聚对苯二甲酸丁二醇酯和另一种或两种高分子材料制成单丝的生产工艺的制作方法
1.本发明涉及高分子材料生产技术领域,具体为聚对苯二甲酸丁二醇酯和另一种或两种高分子材料制成单丝的生产工艺。
背景技术:
2.现在毛笔、牙刷、化妆刷等毛刷制造中,塑料做的人造毛丝已占95%以上。主要原因是人造毛丝成本低廉、粗细长短可控,回弹性好、干净卫生、产量可以无限扩大等优点。但和动物毛比较,塑料毛丝表面光滑,抓粉、沾油、沾水能力都很差。所以,为了提高刷子性能,高档刷子必须掺进部分或全部采用动物毛。
3.而现在适合做高档刷子的动物已经越来越少了,特别其中一部分还是国家保护的稀有动物。但随着人们生活质量的提高,对高档刷子和相关动物毛需求量快速猛增。在相关动物毛被疯狂抢购下,2013年的时候,29cm长的黄鼠狼尾毛一公斤一千多元,现在已经涨到六万多元,而且是一毛难求。这样不单对野生动物滥捕,还引起病毒传播等一连串社会问题。本发明针对以上背景技术中所提出的情况,利用聚对苯二甲酸丁二醇酯(pbt)有较好回弹性和柔韧性及可溶解在碱液中等性能,再加入另外一种以上的高分子材料,利用高分子材材料之间熔点的差别和相融性较低,当单丝的表面进行激光刻划加工处理后,会使毛丝表面更不光滑,接近动物毛的鳞片或毛刺。从而大大提高了人造毛丝的抓粉、沾油、沾水性能,从而取代动物毛,满足生产高档毛刷的需求。该发明具有很高的经济效益和社会效益。
技术实现要素:
4.本发明解决的技术问题在于克服现有技术的缺陷,提供聚对苯二甲酸丁二醇酯和另一种或两种高分子材料制成单丝的生产工艺。
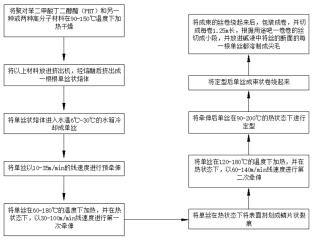
5.为实现上述目的,本发明提供如下技术方案:一种塑料毛丝的生产工艺,有别于常规工艺,它以聚对苯二甲酸丁二醇酯为主要材料,加多一种以上的高分子聚合物,在单丝生产过程中未完全拉伸和定型的状态下,用高精激光刻划机对单丝的表面刻划出鳞片状的划痕,再经过拉伸和定型及收卷,最后用碱液使单丝端部溶制成尖峰状,制成了类似动物毛状的塑料丝,工艺包括用二种以上的材料混合挤出成一根根单丝的工序、拉伸工序、激光刻划工序和热定型工序、收卷工序、碱液溶成尖峰工序,各工序按下列次序进行,包括以下步骤:s1:将聚对苯二甲酸丁二醇酯(pbt)和另一种或两种高分子材料在90-150℃温度下加热干燥;s2:将以上材料放进挤出机,经熔融后挤出成一根根单丝状熔体;s3:将单丝状熔体进入水温6℃-30℃的水箱冷却成单丝;s4:将单丝以10-35m/min的线速度进行预牵伸;s5:将单丝在60-180℃的温度下加热,并在热状态下,以30-100m/min线速度进行第一次牵伸;
s6:将单丝在热状态下将表面刻划成鳞片状裂痕;s7:将单丝在120-180℃的温度下加热,并在热状态下,以60-140m/min线速度进行第二次牵伸;s8:将牵伸后单丝在90-200℃的热状态下进行定型;s9:将定型后单丝成束状卷绕起来;s10:将收卷成一卷卷的单丝根据要求,切成小段,并放进碱液中溶制成尖毛。
6.优选的,所述材料必须由两种或两种以上的材料构成,利用这些材料熔点差别和相融性较低,经表面刻划后,在受力状态下,能相对分离。
7.优选的,所述聚对苯二甲酸丁二醇酯和另一种或两种高分子材料在90-150℃温度下加热干燥3-6个小时。
8.优选的,所述聚对苯二甲酸丁二醇酯和另一种或两种高分子材料放入挤出机,经熔融后挤出成一根根单丝状熔体,挤出机温度为:180-260℃。
9.优选的,所述聚对苯二甲酸丁二醇酯和另一种或两种高分子材料制成的单丝,收卷成一卷卷单丝的一端或两端经碱液溶成尖峰。
10.优选的,所述聚对苯二甲酸丁二醇酯和另一种或两种高分子材料制成的单丝,在热状态下将表面刻划成鳞片状;刻划装置是一台电脑控制的精密激光器刻划机,能使丝条在运动过程中,根据要求,刻出鳞片或某它形状的效果。
11.与现有技术相比,本发明的有益效果是:本发明针对以上背景技术中所提出的情况,利用聚对苯二甲酸丁二醇酯(pbt)有较好回弹性和柔韧性及可溶解在碱液中等性能,再通过和另外一种以上高分子材料,利用这些材料熔点差别和相融性较低,对单丝的表面进行激光刻划加工处理,使毛丝表面不光滑,接近动物毛的鳞片或毛刺。从而大大提高人造毛丝的抓粉、沾油、沾水性能,取代动物毛,满足生产高档毛刷的需求,该发明具有很高的经济效益和社会效益。
附图说明
12.图1为本发明流程图;图2为本发明实施例一的流程图;图3为本发明实施例二的流程图;图4为本发明实施例三的流程图;图5为本发明实施例四的流程图。
具体实施方式
13.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
14.实施例一:请参阅图1和图2,本发明提供一种技术方案:s1:将聚对苯二甲酸丁二醇酯和聚对苯二甲酸乙二醇酯二种材料100-150℃温度下加热干燥3-6小时;
s2:在以上的材料中用混料机混入抗菌剂和润滑剂等助剂;s3:将以上材料放进挤出机,分段加热到250℃后,用螺杆挤出经喷丝板挤成一根根单丝状熔体;s4:单丝状熔体进入水温15℃的水箱冷却成单丝;s5:单丝以20米/min的线速度进行预牵伸;s6:单丝在150℃的温度下加热,并在热状态下,以76m/min线速度进行第一次牵伸;s7:在牵伸滚筒上把单丝一字排开(放进分丝棒的槽),激光刻划机按事先输入的数据,控制着激光束的强度和运动,将每根单丝表面刻划成鳞片或某它形状状裂痕的加工处理;s8:将单丝在180℃的温度下加热,并在热状态下,以90米/min线速度进行第二次牵伸;s9:将牵伸后单丝在170℃的热状态下进行定型;s10:将定型后单丝成束状卷绕起来;s11:将卷绕起来成束的丝切开成三段,经梳理后包装起来;s12:将成束的丝用包装机卷绕起来,包装成卷,并切成每卷长约一米二五;s13:根据用途,把一卷卷的丝切成小段;s14:将一小段一小段的丝平放进磨尖槽中,用高温和高浓度的碱液,将泡进碱液的端面的每一根单丝都溶制成尖毛。
15.实施例二:请参阅图1和图3,本发明提供一种技术方案:s1:将聚对苯二甲酸丁二醇酯和聚乙烯二种材料在150℃温度下加热干燥6小时;s2:在以上的材料中用混料机混入钛白粉和硬脂酸锌等助剂;s3:以上材料放进挤出机,分段加热到255℃后,用螺杆挤出经喷丝板挤成一根根单丝状熔体;s4:单丝状熔体进入水温13℃的水箱冷却成单丝;s5:单丝以22m/min的线速度进行预牵伸;s6:单丝在150℃的温度下加热,并在热状态下,以88米线速度进行第一次牵伸;s7:在牵伸滚筒上把单丝一字排开(放进分丝棒的槽),激光刻划机按事先输入的数据,控制着激光束的强度和运动,将每根单丝表面刻划成鳞片或某它形状状裂痕的加工处理;s8:将单丝在180℃的温度下加热,并在热状态下,以100m/min线速度进行第二次牵伸;s9:将单丝分成约8小束放进波纹机,把单丝压湾;s10:将压湾后单丝在170℃的热状态下进行定型;s11:将定型后单丝成束状卷绕起来;s12:将成束的丝用包装机卷绕起来,包装成卷,并切成每卷长约一米二五;s13:根据用途,把一卷卷的丝切成小段;s14:将一小段一小段的丝平放进磨尖槽中,用高温和高浓度的碱液,将泡进碱液的端面的每一根单丝都溶制成尖毛。
16.实施例三:请参阅图1和图4,本发明提供一种技术方案:s1:将聚对苯二甲酸乙二醇酯和聚乙烯及聚苯乙烯(hips)三种材料分别在90-150℃温度下加热干燥5小时;s2:将以上材料放进挤出机,分段加热到250℃后,用螺杆挤出经喷丝板挤成一根根单丝状熔体;s3:单丝状熔体进入水温12℃的水箱冷却成单丝;s4:单丝以18m/min的线速度进行预牵伸;s5:单丝在140℃的温度下加热,并在热状态下,以70m/min线速度进行第一次牵伸;s6:在牵伸滚筒上把单丝一字排开(放进分丝棒的槽),激光刻划机按事先输入的数据,控制着激光束的强度和运动,将每根单丝表面刻划成鳞片或某它形状状裂痕的加工处理;s7:将单丝在160℃的温度下加热,并在热状态下,以90m/min线速度进行第二次牵伸;s8:将牵伸后单丝在160℃的热状态下进行定型;s9:将定型后单丝成束状卷绕起来;s10:将成束的丝用包装机卷绕起来,包装成卷,并切成每卷长约一米二五;s11:根据用途,把一卷卷的丝切成小段;s12:将一小段一小段的丝平放进磨尖槽中,用高温和高浓度的碱液,将泡进碱液的端面的每一根单丝都溶制成尖毛。
17.实施例四:请参阅图1和图5,本发明提供一种技术方案:s1:将聚对苯二甲酸乙二醇酯和聚苯乙烯(hips)二种材料分别在150℃温度下加热干燥5小时;s2:将以上材料放进挤出机,分段加热到250℃后,用螺杆挤出经喷丝板挤成一根根单丝状熔体;s3:单丝状熔体进入水温12℃的水箱冷却成单丝;s4:单丝以18m/min的线速度进行预牵伸;s5:单丝在140℃的温度下加热,并在热状态下,以70m/min线速度进行第一次牵伸;s6:在牵伸滚筒上把单丝一字排开(放进分丝棒的槽),激光刻划机按事先输入的数据,控制着激光束的强度和运动,将每根单丝表面刻划成鳞片或某它形状状裂痕的加工处理;s7:将单丝在160℃的温度下加热,并在热状态下,以90m/min线速度进行第二次牵伸;s8:将牵伸后单丝在160℃的热状态下进行定型;s9:将定型后单丝成束状卷绕起来;s10:将成束的丝用包装机卷绕起来,包装成卷,并切成每卷长约一米二五;s11:根据用途,把一卷卷的丝切成小段;s12:将一小段一小段的丝平放进磨尖槽中,用高温和高浓度的碱液,将泡进碱液
的端面的每一根单丝都溶制成尖毛。
18.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1