一种朦胧花并纱线的生产加工方法与流程
1.本发明涉及纺织技术领域,具体为一种朦胧花并纱线的生产加工方法。
背景技术:
2.机制类纺织品是由经纬向两组纱线,依照一定的组织规律变化,经过经纬纱线交织形成的纺织面料。在经过修补工序、染整的洗缩、柔软、定型、蒸呢、烫光等工序,形成供服装服饰使用的各类纺织品面料。形成面料的前提是原料和纱线,而不同的原料、纱线组合,产生各类视觉差异的纱线,纱线的颜色、粗细变化组合,丰富了纺织品风格的不同演绎类别。其中花并纱线是纱线的一个特殊类型,这种组合可以是原料不同、粗细不同,颜色不同等组合。花并纱的主要缺点是由于牵伸倍数、设备、工艺设计等,产生的纱线长片段粗节、细节等疵点,最终表现为条干的不匀,捻度不匀等影响布面的外观匀净效果,这样形成的朦胧花并效果不理想,面料渐变层次感差。针对这些问题,申请人对朦胧花并纱线的生产加工方法进行了改进改良。
技术实现要素:
3.本发明的目的在于提供一种朦胧花并纱线的生产加工方法,通过对朦胧花并纱线的生产加工方法进行改进,成型的朦胧花并效果好,面料渐变层次感强的优点,解决了上述技术背景所提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种朦胧花并纱线的生产加工方法,该生产加工方法包括以下步骤:
5.步骤一:混条机混条,选用8根不同颜色的306成品毛团混合均匀,混条机牵伸倍数为7倍,隔距60mm,车速22米/min,针板号4#,加压1.5mpa,出条重量20克/米;
6.步骤二:针梳,采用针梳机对步骤一中混合的毛团进行梳理;
7.步骤三:前纺合并,并合8根,牵伸倍数7倍,出条重20克/米,隔距60mm,车速80米/min,合并8根的过程中由头针、二针、三针和四针工序构成,其中头针:并合8根,牵伸7.78,隔距48mm,出条重18克/米,针板号5#,车速为80米/min,二针:并合4*2根,牵伸倍数7.58倍,出条重9.5克/米,隔距44mm,针板号6#,车速为80米/min,三针:并合3*4,出条重4.1克/米,隔距40mm.,针板号7#,车速为80米/min,四针:并合2根,出条重1.3克/米,牵伸倍数6.31倍,针板号8#,隔距26mm,车速20米/min;
8.步骤四:粗纱一道,采用粗纱机纺织第一道粗纱,粗纱机牵伸5倍,并合2根,出条重0.52克/米,车速22米/min左右,针圈号26#,前加压一档二块;
9.步骤五:粗纱二道,采用粗纱机纺织第二道粗纱,并合2根,牵伸倍数4.33倍,出条重0.24克/米,出条速度22米/min,前加压一档二块,针圈号27#;
10.步骤六:细纱,采用细纱机并合1根,牵伸倍数22.5左右,车速9800转/min,出条重量0.543/50米;
11.步骤七:并线与捻线,将步骤六中的细纱上高速并线机车,进行捻线,高速并线机
车速700米/min;
12.步骤八:蒸纱,将步骤七中捻好的纱线采用高温定型机定型30min,定型温度95℃;
13.步骤九:产品筒子纱,在络筒机上通过槽筒卷绕成一定卷绕密度的较大体积的筒纱,络筒机的车速为800m/min。
14.优选的,所述步骤一中加入一定量的和毛油和抗静电剂消除牵伸过程中所产生的静电和增强实现抱合力。
15.优选的,所述步骤二中的针梳包括针梳机一次梳理,针梳机牵伸倍数8倍,并合8根,隔距55mm,车速80米/min,针板号5#,出条重20克/米;针梳机二次梳理,并合4*2根,牵伸7.27,出条重22克/米,针板号5#,车速80米/min,隔距50mm;精梳机梳理,精梳机车速200钳/min,隔距36mm.并合22*12桶,出条22克/米。
16.优选的,所述步骤四和步骤五中的粗纱机的工艺流程为:喂入-牵伸-加捻-卷绕。
17.优选的,所述步骤六中细纱机工艺流程为:牵伸-加捻-卷绕成型。
18.与现有技术相比,本发明的有益效果如下:
19.1、本发明提供了一种朦胧花并纱线的生产加工方法,该生产加工方法包括以下步骤:步骤一:混条机混条;步骤二:针梳;步骤三:前纺合并;步骤四:粗纱一道;步骤五:粗纱二道;步骤六:细纱;步骤七:并线与捻线;步骤八:蒸纱;步骤九:产品筒子纱,其中步骤四:粗纱一道和步骤五:粗纱二道,可以将两种组份粗纱同时并入,形成纱线朦胧花并效果,通过粗纱交叉喂入或者自并喂入,可以形成不同程度的花并效果,通过粗纱一道和粗纱二道的牵伸力进行调节,最终可以实现面料渐变层次感,满足用户需求。
20.2、通过采用本发明中的生产加工方法来成型的朦胧花并纱线条干均匀度得到提升,减少了毛纱批数,提高了纺纱车间纱批多产生的控制成本,防止纱批近似颜色花并产生的质量问题,减少不同颜色,细度的纱线花并产生的长短不配套的余纱问题,提高毛纱制成率,此类花并纱线织造的布面效果容易形成呢面均匀的混色效果,呢面匀净,起绒效果更好。
附图说明
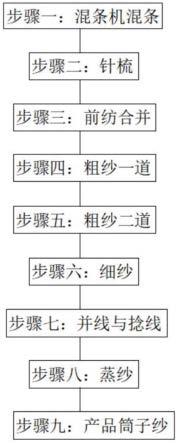
21.图1为本发明朦胧花并纱线的生产加工流程图。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.在本发明实施例的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明
示或者隐含地包括一个或者更多个该特征。在本发明实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
24.在本发明实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明实施例中的具体含义。
25.请参阅图1,本发明提供的一种实施例:一种朦胧花并纱线的生产加工方法,该生产加工方法包括以下步骤:
26.步骤一:混条机混条,选用8根不同颜色的306成品毛团混合均匀,混条机牵伸倍数为7倍,隔距60mm,车速22米/min,针板号4#,加压1.5mpa,出条重量20克/米,混条机混条过程中加入一定量的和毛油和抗静电剂消除牵伸过程中所产生的静电和增强实现抱合力;
27.步骤二:针梳,采用针梳机对步骤一中混合的毛团进行梳理;
28.步骤三:前纺合并,并合8根,牵伸倍数7倍,出条重20克/米,隔距60mm,车速80米/min,合并8根的过程中由头针、二针、三针和四针工序构成,其中头针:并合8根,牵伸7.78,隔距48mm,出条重18克/米,针板号5#,车速为80米/min,二针:并合4*2根,牵伸倍数7.58倍,出条重9.5克/米,隔距44mm,针板号6#,车速为80米/min,三针:并合3*4,出条重4.1克/米,隔距40mm.,针板号7#,车速为80米/min,四针:并合2根,出条重1.3克/米,牵伸倍数6.31倍,针板号8#,隔距26mm,车速20米/min;
29.步骤四:粗纱一道,采用粗纱机纺织第一道粗纱,粗纱机牵伸5倍,并合2根,出条重0.52克/米,车速22米/min左右,针圈号26#,前加压一档二块;
30.步骤五:粗纱二道,采用粗纱机纺织第二道粗纱,并合2根,牵伸倍数4.33倍,出条重0.24克/米,出条速度22米/min,前加压一档二块,针圈号27#;
31.步骤六:细纱,采用细纱机并合1根,牵伸倍数22.5左右,车速9800转/min,出条重量0.543/50米;
32.步骤七:并线与捻线,将步骤六中的细纱上高速并线机车,进行捻线,高速并线机车速700米/min;
33.步骤八:蒸纱,将步骤七中捻好的纱线采用高温定型机定型30min,定型温度95℃;
34.步骤九:产品筒子纱,在络筒机上通过槽筒卷绕成一定卷绕密度的较大体积的筒纱,络筒机的车速为800m/min。
35.具体的,所述步骤二中的针梳包括针梳机一次梳理,针梳机牵伸倍数8倍,并合8根,隔距55mm,车速80米/min,针板号5#,出条重20克/米;针梳机二次梳理,并合4*2根,牵伸7.27,出条重22克/米,针板号5#,车速80米/min,隔距50mm;精梳机梳理,精梳机车速200钳/min,隔距36mm.并合22*12桶,出条22克/米。
36.具体的,所述步骤四和步骤五中的粗纱机的工艺流程为:喂入-牵伸-加捻-卷绕。
37.具体的,所述步骤六中细纱机工艺流程为:牵伸-加捻-卷绕成型。
38.综上,本发明提供的一种朦胧花并纱线的生产加工方法,该生产加工方法包括以下步骤:步骤一:混条机混条;步骤二:针梳;步骤三:前纺合并;步骤四:粗纱一道;步骤五:粗纱二道;步骤六:细纱;步骤七:并线与捻线;步骤八:蒸纱;步骤九:产品筒子纱,其中步骤
四:粗纱一道和步骤五:粗纱二道,可以将两种组份粗纱同时并入,形成纱线朦胧花并效果,通过粗纱交叉喂入或者自并喂入,可以形成不同程度的花并效果,满足用户的需求,同时,采用本发明中的生产加工方法来成型的朦胧花并纱线条干均匀度得到提升,减少了毛纱批数,提高了纺纱车间纱批多产生的控制成本,值得大力推广运用。
39.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1