构件移位至非激发位置而被压缩,直到触发构件锁定滑动构件。
[0035]
优选地,所述复位致动器臂被配置成使得其纵向延伸至牵引框架的前部,例如,延伸至底部前部辊旁边的位置。
[0036]
同样优选地,所述复位致动器臂被整体附接至滑动构件,使得当复位致动器臂被驱动(拉动或推动)时,所述滑动构件沿着纵向方向移位。
[0037]
对于一个实施方案,所述复位致动器臂被配置成与滑动构件形成一个整体件,从而纵向延伸至牵引框架的前部。
[0038]
然而,根据一个替代实施方案,所述复位致动器臂包含可移除地附接至滑动构件的单独件,从而纵向延伸至牵引框架的前部。
[0039]
此替代实施方案具有的优点是,允许将现有的粗纱停止组件容易地调整或转换为所要求保护的粗纱停止组件。
[0040]
优选地,复位致动器臂的远端部分包括或形成通道,所述通道适于使缠绕底部中间牵引辊的至少一个牵引皮圈通过和/或适于用于抽吸断裂纤维或断裂长丝的至少一个吸管通过。
[0041]
同样优选地,所述粗纱停止组件包括:
[0042]-检测装置,所述检测装置被布置用于在纱线断裂时检测钢丝圈(traveller)沿着纺锤组件的环的运动的缺失或变化,和/或检测装置,所述检测装置用于在生产“芯”纱时,在连续长丝断裂时检测纺纱位置处的所述连续长丝的缺失,以及
[0043]-处理和控制装置,被配置成:
[0044]-接收来自检测装置的纱线断裂信号和/或长丝断裂信号,
[0045]-将纱线断裂信号和/或长丝断裂信号转发至触发装置,以触发驱动至少粗纱止动元件至活动位置,从而停止粗纱的供应,并随后,
[0046]-在拼接操作之前,将粗纱复位信号转发至驱动装置,所述驱动装置用于自动地驱动位于环锭纺纱机的牵引框架的前部处的复位致动器臂,以致使至少粗纱止动元件被移位至非活动位置,从而恢复粗纱的供应。
[0047]
对于一个实施方案,其中所述粗纱停止组件包括自动维修工位,所述自动维修工位包含用于复位致动器臂的驱动装置,所述处理和控制装置进一步被配置为:
[0048]-向自动维修工位转发维修信号,所述自动维修工位沿着一排纺纱工位被可移位地安装并且具有在需要维修操作的选定纺纱工位处停止的选项。
[0049]
另外,如果驱动工具被附接至机械臂,则处理和控制装置被配置成:
[0050]-向机械臂提供粗纱复位信号,以允许机械臂将驱动工具定位在复位致动器臂处,以便借助于驱动工具推动或拉动位于牵引框架的前部处的复位致动器臂。
[0051]
有利地,所述检测装置包括接近纺锤组件布置的光学传感器,以检测钢丝圈的运动,并且在纱线断裂时输出钢丝圈的运动的缺失或变化的信号。
[0052]
公知的是,一旦被牵引,粗纱或纱线就会向下传至纺锤组件,在此,所述粗纱或纱线穿过被称为钢丝圈的小环。所述钢丝圈沿着与纺锤同轴布置的环移动。在那里,所述纱线被附接至纺锤上的现有纱线。钢丝圈与纺锤共享同一轴线,但以不同的速度旋转。纺锤被驱动,钢丝圈落在后面,从而将旋转分布在纺锤的卷绕与纱线的扭转之间。所提及的光学传感器连续地控制每个纺纱位置的状态和rpm,并且从所述光学传感器所收集的数据被传递至监控软件,所述监控软件将粗纱停止信号发送至粗纱停止组件的处理和控制装置。所述光学传感器所具有的优点是,提供超快的检测和通信,因为它允许在不到一秒钟的时间内检测纱线的断裂,从而立即启动粗纱中断。
[0053]
优选地,所述触发装置包括用于驱动触发构件的电磁致动器,其中所述电磁致动器被配置为在接收到纱线断裂信号和/或长丝断裂信号时通电。
[0054]
有利地,所述驱动工具是附接至机械臂的纱线处理工具,其中所述纱线处理工具包括至少一个夹持元件,所述至少一个夹持元件被配置为驱动位于牵引框架的前部处的复位致动器臂,优选地还被配置为将辅助纱线紧固在纱线馈送喷嘴的外部上。
[0055]
夹持元件应被理解为是用于将纱线保持或抓持在纱线馈送喷嘴的外部上的元件。此夹持元件可以被配置为附接至纱线处理工具的突出部或突起部,例如,夹持元件被配置为或适于与复位致动器臂接合,或将一部分纱线保持或抓持在纱线馈送喷嘴的外部上。
[0056]
得益于这些特点,附接至机械臂的同一工具可用于自动地复位至少粗纱止动元件,从而恢复粗纱的供应,并且进行穿线和拼接操作。
[0057]
优选地,至少粗纱止动元件被配置成楔形,例如具有弯曲表面的楔形,被布置成在其活动位置时被插入一对后部牵引辊或一对中间牵引辊之间,以停止粗纱的供应。有利地,
至少粗纱止动元件被铰接至滑动构件。然而,根据另一实施方案,所述粗纱止动元件可以整体附接至与复位致动器臂相关的复位机构的不同构件上。
[0058]
本发明的第二方面涉及一种环锭纺纱机,包括:具有多个纺纱工位的牵引框架;以及,所要求保护的位于这些纺纱工位中的每一个处的粗纱停止组件,其中每个所述粗纱停止组件包括:
[0059]-至少粗纱止动元件,
[0060]-触发装置,所述触发装置能操作地连接至所述至少粗纱止动元件,以及
[0061]-复位致动器臂,所述复位致动器臂被布置在每个纺纱位置处的牵引框架的前部处,
[0062]-其中,所述复位致动器臂被安装成与能操作地连接至所述至少粗纱止动元件的复位机构配合,以便在驱动位于牵引框架的前部处的复位致动器臂时,允许所述至少粗纱止动元件被移位至非活动位置,从而恢复粗纱的供应。
[0063]
本发明的第三方面涉及一种借助于所要求保护的粗纱停止组件来监控环锭纺纱机的纺纱位置处的粗纱的供应的方法,其中所述组件包括用于驱动所述复位致动器臂的驱动装置,并且所述方法包括以下步骤:
[0064]
a)在开始修复断裂的纱线和/或断裂的连续长丝之前,例如,在开始拼接操作之前,将粗纱复位信号转发给驱动装置,所述驱动装置用于自动地驱动位于环锭纺纱机的牵引框架的前部处的复位致动器臂。
[0065]
必须被修复的断裂的纱线可以是例如普通纱或“芯”纱。
[0066]
在本发明中:
[0067]“普通纱(plain yarn)”应被理解为是借助于缠绕中间底部牵引辊的单个中间底部牵引皮圈来预牵引和主牵引至少一个粗纱所制造的纱线。
[0068]“芯纱(core yarn)”应被理解为是以由一根、两根或多达三根的连续长丝形成的芯与覆盖所述长丝的粗纱纤维束结合而成的纱线。
[0069]“双芯(duo core)”纱应被理解为是以由两根连续长丝形成的芯与覆盖所述长丝的粗纱纤维束结合而成的纱线。
[0070]“连续长丝”应被理解为是未限定长度的纺织纤维长丝;优选地,合成纤维(例如,弹性纤维或聚酯纤维的长丝)的长度通过挤压获得。
[0071]“粗纱”或“粗纱纤维束”应被理解为是轧断棉、毛或粘胶纤维、或其他类似的天然或人造切断纤维的束,旨在或不旨在用于在纺织芯纱时覆盖一根或多根连续长丝。
[0072]
穿线操作优选地应被理解为是在纱线馈送喷嘴的外部上创建或形成辅助纱线的穿线段的操作,并且在环锭纺纱机的环锭的凸缘处处理所述穿线段,以将所述穿线段穿入环锭纺纱机的环形钢丝圈。
[0073]
拼接操作应理解为是将用于拼接穿线辅助纱线的纱线处理工具定位在粗纱上的操作,其中所述粗纱由环锭纺纱机的牵引组件的前部牵引辊发放。
[0074]
表述“位于牵引框架的前部处”应被理解为是位于牵引框架最靠前的位置处,优选地,位于底部前部辊的旁边或者接近底部前部辊的位置处。
附图说明
[0075]
参考附图,将从下面对实施方案的详细描述来更充分地理解先前和其他优点和特征,所述附图必须以例示性和非限制性方式考虑,其中综述如下:
[0076]
具体来说:
[0077]
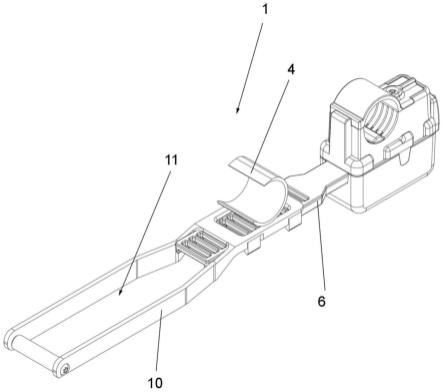
图1示出了粗纱停止组件的一个实施方案的立体图,示出了附接至复位机构的滑动构件的复位致动器臂,所述复位机构能操作地连接至粗纱止动元件。
[0078]
图2是图1的粗纱停止组件的局部分解立体图,示出了复位致动器臂以及粗纱止动元件,所述复位致动器臂被配置为能移除地附接至滑动构件的单独件,所述粗纱止动元件被配置为楔形并且被插入适于输送粗纱的一对后部牵引辊或一对中部牵引辊之间。
[0079]
图3是示意性的立体图,示出了图1的两个粗纱停止组件,所述两个粗纱停止组件被安装在环锭纺纱机的牵引框架的两个纺纱工位处,其中每个中间底部牵引辊的底部牵引皮圈穿过设置在每个复位致动器臂的远端部分上的通道。此图示出了两个粗纱停止组件的粗纱止动元件,所述粗纱止动元件在活动位置作用于一对后部牵引辊,以中断粗纱的供应。在纱线断裂时,每个复位机构的滑动构件被释放至向后的激发位置。
[0080]
图4是与上述图3视角类似的示意性立体图,在这种情况下,示出了具有处于非活动位置的粗纱止动元件的两个粗纱停止组件,以允许粗纱的供应(未展示)。每个复位机构的滑动构件通过拉动复位致动器臂而被驱动,直到被保持在向前的非激发位置。
[0081]
图5是牵引框架的示意性立体图,示出了每个纺纱位置处的多个粗纱停止组件。一些粗纱停止组件的粗纱止动元件处于活动位置,而其他的粗纱止动元件处于非活动位置。具有处于活动位置的粗纱止动元件的粗纱停止组件的复位致动器臂具有向后的激发位置,等待驱动以恢复粗纱的供应。出于清楚的原因,未展示上部牵引辊以及中间底部牵引辊的牵引皮圈。
[0082]
图6是图1的粗纱停止组件的示意性侧视图,其中在接收到纱线断裂信号之后,粗纱止动元件在活动位置作用于一对后部牵引辊,以中断粗纱的供应。复位机构的滑动构件以及复位致动器臂均处于向后的激发位置。该图示出了对驱动工具的展示,所述驱动工具设有呈突出部形式的夹持元件,用于在牵引框架的前部处与复位致动器臂接合。对于此实施方案,所述驱动工具是附接至纱线拼接系统的机械臂的纱线处理工具。
[0083]
图7是图6的粗纱停止组件的示意性侧视图,示出了拉动附接至复位机构的滑动构件的复位致动器臂的驱动工具。
[0084]
图8是图1的粗纱停止组件的示意性侧视图,其中滑动构件和复位致动器臂均保持在向前的非激发位置。在此位置,粗纱止动元件处于非活动的位置,以允许粗纱的供应。
[0085]
图9是粗纱停止组件的示意性纵向截面,示出了:复位致动器臂,所述复位致动器臂被附接至复位机构的滑动构件,所述复位机构能操作地连接至粗纱止动元件;触发构件,所述触发构件被安装成与所述复位机构配合;以及,电磁致动器,所述电磁致动器用于驱动所述触发构件。在此图所示的实施方案中,复位机构包括:设有凹槽的滑动构件;以及,弹簧,所述弹簧被布置为通过用复位致动器臂移位滑动构件而被压缩,直至触发构件将滑动构件锁定在凹槽中。
[0086]
图10是类似于图9的纵向截面的粗纱停止组件的示意性纵向截面。在此图中,当接收到断裂信号时,在电磁致动器通电时,复位机构的滑动构件被触发构件释放至向后的激
发位置。断裂信号来自用于检测在纱线断裂时钢丝圈沿着纺锤组件的环的运动的缺失或变化的检测装置,和/或来自用于在生产“芯”纱时在连续长丝断裂时检测此连续长丝的缺失的检测装置。
[0087]
图11是环锭纺纱机的示意性侧视图,所述环锭纺纱机被配置为生产具有所要求保护的粗纱停止组件的“双芯”纱。该图示出了左牵引框架和右牵引框架、左粗纱支架和右粗纱支架以及左筒架和右筒架,左筒架和右筒架具有被布置用于“展开(deroul
é
e)”退绕两种不同的连续长丝的线轴。第一连续长丝可以是例如弹性体长丝,诸如商标为的弹性纤维,而第二连续长丝可以是例如invista的商标为的弹性多聚酯纤维的连续长丝。粗纱可以是例如轧断棉纤维。如该图所展示的,环锭纺纱机包括位于牵引框架的每个纺纱位置处的图1的粗纱停止组件,其中每个组件均包括布置在牵引框架的前部“f”处的复位致动器臂。
具体实施方式
[0088]
下面是参考图1至图11对所要求保护的发明的描述,这些图表示了本发明的示例性实施方案,适用于适合生产纱线的环锭纺纱机。
[0089]
例如,本发明可以适用于图11中所示的适合生产“双芯”纱的环锭纺纱机。此环锭纺纱机包括彼此相邻布置的一排纺纱工位,以及带有一对前部牵引辊3c、一对中间牵引辊3b以及一对后部牵引辊3a的左牵引框架和右牵引框架3。在每个纺纱工位或每个纺纱位置处,多个粗纱停止组件1被附接至环锭纺纱机的每个牵引框架3的杆2。粗纱线轴16挂在左粗纱支架和右粗纱支架17上,左筒架和右筒架18设有被布置成用于“展开”退绕两种不同的连续长丝的线轴19。
[0090]
图5示出了图11中的一个牵引框架3的示意性立体图,示出了附接至杆2的多个粗纱停止组件1。为了清楚起见,此图未示出牵引框架3的上部牵引辊,而是仅示出牵引框架3的下部牵引辊。
[0091]
每个所要求保护的粗纱停止组件1包括:
[0092]-至少一个粗纱止动元件4,所述粗纱止动元件4被布置成能够在活动位置中作用于负责输送待牵引的粗纱的一对后部或中间牵引辊3a,
[0093]-触发装置,所述触发装置能操作地连接至粗纱止动元件4,以便在纱线断裂或连续长丝断裂后触发驱动粗纱止动元件4至活动位置,以及
[0094]-复位装置,用于通过复位机构将至少粗纱止动元件4复位至非活动位置,从而恢复粗纱的供应,以便操作人员能够开始修复断裂的纱线或断裂的长丝。
[0095]
对于所示的实施方案,触发装置包括被安装成与复位机构配合的触发构件5,而所述复位机构包括易于被触发构件5保持在向前的非激发位置的滑动构件6。具体地,滑动构件6包括:用于触发构件5的凹槽7;以及,弹簧8,所述弹簧8被布置为通过移位滑动构件6而被压缩,直至触发构件5锁定在滑动构件6的凹槽7中(参见图9)。
[0096]
在图9的向前的非激发位置中,滑动构件6能够累积势能,所述势能源自施加于弹簧8的压缩力。在纱线断裂或连续长丝断裂时,当触发构件5释放滑动构件6至向后的激发位置时,这种累积的势能易于作为运动传递给至少粗纱止动元件4(参见图10)。
[0097]
对于所示的实施方案,触发装置包括电磁致动器9,例如用于驱动触发构件5的电
磁线圈和活塞组件。在纱线断裂和/或连续长丝断裂时,当接收到纱线和/或长丝断裂信号时,电磁致动器9被通电。断裂信号可以来自例如传感器的检测装置,用于在纱线断裂时检测钢丝圈沿着纺锤组件20的环的运动的缺失或变化,或来自例如另一传感器的检测装置,用于在连续长丝断裂时检测此连续长丝的缺失。
[0098]
与已知的粗纱停止组件不同,在本发明所提出的组件中,复位装置包括复位致动器臂10,所述复位致动器臂10被布置在牵引框架3的前部处,或被布置在牵引框架3最靠前的位置处。具体地,复位致动器臂10被配置为从复位机构纵向延伸至牵引框架3的前部。
[0099]
对于所示的实施方案,复位致动器臂10包含能移除地附接至滑动构件6的单独件,所述单独件被配置为纵向地延伸至牵引框架3的前部。此实施方案具有的优点是,允许将现有的粗纱停止组件容易地转换为所要求保护的粗纱停止组件。
[0100]
从图中可以看到的,复位致动器臂10纵向地延伸至牵引框架3的前部,其中复位致动器臂10的远端部分形成通道11,所述通道11适于使底部中间牵引辊3b的底部牵引皮圈12通过(参见图3和图4)。同样的通道11也适用于吸管21的通过(参见图11),所述吸管21用于抽吸断裂的纤维或断裂的长丝。
[0101]
图3示出了安装在牵引框架3的两个纺纱工位处的一对粗纱停止组件的示意图。在此图中,在纱线断裂时,每个粗纱停止组件的粗纱止动元件4在活动位置处作用于一对后部牵引辊3a,从而中断粗纱的供应,其中复位机构的对应滑动机构6被释放至向后的激发位置。
[0102]
复位致动器臂10被安装成与复位机构的滑动构件6配合。此滑动构件6与粗纱止动元件4能操作地连接,以允许粗纱止动元件4在复位致动器臂10的驱动下被移位至非活动位置,从而恢复粗纱的供应(参见图4)。
[0103]
如上文所公开的,在所要求保护的粗纱停止装置中,通过简单地驱动位于牵引框架3的前部处的复位致动器臂10,就可以恢复粗纱的供应。因此,操作者不需要进入牵引框架3的内部来复位粗纱止动元件4,使得纺锤位置之间的处理操作变得更加容易和可靠。
[0104]
对于图6和图7中所示的优选实施方案,粗纱停止组件包括驱动装置,所述驱动装置用于自动驱动位于牵引框架3的前部处的复位致动器臂10,从而恢复粗纱的供应。以此方式,粗纱停止组件的优点是可以免除用于手动复位粗纱止动元件4的操作者。
[0105]
在图6和图7所示的实施方案中,驱动装置包括附接至机械臂14的驱动工具13,并且所述机械臂14被布置在自动维修工位(未展示)上,所述自动维修工位沿着一排纺纱工位被可移位地安装,其中在需要维修操作的选定纺纱工位处具有停止的选项。
[0106]
机械臂14可以具有至少六个运动自由度,以允许将驱动工具13定位在牵引框架3的前部处,从而与复位致动器臂10接合,进而用于驱动复位机构。
[0107]
图6示出了驱动工具13,所述驱动工具13被配置为纱线拼接系统的纱线处理工具。在所示的实施方案中,所述纱线处理工具设置有夹持元件15,所述夹持元件15被配置为突出部,用于在牵引框架3的前部处与复位致动器臂10接合(参见图7)。之后,同一纱线处理工具用于在纱线馈送喷嘴的外部上紧固辅助纱线(未展示),以进行穿线和拼接操作,从而修复断裂的纱线。
[0108]
下文是对一种用于监控环锭纱纺机的纺纱工位处的粗纱供应的方法的描述,其中所述环锭纱纺机使用了参照图1至图11的所要求保护的粗纱止动组件。
[0109]
借助于至少一个传感器(未展示)来检测纱线的断裂或连续长丝的断裂,所述传感器被布置成用于检测钢丝圈沿着纺锤组件20的环的运动的缺失或变化,和/或被布置成用于检测被馈送至牵引框架3的连续长丝的缺失。
[0110]
在第一步中,粗纱停止组件1的处理和控制装置接收来自传感器的纱线断裂信号和/或长丝断裂信号,所述传感器用于检测纺纱工位处的纱线和/或连续长丝的断裂。
[0111]
随后,在第二步中,处理和控制装置转发纱线断裂信号和/或长丝断裂信号,以使电磁致动器9通电,从而触发驱动所述触发构件5。驱动触发构件5致使滑动构件6被释放至向后的激发位置,其中粗纱止动元件4处于活动位置,中断了粗纱的供应。
[0112]
在第三步中,处理和控制装置将维修信号转发至自动维修工位(未展示),所述自动维修工位沿着一排纺纱工位被可移位地安装,从而在需要维修操作的选定纺纱工位处停止。维修工位包括用于驱动复位致动器臂10的驱动工具13。对于一个实施方案,驱动工具13被附接至机械臂14,并且包括用于接合复位致动器臂10的夹持元件15。
[0113]
在第四步中,在开始修复断裂的纱线和/或断裂的连续长丝之前,或在拼接之前,处理和控制装置向机械臂14转发粗纱复位信号,以将驱动工具13的夹持元件15定位成与位于牵引框架3前部处的复位致动器臂10接合。对于所示的实施方案,对复位致动器臂10的拉动致使滑动构件6被移位至向前的非激发位置,并且致使粗纱止动元件4被移位至非活动位置,从而恢复粗纱的供应。
[0114]
如上文所述,在所要求保护的粗纱停止装置中,通过简单地驱动位于牵引框架的前部处的复位致动器臂10,就可以恢复粗纱的供应。因此,操作者或驱动设备不需要进入牵引框架3的内部来将粗纱止动元件4复位至其非活动位置。因此,纺锤位置之间的处理操作变得更加容易和可靠。
[0115]
本领域的技术人员可以在不偏离所附权利要求书中所限定的本发明范围的情况下,对所描述的实施方案引入改变和修改。例如,尽管已经公开了复位止动器臂10被安装成与复位机构的滑动构件6配合的实施方案,但复位止动器臂10被安装成与不同配置的复位机构配合也是可能的。在任何情况下,复位机构应当可操作地连接至粗纱止动元件,以允许将粗纱止动元件移位至非活动位置,从而恢复粗纱的供应。同样,尽管已经公开了配置为楔形并且与滑动构件6铰接的粗纱止动元件4,但仍有可能提供不同配置的粗纱止动元件,例如被整体地固定至复位机构的不同配置的粗纱止动元件。还将可能的是,粗纱停止组件不仅包括一个粗纱止动元件,而且包括两个粗纱止动元件,所述两个粗纱止动元件被布置成作用于同一牵引框架的不同底部牵引辊。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1