纸浆加工和补充设备及其构建方法与流程
1.本发明涉及一种用于纸浆加工和将具有生产质量的纸浆补充到至少一个纤维成型设备处的设备,其中,该设备以可扩展的模块化形式构建;以及一种具有这种设备的纤维成型设备;以及一种用于构建这种设备的方法,以及一种用于扩展这种设备的方法。
背景技术:
2.期望的是,保护公民和环境免受塑料污染。尤其是一次性塑料制品,如包装材料或塑料餐具、塑料餐盘等造成了大量垃圾。在这方面,越来越需要针对由塑料制成的包装材料和容器的替代材料,利用该替代材料制造可回收塑料、塑料含量较少的材料、甚至是无塑料材料。
3.至少从1990年代初就存在在挤出成型方法中使用天然纤维代替经典塑料的想法,例如参见ep0447792b1。与大多数纤维加工方法一样,这里的原材料基础是纸浆。原则上,纸浆由水、天然纤维和粘合剂如工业淀粉(马铃薯淀粉)组成,并具有浆状稠度。
4.由于消费者对具有不同尺寸、形状和要求的各种环保产品感兴趣,并且不一定想要非常大量的产品,因此希望,有一种用于由天然纤维制成的环保模制件的制造方法和相应的机器,以便能够有效、灵活、以良好质量可重复地制造这些产品(模制件)。如果可以在尽可能短的时间内大量制造模制件,这也是非常重要的,因此需要具有高吞吐量的设备或工站。
5.纸浆可以用作用于制造由纤维材料制成的产品的原料。纸浆是一种具有一定比例纤维材料的液态溶液。为了由纤维材料制成的产品的高质量和可重复制造,因此应以受控方式制造作为原料的纸浆。为此,纤维成型设备使用纸浆浴,由纤维材料制成的产品由此成型为所谓的型件。在此,只有一小部分来自纸浆浴(或储存器)的纸浆用于相应的成型工艺,其描述为使用合适的工具(例如抽吸工具)将纤维材料首先处理成所需的产品形状。为了使纸浆浴在具有大量连续的成型工艺的整个生产时间内具有足够的质量,即在液态溶液中具有合适浓度的纤维材料以及具有纤维材料的所需的性能(纤维长度、纤维间交联度低、无结块等)的一定的纯度,现有纸浆必须进行再加工,并且用过的纸浆必须可靠地以良好的质量补充。因此,有必要为用于由纤维材料制成的产品的纤维成型设备配备纸浆加工和补充设备。
6.为了纤维成型设备的经济运行,还希望这样的具有纸浆加工和补充设备的纤维成型设备能够快速且低花费地建立并投入运行。由于每个生产地点的纤维成型设备的规模、吞吐量和数量可能会有很大差异,因此需要一个纸浆加工和补充设备,其至少可以满足不同纤维成型设备和生产地点的基本要求,并且仍然能够以低装配花费快速投入运行。
技术实现要素:
7.本发明基于提供一种纸浆加工和补充设备的目的,该设备至少满足不同纤维成型设备和类似生产地点的基本要求,并且能够以很少的组装花费快速投入运行。
8.所述目的通过一种用于纸浆加工和将具有生产质量的纸浆补充到至少一个纤维成型设备处的设备得以实现,其中,所述设备以可扩展的模块化形式构建,所述设备具有至少一个供应模块,所述供应模块包括或至少控制用于操作所述设备所需的机器和基础设施供应,以及一个或更多个处理模块,其中,所述纸浆被再加工和/或为了补充被制造并且随后被提供,其中,所述供应模块(和所述处理模块配备有大量分别彼此匹配的接口,以便将供应模块和处理模块彼此连接,从而确保所述处理模块的基础设施供应以及经由至少一个入口接收所述纸浆或其组分和原料、在所述处理模块之间运输所述纸浆或其组分和原料以及经由出口提供具有生产质量的纸浆以用于被至少一个纤维成型设备使用。
9.术语“纸浆”(也称为悬浮液)是指包含纤维或纤维材料的液态物质。术语“液态”在此指纸浆的聚集状态,其中液态纸浆包括纤维形式的纤维材料(具有纤维材料的液态溶液)。纤维在此可以作为单独的纤维、作为纤维结构或作为由许多关联的纤维组成的纤维组存在。纤维代表纤维材料,无论它们在纸浆中是作为单独的纤维、作为纤维结构还是作为纤维组。纤维在此以这样的方式溶解在液态溶液中,即使得它们以尽可能相同的浓度漂浮在液态溶液中,而与位置无关,例如作为液态溶液和纤维材料的混合物或悬浮液。为此,例如,在一些实施方式中,纸浆可以被适当地调温和/或翻转。纸浆优选具有低稠度,即纤维材料的重量百分比小于或等于18%。在一个实施方式中,纤维材料比例小于8%,优选小于5%的纸浆用作可泵送纸浆,特别优选使用在0.75%和1.25%之间的目标浓度用于纤维形成过程。这种小比例的纤维材料尤其可以防止纤维材料在液态溶液中结块,从而仍然可以高质量地加工纤维材料。尽管在纤维成型设备中可以成型结块的纤维材料,但其可能会导致型件的层厚波动,如果可能的话,在型件的生产中应该避免这种情况。在这方面,纸浆中纤维材料的比例应该优选足够小,从而不会发生结块或成链,或者仅发生可忽略不计的程度。液态溶液在此可以是适用于纤维成型工艺的任何溶液。例如,纸浆可以是具有纤维材料的水溶液。特别的,水溶液是一种易于处理的溶液。
10.向纤维成型设备补充具有生产质量的纸浆是必要的,因为在纤维成型设备中型件的成型过程中,纸浆或纤维材料在每次成型过程中从纸浆中消耗掉,即在纤维成型设备中从纸浆的储存器中去除。随着时间的推移,由此会改变剩余纸浆的特性。为了可以始终保证成型过程的最低质量,必须将具有生产质量的纸浆补充到纤维成型设备中的纸浆储存器中。为此,根据本发明的设备必须提供这一点。术语“生产质量”在此应理解为相对术语,因为不同的纤维成型过程可以以不同质加工不同纸浆。即使对于特定的纤维成型工艺,也只需确保生产质量满足一定的要求。只要不低于最低质量水平,纸浆的生产质量在此甚至可以波动。纸浆的质量是使用大量参数来衡量的,例如液态溶液的类型和纯度、液态溶液中纤维材料的浓度、纤维材料的特性,例如纤维的长度、纤维彼此之间的交联度、纤维结块的比例等。在此单独依靠纤维成型设备中的相应纤维成型过程限定相应的生产质量。术语“纤维材料”是指适用于成型形件的所有类型的纤维材料,其中,其必要情况下也可能在环境影响例如湿度、温度和/或光下分解。本发明含义内的纤维材料是例如从纤维素、纸、纸板、木材、草、植物纤维、甘蔗渣、大麻等或从它们的组分或部分获得的合成纤维或天然纤维,和/或适当回收的材料。但是,纤维材料也可以指人工制造的纤维,如pla(聚乳酸)等,其与上述纤维材料相对应或具有其特性。纤维材料优选是可堆肥的。根据本发明的设备由于其具有可扩展数量的处理模块的模块化构造而适合于提供具有不同特性的不同纸浆,以便满足不同的
生产质量。根据所需的生产质量和所需的吞吐量,根据本发明的设备可以相应地扩展,并且现有的设备可以扩展或毫不费力地修改。具有所需生产质量的纸浆在设备的出口处被提供。
11.一方面,纸浆加工是指从原料加工纸浆以及借助从正在运行或曾经运行以从纸浆生产型件的纤维成型设备的纸浆储存器中提取纸浆的再加工。在这种情况下,“用过的纸浆”通过合适的措施例如(多个)回路返回到根据本发明的设备的入口,以便通过根据本发明的设备中的入口接收,然后进行相应的处理,使具有生产质量的纸浆在最后再次可用。从初始材料进行再加工和补充的过程路径可以单独引导,并且仅在出口或最终纸浆容器中混合,或者将用过的纸浆在用于补充至较早时间点的过程中送入,并在那里与“新鲜”纸浆进一步加工。新鲜纸浆在这里定义为从原料中提取的纸浆比例,这些原料也通过入口送入设备中。
12.术语“入口”是指一个或更多个外部接口,必要情况下也可以单独设计,通过这些接口将是用于制造纸浆的原料以及“用过的纸浆”的材料引入设备中。对于原料,入口可以由一个材料舱口组成,一种或多种原料被引入到其中,例如用于制造在纸浆中的纤维材料的关联的纤维素材料。出口可以表示来自设备的一个或更多个关联或单独执行的出口。由于纸浆以液态提供,因此出口可以设计为具有上游阀的管连接,以用于打开和计量通过管连接的吞吐量。在这方面,入口和出口也代表了设备对外的接口。
13.模块是与组件预组装的独立单元,因此可以轻松且低花费地运行和彼此连接。术语“供应模块”是指仅设置为用于供应和运行过程模块的模块。由于它们的配备,供应模块不能在没有处理模块的情况下执行加工和补充过程,因为例如其中没有安装处理容器。另一方面,过程模块所需的机器和基础设施供应安装在供应模块中以用于过程引导。在此,基础设施供应包括介质供应,例如水连接、电流连接,必要情况下用于过程引导的自己的电流供应和控制装置,例如安装了过程控制软件的计算机、数据线、用于过程记录的存储器等。例如,所需的机器包括用于在处理模块中的处理容器之间的材料和液体运输的泵、阀控制装置和其他必需的部件。术语“处理模块”是指为了用于使用过的纸浆的再加工过程和/或新鲜纸浆的补充过程安装了所需的过程容器或过程站的模块。在此,各个处理模块可以根据设备所需的过程而有所不同。在此,该设备可以包括多个具有相同配备的处理模块,以提高吞吐量。例如,在不同设计的设备中,如果所有的过程模块都为了一个共同的过程而补充,那么各个处理模块都可以进行不同的设计。在此,根据所提供的纸浆的所需生产质量,在某些根据本发明的设备中可以省去在其它根据本发明的设备中存在的一些处理模块。如果在下文中仅提及模块而不是供应和处理模块,则相关陈述适用于供应和处理模块,只要这可以在本发明的范围内实施。
14.根据本发明,各个模块的介质(电、水、压缩空气、数据线等)和过程组件(原料、纸浆中间和最终阶段)的连接和过渡位置被称为“接口”。例如,在管或软管连接的情况下,接口可以设计为兼容的凸缘。在电源线或数据线的情况下,接口例如可以设计为基于插头插座原理的可联接的连接装置。接口还可以包括其他联接原则,只要它们能够在各个模块之间实现简单、快速和可靠的连接。相应模块上的接口的位置在此是预制的并且以这样的方式彼此适配,即使得模块之间的直接联接是可能的。优选地,接口仅通过模块的直接布置彼此封闭。是否也使用到相邻模块的所有封闭接口取决于预期的过程。未使用的接口可以用
于之后连接其他模块,从而根据本发明的设备可以在空闲接口数量的范围内进行扩展。因此,根据本发明的设备由于预先组装的接口而具有可扩展的模块化形式。此外,该设备还可以作为单人设备以最少的人员花费运行。
15.因此提供一种纸浆加工和补充设备,该设备至少满足不同纤维成型设备和类似生产地点的基本要求,并且能够以很少的组装花费快速投入运行。
16.在一个实施方式中,供应模块作为中央模块布置在设备中,并且在多个处理模块的情况下,这些处理模块被布置在所述供应模块周围。因此,中央供应模块用作用于所有周围模块的设备中央供应岛。这尤其使得设备的紧凑结构方式成为可能,其中,除了模块在同一水平上的布置之外,此处还明确地包括彼此重叠的模块布置。为此,供应和处理模块不仅在模块壁的侧面上,而且在相应模块的底部和/或天花板中也包括接口。
17.在进一步的实施方式中,供应模块由多个子模块组成。因此使得子模块能够完成不同的供应任务,前提是它们相应配备有不同的机器和/或基础设施供应。这特别增加了设备的进一步灵活性。
18.在另一实施方式中,接口至少部分地按照插头插座原理设计,优选所有接口都按照插头插座原理设计。由此特别能够更快地建立模块之间的连接。
19.在另一个实施方式中,出口可以通过相应的阀适配到所连接的纤维成型设备的纸浆吞吐量。调节阀是已知的。特别地,通过控制阀,设备输出的纸浆可以适配纤维成型设备的当前要求。
20.在进一步的实施方式中,出口设计为用于连接到多个纤维成型设备的多重出口。因此特别地,多个纤维成型设备可以彼此独立地连接到同一设备,以便补充具有生产质量的纸浆。如果这些设备中的一个不再需要纸浆,例如因为该设备的生产已经停止,则可以独立地继续为其他纤维成型设备供应纸浆。使用单个设备进行纸浆加工和为多个纤维成型设备补充具有生产质量的纸浆也代表了材料和技术的谨慎使用,并使得纤维成型设备和根据本发明的设备能够有效运行,因为它们因此可以在更长的时间内连续运行,而不是仅与一个纤维成型设备连接。
21.在另一个实施方式中,多重出口被设计成对于相应连接的纤维成型设备的单个纸浆吞吐量是可控制的。为此,可控制阀可以用于与相应纤维成型设备的单独连接。这种调节阀是已知的。特别地,通过控制阀,设备输出的纸浆可以适配纤维成型设备的当前要求。
22.在另一个实施方式中,设备以这样的方式运行,即它在出口处连续提供最少量的纸浆,以便被连接的纤维成型设备获取。入口和出口处的连续物料流代表了设备最容易控制的运行场景。但是,在此必须在出口处获取最小量,以便在很长一段时间内管理设备中的连续过程。因此,在另一实施方式中,该设备被设计和控制成,所述入口和所述出口处以连续模式运行,从而在所述入口处获取用于纸浆的连续量的原料并且在所述出口处提供连续量的具有生产质量的纸浆。
23.在另一个实施方式中,该设备设置为,允许在所述入口和/或所述出口处以连续模式在最小量和最大量之间变化的材料流,而在所述入口和所述出口处没有连续的材料流被中断。入口和出口处的材料量在此可以波动,但必须确保流入入口和流出出口的恒定材料流。这种运行模式与所谓的批次过程(不连续或间歇过程)形成对比,其中在入口和出口处存在其中没有材料通过入口和出口的阶段。由于设备内纸浆的实际制造过程是这样一个批
次过程,因此对于入口和出口处的连续物料流之间的过渡,这种最小数量和最大数量之间可能存在的变化更容易处理。为了从外部或向外部简化处理模块中从连续运行到内部批次过程(不连续或间歇运行)的这种过渡,一个或更多个缓冲容器布置在一个或更多个处理模块中。
24.在进一步的实施方式中,一个或更多个处理模块包括多个作为处理容器或缓冲容器的容器。因此纸浆工艺可以适配相应的需求。容器可以在此配备自己的处理机器(传感器、阀、搅拌器等),这些处理机器必须布置在相应的容器中或容器上,以便能够执行该过程。然而,这些处理机器在此由供应模块控制并为此设置有必要的介质。
25.在进一步的实施方式中,容器的至少一部分具有底部,该底部具有朝向所述容器的边缘的斜面,优选所有容器的底部具有斜面,特别优选地,在所述容器的该边缘上设置有逆向可关闭的清洁开口。由此,杂质或沉淀在相应容器中的组分集中在容器的下边缘处,这尤其有助于容器的清洁并防止或至少减少容器内容物的污染。在另一个实施方式中,斜面为此是连续的,底部在此优选设计为平坦的倾斜面。在另一实施方式中,该底部作为斜面具有相对于水平面在2度到15度之间的角α,其中要选择的斜面取决于纤维材料的浓度,角优选为从3度到10度。大于15度的斜面会过多地减少容器的可用体积,并且对于在容器边缘处材料的沉降也不是必需的。
26.在另一个实施方式中,供应模块和处理模块被提供为移动容器,这尤其确保了这些模块可以容易地运输并且还使得根据本发明的设备能够以模块化结构方式容易且快速地构建,因为容器的外部尺寸是标准化的。在此例如可以是具有标准化外部尺寸的所谓的iso容器。当然,也可以替代地使用具有单独尺寸的容器。
27.在另一实施方式中,供应模块和处理模块的多个分别彼此匹配的接口包括超过基本配置中必要接口的最小数量的数量,从而始终保证所述设备的自由可扩展性。
28.本发明还涉及一种纤维成型设备,其包括根据本发明的用于纸浆加工和将具有生产质量的纸浆补充到纤维成型设备的纸浆储存器的设备,纤维成型设备优选包括从储存器至设备以加工所使用的纸浆的回路。纤维成型设备是一种其中进行纤维成型过程以从作为原料的纸浆开始由纤维材料制造型件的设备。纤维成型过程在此是指纤维成型设备中涉及成型模制件的过程步骤,首先是在纸浆储存器中提供纸浆、在成型站中从由纸浆制成的纤维材料成型模制件、在预成型站中对模制件进行预成型、在热压站中对模制件进行热压以及必要情况下,如果需要,则用功能层对模制件进行涂覆。在成型过程结束时,型件作为产品从纤维成型设备输出。
29.因此提供一种具有用于纸浆加工和补充设备的纤维成型设备,该设备至少满足不同纤维成型设备和类似生产地点的基本要求,并且能够以很少的装配花费快速投入运行根据本发明的设备。
30.本发明还涉及一种用于建造根据本发明的用于纸浆加工和将具有生产质量的纸浆补充到至少一个纤维成型设备的设备的方法,包括以下步骤:
[0031]-提供供应模块,所述供应模块包括或至少控制用于操作设备所需的机器和基础设施供应;
[0032]-提供一个或更多个处理模块,其中纸浆被再加工和/或为了补充被制造并且随后被提供;以及
[0033]-通过所述供应模块和处理模块的多个分别彼此匹配的接口将所述供应模块连接到一个或更多个处理模块,以便确保所述处理模块的基础设施供应,因此所述纸浆或其组分和原料可以经由至少一个入口被接收、在用于加工或补充的处理模块之间被运输以及经由出口提供具有生产质量的纸浆以用于被至少一个纤维成型设备使用。
[0034]
因此提供一种用于构建用于纸浆加工和补充设备的设备的方法,其中至少不同纤维成型设备和类似生产地点的基本要求被满足,并且因此能够以很少的装配花费快速投入运行根据本发明的设备。
[0035]
本发明还涉及一种用于扩展根据本发明的用于纸浆加工和将具有生产质量的纸浆补充到至少一个纤维成型设备的设备的方法,通过利用设备的可扩展模块化形式包括以下步骤:
[0036]-将扩展所需的处理模块连接到已经存在的过程和供应模块的仍然空闲的接口上;以及
[0037]-操作以这种方式扩展的设备以用于纸浆加工和将具有生产质量的纸浆补充到至少一个纤维成型设备。
[0038]
采用这种方法可以将现有的用于纸浆加工和补充设备改造成以低装配花费快速投入运行的设备,其至少可以满足不同纤维成型设备和类似生产地点的基本要求,或者这样的设备可以针对不同纤维成型设备和生产地点的进一步要求而轻松扩展。
[0039]
在进一步的实施方式中,用于扩展的方法包括通过已经存在的处理和供应模块的仍然空闲的接口将至少一个另外的供应模块添加和连接到已经存在的处理和供应模块的另一步骤。
[0040]
需要明确指出的是,为了更好的可读性的目的,“至少”的表达方式已经尽可能的避免了。更确切的,不定冠词(“一个”、“两个”等)通常被理解为“至少一个、至少两个等”,除非其从上下文中得出在那里“确切地”是指指定的数字。
[0041]
在这一点上还应该提到的是,在本专利申请的范围内,表述“特别地”总是以这样的方式来理解,即通过该表述引入可选的、优选的特征。因此,该表达不应被理解为“具体”并且不应理解为“即”。
[0042]
不言而喻,上述或权利要求中描述的解决方案的特征也可以在必要时组合,以便能够相应累积地实施在此可以实现的优点和效果。
附图说明
[0043]
此外,本发明的其他特征、效果和优点将参照附图和以下描述进行说明。在各个附图中在其功能方面至少基本对应的部件由相同的附图标记表示,其中部件不必在所有附图中编号和解释。
[0044]
附图中:
[0045]
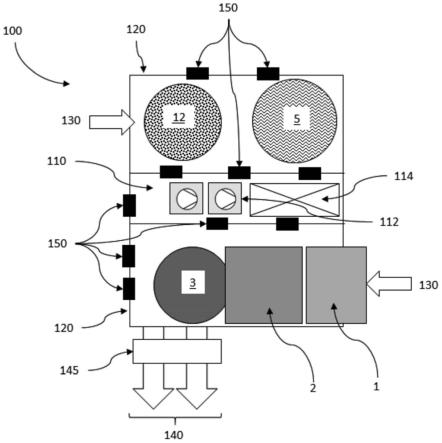
图1示出了根据本发明的用于纸浆加工和将具有生产质量的纸浆补充到至少一个纤维成型设备的设备的实施方式的示意图;
[0046]
图2示出了根据本发明的用于纸浆加工和将具有生产质量的纸浆补充到至少一个纤维成型设备的设备的另一实施方式的示意图;
[0047]
图3示出了根据本发明的设备的可扩展性的示意图;
[0048]
图4示出了根据本发明的设备的容器,其在侧向截面中具有倾斜的底部;
[0049]
图5示出了根据本发明的纤维成型设备的示意图;
[0050]
图6示出了用于构建根据本发明的设备的根据本发明的方法的示意图;以及
[0051]
图7示出了用于扩展根据本发明的设备的根据本发明的方法的示意图。
具体实施方式
[0052]
图1示出了根据本发明的用于纸浆加工和将具有生产质量的纸浆160补充到至少一个纤维成型设备200的设备100的实施方式的示意图,其中该设备100以可扩展的模块化形式构建。供应模块110在此布置在两个处理模块120之间。供应模块110在此包括操作设备所需的机器112,例如泵等以及基础设施供应114,例如水、电、压缩空气、气体、数据线等,或控制处理模块120的组件。另一方面,处理模块120用于再加工和/或补充并且随后提供纸浆。在该设备中,供应模块110和处理模块120配备有大量分别彼此匹配的接口150,以便将供应模块110和处理模块120彼此连接,从而确保所述处理模块120的基础设施供应以及经由至少一个入口130接收所述纸浆或其组分和原料、在所述处理模块120之间运输所述纸浆或其组分和原料以及经由出口140提供具有生产质量的纸浆160以用于被至少一个纤维成型设备200使用。为此,接口150至少部分地根据插头插座原理设计。所有接口150优选地以插头插座原理来设计。可以看出,接口的数量超过了该设备运行所需的数量,这使得设备可以随时扩展,因为之后添加的模块110、120可以通过空闲的接口供应或可以连接到其他模块110、120。出口140在此被设计为多重出口并且可以通过相应的可控阀145适配到所连接的纤维成型设备200的纸浆吞吐量。设备100因此可以以这样的方式运行,即它在出口140处连续提供最少量的纸浆,以便被连接的纤维成型设备200获取。此外,设备100设计和控制为,在入口130和出口140处以连续模式运行,使得在入口130处获取连续量的用于纸浆的原料并且在出口140处提供连续量的具有生产质量的纸浆。此外,设备100设置为,允许在入口130和/或出口140处以连续模式在最小量和最大量之间变化的材料流,而在入口130和出口140处没有连续材料流被中断。由于设备100在所谓的批处理过程中在一个或更多个过程模块120中运行,其在过程模块120中包括一个或更多个缓冲容器。在这种情况下,处理模块120在此配备有处理容器3和缓冲容器5和12。在这种情况下,供应模块110和处理模块120可以设计为移动容器。
[0053]
图2还示出了根据本发明的用于纸浆加工和将具有生产质量的纸浆160补充到至少一个纤维成型设备200的设备100的另一个实施方式的示意图,其中该设备100也以可扩展的模块化形式构建。在此,供应模块110也被布置为中央模块,其中多个处理模块120被布置在供应模块110周围。与图1相反,在图2中,供应模块110由两个子模块110a、110b组成,以便能够相应地运行处理模块120(这里的数量比图1中的多)。在此,子模块110a、110b例如可以完成不同的供应任务,为此它们相应配备有不同数量的机器112。其他未在此详述的部件,请参见图1和图3的说明。在此在图2中,在处理模块中例如示出了处理容器3、6、7、8和11或缓冲容器5、9、10、12以及水箱4。容器1-12在这里也仅作为纸浆过程的说明示出。对于这里所示的容器1-12的进一步解释的功能,参考图3。
[0054]
图3示出了根据本发明的设备100的可扩展性的示意图。不同的设备100可以包括不同的模块,这体现在具有容器1-13的不同配备中。在此例如具有容器4、8、11和13的配备
也可以是可选的。由于模块110、120包括大量的分别彼此匹配的接口150,其超过了基本配置(例如,具有容器3-5和12-13的上述配置)中必要接口150的最小数量,因此设备100保证始终保持可自由扩展性,如四种不同的设备类型100所示。所示的部件或容器1
–
13在此具有以下功能:
[0055]
部件1表示用于作为制造纤维材料的原料的输入的纤维素或纤维材料的称重器。秤在此用作用于纤维素或纤维材料的入口130。部件2表示具有用于将纤维材料填充到用作所谓的碎浆机的容器3中的杠杆倾斜装置的容器,其中溶剂与纤维材料的第一混合物在此被生产或准备。容器4表示水箱。容器5表示缓冲容器,容器6表示用于纤维浓度超过8%gew.(重量百分比)的离心机,其中存在的材料可以按重量分开。在纸浆中,容器7和8分别表示用于调节纤维材料的研磨机和去薄片机,其中可以分离或溶解小的纤维材料附聚物。容器9和10表示在其中添加添加剂的缓冲容器。容器11表示旋转筛。容器12也表示缓冲容器,容器13又称为离心机,此处纤维浓度约为1%gew.(重量百分比)。
[0056]
图4示出了根据本发明的设备100的容器1-13,其在侧向截面中具有倾斜的底部b。容器1-13具有底部b,该底部b具有在此朝向容器1-13的右边缘r的斜面。在其他实施方式中,边缘也可以布置在容器的另一侧。在该边缘r上设置有逆向可关闭的清洁开口ro。在此,通过底部b为平坦倾斜面的方式,斜面设计为连续的。底部b在此作为斜面可以具有相对于水平面h在2度和10度之间的角α。该角度优选为3度。
[0057]
图5示出了根据本发明的纤维成型设备200的示意图,其包括用于纸浆加工和将具有生产质量的纸浆160补充到所述纤维成型设备200的纸浆储存器210的设备100以及从所述储液器210至所述设备100以加工所使用的纸浆的回路220。
[0058]
图6示出了根据本发明的方法300的示意图,该方法用于构建根据本发明的用于纸浆加工和将具有生产质量的纸浆160补充到至少一个纤维成型设备200的设备100,该方法包括提供310供应模块110的步骤,所述供应模块包括或至少控制用于操作设备100所需的机器112和基础设施供应114;提供320一个或更多个处理模块120的步骤,其中纸浆被再加工和/或为了补充被制造并且随后被提供;以及通过所述供应模块110和处理模块120的多个分别彼此匹配的接口150将所述供应模块110连接330到一个或更多个处理模块120的步骤,以便确保所述处理模块120的基础设施供应,因此所述纸浆或其组分和原料可以经由至少一个入口130被接收、可以在用于加工或补充的处理模块120之间被运输以及可以经由出口140提供具有生产质量的纸浆160以用于被至少一个纤维成型设备200使用。
[0059]
图7示出了根据本发明的方法400的示意图,该方法用于扩展根据本发明的用于纸浆加工和将具有生产质量的纸浆160补充到至少一个纤维成型设备200的设备200,其通过利用所述设备100的可扩展模块化形式包括将扩展所需的处理模块120连接410到已经存在的过程和供应模块110、120的仍然空闲的接口150上的后续步骤;以及操作420以这种方式扩展的设备100以用于纸浆加工和将具有生产质量的纸浆160补充到至少一个纤维成型设备200的后续步骤。在此,方法400可以包括通过已经存在的处理和供应模块110、120的仍然空闲的接口150将至少一个另外的供应模块110添加和连接430到已经存在的处理和供应模块110、120的另一步骤。
[0060]
在此应明确指出,上述或权利要求和/或附图中描述的解决方案的特征在必要情况下也可以被组合,以便能够相应累积地实施或实现所解释的特征、效果和优点。
[0061]
不言而喻,上述实施例仅仅是本发明的第一设计方案。在这方面,本发明的设计方案不限于该实施例。
[0062]
附图标记列表
[0063]1–
13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
容器
[0064]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纸浆
[0065]
100
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
用于纸浆加工和补充的设备
[0066]
110
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
供应模块
[0067]
110a、b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
供应模块的子模块
[0068]
112
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
机器,例如泵、搅拌器、阀控制器等
[0069]
114
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
基础设施供应,例如电流供应、水供应、数据线、机
[0070]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
器控制器和/或过程控制器等
[0071]
120
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
处理模块
[0072]
130
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
入口
[0073]
140
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
出口
[0074]
145
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
出口处的一个或更多个阀(例如可控制的)
[0075]
150
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
接口
[0076]
160
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
具有生产质量的纸浆
[0077]
200
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纤维成型设备
[0078]
210
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纤维成型设备的纸浆储存器
[0079]
220
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
用于加工的所使用的纸浆的回路
[0080]
α
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
底部与水平面之间的角
[0081]bꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
容器1
–
13的底部
[0082]hꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
水平面
[0083]rꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
容器1
–
13的边缘
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1