一种空气包覆纱机的制作方法
1.本技术涉及纺织技术领域,具体涉及一种空气包覆纱机。
背景技术:
2.空气包覆纱(简称空包,英文缩写为acy)是将外包纤维长丝与氨纶丝同时牵伸经过一定型号喷嘴,经高压缩的空气规律性的喷压形成节律性的网络点的纱线。
3.现有空包机是主要结构包括一个氨纶支座,一个原料支架,通过不同喂入罗拉,将两条丝束通过空气吹在一起。空包机的基本任务就是将一根dty单纱及氨纶合并,现有的空包机由于机器原料支架的限制,只能做300d以下的纱线,不能生产出高d空包的纱线。
技术实现要素:
4.鉴于上述问题,本技术提供了一种空气包覆纱机,用于解决现有空包机不能生产出高d空包的纱线的技术问题。
5.为实现上述目的,发明人提供了一种空气包覆纱机,包括机架、纱线引入装置、罗拉架以及卷绕装置;
6.所述机架上设置有纱线引入装置、罗拉架以及卷绕装置,罗拉架上设置有罗拉组件、导丝器组件以及空气喷嘴;
7.所述纱线引入装置包括至少两个第一导丝器以及与所述第一导丝器对应的张力控制器,一条纱线对应一个所述第一导丝器,所述张力控制器用于控制所述纱线的张力,所述纱线引入装置用于将所述纱线引至所述导丝器组件上;
8.所述导丝器组件包括第二导丝器,所述第二导丝器用于将所述纱线卷绕至所述罗拉组件;
9.所述罗拉组件用于将所述纱线由所述空气喷嘴喷射后卷绕至所述卷绕装置上。
10.在一些实施例中,所述罗拉组件包括第一罗拉以及第二罗拉,所述空气喷嘴设置在所述第一罗拉以及所述第二罗拉之间;
11.所述第二导丝器用于将所述纱线卷绕至所述第一罗拉,所述第一罗拉用于将所述纱线由所述空气喷嘴喷射后卷绕至所述第二罗拉,所述第二罗拉用于将所述纱线卷绕至所述卷绕装置上。
12.在一些实施例中,所述罗拉组件还包括第三罗拉,所述第三罗拉设置在所述第一罗拉以及所述第二罗拉之间;
13.所述第一罗拉通过所述第三罗拉将所述纱线由所述空气喷嘴喷射后卷绕至所述第二罗拉,所述第一罗拉以及所述第三罗拉相配合用于控制所述纱线的张力。
14.在一些实施例中,第一罗拉可拆卸地设置在所述罗拉架上。
15.在一些实施例中,所述第一罗拉的尺寸与所述第三罗拉的尺寸相同。
16.在一些实施例中,所述导丝器组件还包括第四导丝器,所述第四导丝器设置在所述第一罗拉以及所述第三罗拉之间。
17.在一些实施例中,所述第二导丝器设置有两个以上。
18.在一些实施例中,所述罗拉架上还设置有导丝器支架,所述导丝器支架上设置有第三导丝器,所述纱线引入装置用于将所述纱线通过所述第三导丝器引至所述导丝器组件上,所述第三导丝器用于对所述纱线进行分流。
19.在一些实施例中,所述纱线引入装置还包括感测单元,所述感测单元与所述第一导丝器对应,所述感测单元用于感测所述纱线的断丝状态。
20.在一些实施例中,所述空气包覆纱机还包括纱架,所述纱架上设置有至少两个纱筒支座,每个所述纱筒支座上设置一个所述纱筒,所述纱线引入装置用于将所述纱筒上的所述纱线引至所述导丝器组件上。
21.区别于现有技术,上述技术方案在机架上设置有纱线引入装置,多条纱线可通过纱线引入装置的第一导丝器将纱筒上的纱线退绕后,再由张力控制器调节张力后引至第二导丝器,第二导丝器再将多条纱线引至罗拉组件,通过罗拉组件再次控制张力后由空气喷嘴喷射后卷绕至所述卷绕装置上,完成对多条纱线的并股,生产出高d并股纱。其操作简单且提高生产效率。
22.上述实用新型内容相关记载仅是本技术技术方案的概述,为了让本领域普通技术人员能够更清楚地了解本技术的技术方案,进而可以依据说明书的文字及附图记载的内容予以实施,并且为了让本技术的上述目的及其它目的、特征和优点能够更易于理解,以下结合本技术的具体实施方式及附图进行说明。
附图说明
23.附图仅用于示出本技术具体实施方式以及其他相关内容的原理、实现方式、应用、特点以及效果等,并不能认为是对本技术的限制。
24.在说明书附图中:
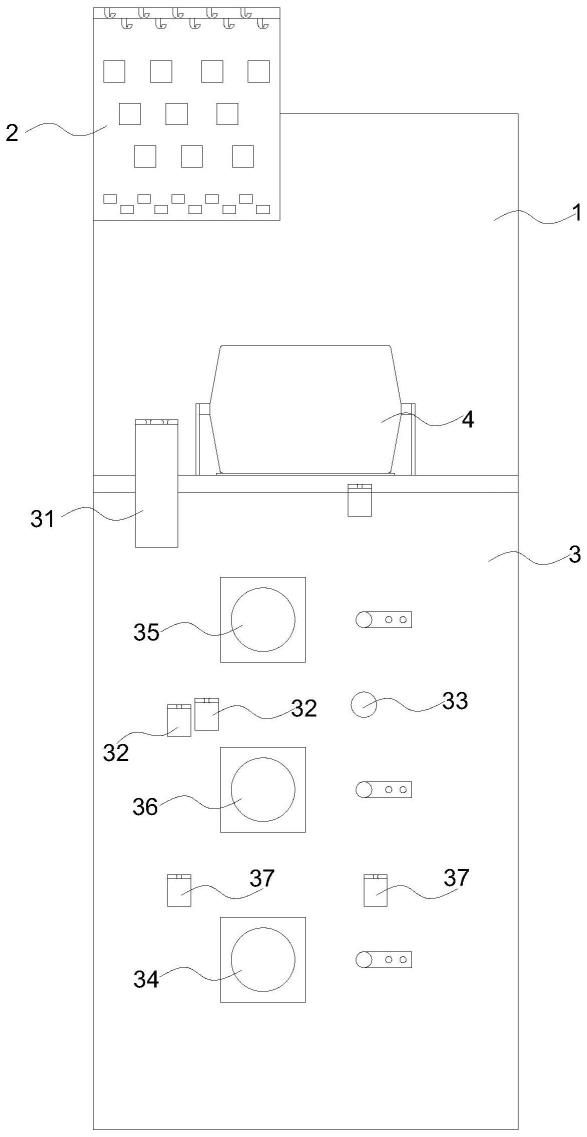
25.图1为具体实施方式所述空气包覆纱机的结构示意图;
26.图2为具体实施方式所述罗拉架的结构示意图;
27.图3为具体实施方式所述纱线引入装置的结构示意图;
28.图4为具体实施方式所述导丝器支架的结构示意图;
29.图5为具体实施方式所述空气包覆纱机的另一结构示意图
30.图6为具体实施方式所述纱架的结构示意图。
31.上述各附图中涉及的附图标记说明如下:
32.1、机架;
33.2、纱线引入装置;
34.21、第一导丝器;
35.22、张力控制器;
36.23、感测单元;
37.3、罗拉架;
38.31、导丝器支架;
39.311、第三导丝器;
40.32、第二导丝器;
41.33、空气喷嘴;
42.34、第一罗拉;
43.35、第二罗拉;
44.36、第三罗拉;
45.37、第四导丝器;
46.4、卷绕装置;
47.5、纱架;
48.51、纱筒;
49.52、第一张力器;
50.53、断纱感应单元。
具体实施方式
51.为详细说明本技术可能的应用场景,技术原理,可实施的具体方案,能实现目的与效果等,以下结合所列举的具体实施例并配合附图详予说明。本文所记载的实施例仅用于更加清楚地说明本技术的技术方案,因此只作为示例,而不能以此来限制本技术的保护范围。
52.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中各个位置出现的“实施例”一词并不一定指代相同的实施例,亦不特别限定其与其它实施例之间的独立性或关联性。原则上,在本技术中,只要不存在技术矛盾或冲突,各实施例中所提到的各项技术特征均可以以任意方式进行组合,以形成相应的可实施的技术方案。
53.除非另有定义,本文所使用的技术术语的含义与本技术所属技术领域的技术人员通常理解的含义相同;本文中对相关术语的使用只是为了描述具体的实施例,而不是旨在限制本技术。
54.在本技术的描述中,用语“和/或”是一种用于描述对象之间逻辑关系的表述,表示可以存在三种关系,例如a和/或b,表示:存在a,存在b,以及同时存在a和b这三种情况。另外,本文中字符“/”一般表示前后关联对象是一种“或”的逻辑关系。
55.在本技术中,诸如“第一”和“第二”之类的用语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何实际的数量、主次或顺序等关系。
56.在没有更多限制的情况下,在本技术中,语句中所使用的“包括”、“包含”、“具有”或者其他类似的表述,意在涵盖非排他性的包含,这些表述并不排除在包括所述要素的过程、方法或者产品中还可以存在另外的要素,从而使得包括一系列要素的过程、方法或者产品中不仅可以包括那些限定的要素,而且还可以包括没有明确列出的其他要素,或者还包括为这种过程、方法或者产品所固有的要素。
57.与《审查指南》中的理解相同,在本技术中,“大于”、“小于”、“超过”等表述理解为不包括本数;“以上”、“以下”、“以内”等表述理解为包括本数。此外,在本技术实施例的描述中“多个”的含义是两个以上(包括两个),与之类似的与“多”相关的表述亦做此类理解,例如“多组”、“多次”等,除非另有明确具体的限定。
58.在本技术实施例的描述中,所使用的与空间相关的表述,诸如“中心”“纵向”“横向”“长度”“宽度”“厚度”“上”“下”“前”“后”“左”“右”“竖直”“水平”“垂直”“顶”“底”“内”“外”“顺时针”“逆时针”“轴向”“径向”“周向”等,所指示的方位或位置关系是基于具体实施例或附图所示的方位或位置关系,仅是为了便于描述本技术的具体实施例或便于读者理解,而不是指示或暗示所指的装置或部件必须具有特定的位置、特定的方位、或以特定的方位构造或操作,因此不能理解为对本技术实施例的限制。
59.除非另有明确的规定或限定,在本技术实施例的描述中,所使用的“安装”“相连”“连接”“固定”“设置”等用语应做广义理解。例如,所述“连接”可以是固定连接,也可以是可拆卸连接,或成一体设置;其可以是机械连接,也可以是电连接,也可以是通信连接;其可以是直接相连,也可以通过中间媒介间接相连;其可以是两个元件内部的连通或两个元件的相互作用关系。对于本技术所属技术领域的技术人员而言,可以根据具体情况理解上述用语在本技术实施例中的具体含义。
60.请参阅图1至图3,本实施例涉及一种空气包覆纱机,包括机架1、纱线引入装置2、罗拉架3以及卷绕装置4。机架1上设置有纱线引入装置2、罗拉架3以及卷绕装置4,罗拉架3上设置有罗拉组件、导丝器组件以及空气喷嘴33。纱线引入装置2包括至少两个第一导丝器21以及与第一导丝器21对应的张力控制器22,一条纱线对应一个第一导丝器21,张力控制器22用于控制纱线的张力,纱线引入装置2用于将纱线引至导丝器组件上。导丝器组件包括第二导丝器32,第二导丝器32用于将纱线卷绕至罗拉组件。罗拉组件用于将纱线由空气喷嘴33喷射后卷绕至卷绕装置4上。
61.机架1从上至下依次设置有纱线引入装置2、卷绕装置4以及罗拉架3。可选地,机架1上可设置多组的纱线引入装置2、卷绕装置4以及罗拉架3。作为一优选实施例,如图5所示,机架1上设置有四组的纱线引入装置2、卷绕装置4以及罗拉架3,每一组为单独一个模块。
62.纱线引入装置2设置在机架1的最上端,可选地,纱线引入装置2包括引入架,引入架上设置有第一导丝器21以及张力控制器22,第一导丝器21设置在张力控制器22的上方,第一导丝器21至少设置有两个用于生产高d并股纱,张力控制器22的数量与第一导丝器21的数量一致。在一些实施例中,第一导丝器21设置有十个,张力控制器22也设置有十个,即至多允许十条纱线引入。
63.罗拉架3上设置有罗拉组件、导丝器组件以及空气喷嘴33。罗拉组件间设置有导丝器组件以及空气喷嘴33。导丝器组件包括第二导丝器32,第二导丝器32将纱线引至罗拉组件上。引至罗拉组件的纱线可缠绕在罗拉上控制纱线的张力,之后,多条纱线在空气喷嘴33的高压缩的空气规律性的喷压后形成节律性的网络点的纱线,最后,可在罗拉组件的作用下卷绕至卷绕装置4上。
64.上述技术方案在机架1上设置有纱线引入装置2,多条纱线可通过纱线引入装置2的第一导丝器21将纱筒51上的纱线退绕后,再由张力控制器22调节张力后引至第二导丝器32,第二导丝器32再将多条纱线引至罗拉组件,通过罗拉组件再次控制张力后由空气喷嘴33喷射后卷绕至所述卷绕装置4上,完成对多条纱线的并股,生产出高d并股纱。其操作简单且提高生产效率。
65.根据本技术的一些实施例,可选地,如图1及图2所示,罗拉组件包括第一罗拉34以及第二罗拉35,空气喷嘴33设置在第一罗拉34以及第二罗拉35之间。第二导丝器32用于将
纱线卷绕至第一罗拉34,第一罗拉34用于将纱线由空气喷嘴33喷射后卷绕至第二罗拉35,第二罗拉35用于将纱线卷绕至卷绕装置4上。
66.罗拉组件包括第一罗拉34以及第二罗拉35,第一罗拉34以及第二罗拉35在竖直方向间隔设置,且第一罗拉34以及第二罗拉35间设置有第二导丝器32。第一罗拉34以及第二罗拉35用于调节纱线的张力,其中,第二罗拉35与卷绕装置4配合,控制纱线卷绕的参数。在生产并股纱时,纱线的走线路线如下:多条纱线通过纱线引入装置2后牵引到第二导丝器32,纱线经过第二导丝器32——第一罗拉34——空气喷嘴33——第二罗拉35——卷绕装置4,完成多条纱线的并股,生产高d并股纱。
67.根据本技术的一些实施例,可选地,如图1及图2所示,罗拉组件还包括第三罗拉36,第三罗拉36设置在第一罗拉34以及第二罗拉35之间。第一罗拉34通过第三罗拉36将纱线由空气喷嘴33喷射后卷绕至第二罗拉35,第一罗拉34以及第三罗拉36相配合用于控制纱线的张力。为了更好控制纱线的张力,还设置有第三罗拉36。第一罗拉34、第三罗拉36以及第一罗拉34在竖直方向从上到下依次间隔设置在罗拉架3上,第二导丝器32设置在第二罗拉35以及第三罗拉36之间。在生产并股纱时,纱线的走线路线如下:多条纱线通过纱线引入装置2后牵引到第二导丝器32,纱线经过第二导丝器32——第一罗拉34——第三罗拉36——空气喷嘴33——第二罗拉35——卷绕装置4,完成多条纱线的并股,生产高d并股纱。
68.作为一优选实施例,
69.实施例1:
70.原料a:纯棉50s/1-精梳紧密赛络纺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60kg
71.原料b:白半光70d/68f锦纶dty
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40kg
72.加工工艺:首先将对应的原料挂上丝架,通过导丝管将纱引进感应器,通过导丝勾将原料a和原料b分开,原料a直接通过第三罗拉36进入空气喷嘴33,原料b必须进入第一罗拉34绕五圈,然后再进入第三罗拉36绕五圈之后再进入空气喷嘴33,两条纱线共同经过空气喷嘴33之后复合出来,在第二罗拉35绕五圈,最后进入卷绕装置4上,生产出锦棉并股纱。锦棉并股纱的优点是手感柔软且穿着舒适。
73.实施例2:
74.原料a:白半光140d氨纶
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6kg
75.原料b:白半光150d/48f常温阳离子dty*4条
ꢀꢀꢀ
94kg
76.加工工艺:首先将对应的原料挂上丝架,通过导丝管将纱引进感应器,通过导丝勾将原料b导入第三罗拉36和原料a一起绕五圈,原料a通过加装的氨纶支架在第一罗拉34绕半圈,进入第三罗拉36和原料b一起绕五圈进入空气喷嘴33,两条线经过喷嘴之后复合出来,在第二罗拉35绕五圈,最后进入卷绕装置4上,生产出阳包芯并股纱。阳包芯并股纱的优点是弹性增加、穿着及运动舒适且手感柔软。
77.实施例3:
78.原料a:a0qm黑150d/48f涤纶环保再生纱dty*8条
ꢀꢀꢀꢀꢀꢀꢀꢀ
100kg
79.加工工艺:首先将对应的原料a挂上丝架,通过导丝管将纱引进感应器,通过导丝勾将原料a导入第三罗拉36绕五圈,进入第三罗拉36绕五圈后进入空气喷嘴33,8条纱线经过空气喷嘴33之后复合出来,在第二罗拉35绕五圈,最后进入卷绕装置4上,生产出色纱并股纱。色纱并股纱的优点是满足对粗丹尼的需求。
80.空气包覆纱机除了可以生产高d并股纱外,还可以用于生产氨纶复合纱。其中,氨纶支座设置在第三罗拉36以及第一罗拉34之间,氨纶支架上设置有氨纶纱筒51。多条普通纱线通过纱线引入装置2牵引到第二导丝器32上,纱线经过第二导丝器32卷绕至第三罗拉36,同时氨纶纱筒51上的氨纶通过第一罗拉34牵引至第三罗拉36,与多条普通纱线在第三罗拉36处汇合后共同进入空气喷嘴33进行复合,最后,经过第二罗拉35和卷绕装置4完成卷绕成筒。
81.根据本技术的一些实施例,可选地,第一罗拉34可拆卸地设置在罗拉架3上。可根据工艺更换合适地第一罗拉34的尺寸。具体地,第一罗拉34通过螺丝固定在导丝架上,可快速拆装第一罗拉34。
82.根据本技术的一些实施例,可选地,第一罗拉34的尺寸与第三罗拉36的尺寸相同。
83.现有空包机上的第一罗拉34直径小于第三罗拉36且长度较短,主要用于协助氨纶支座上氨纶纱筒51进行退绕,其主要缺陷在于:原有的第一罗拉34长度较短,而粗d的氨纶纱筒51长度较长,所以退绕时氨纶会跑出罗拉的有效工作范围,因此现有的空包机无法适用于粗d的氨纶。另外,由于现有控制系统不能控制第一罗拉34的转速,现有第一罗拉34与第三罗拉36直径不相等,无法计算两个罗拉之间的速度关系,从而无法控制第一罗拉34以及第三罗拉36间的张力。因此,为了解决上述问题,一方面改进操控系统,另一方面设置第一罗拉34的尺寸与第三罗拉36的尺寸相同。通过第一罗拉34和第三罗拉36的转速差控制第一罗拉34和第二罗拉35之间纱线的张力,实现第一罗拉34的正超喂和负超喂自由控制。
84.根据本技术的一些实施例,可选地,如图1及图2所示,导丝器组件还包括第四导丝器37,第四导丝器37设置在第一罗拉34以及第三罗拉36之间。
85.为了使得空气包覆纱机能生产不同种类的纱线,如加弹纱,还设置有第四导丝器37,第四导丝器37设置在第一罗拉34以及第三罗拉36之间。可选地,可拆除氨纶支座并在原氨纶支座的位置上设置第四导丝器37。在一些实施例中,可根据不同生产工艺,设置多个第四导丝器37。在生产加弹纱时,纱线的走线路线如下:多条纱线通过纱线引入装置2后牵引到第二导丝器32,纱线经过第二导丝器32——第四导丝器37——第一罗拉34——第三罗拉36——空气喷嘴33——第二罗拉35——卷绕装置4。设置第一罗拉34转速略小于第三罗拉36的转速,通过转速差张紧第一罗拉34与第三罗拉36之间纱线的张力,设置第三罗拉36的转速略大于第三罗拉36,对第三罗拉36进行正超喂(第一罗拉34少送纱线,达到张紧张力的目的,第三罗拉36多送纱线,达到松弛张力的目的,这个工艺流程和加弹机生产加弹纱线类似),然后经过第二罗拉35和卷绕装置4完成卷绕成筒,生产加弹纱。
86.根据本技术的一些实施例,可选地,如图1及图2所示,第二导丝器32设置有两个以上。为了生产不同种类的纱线,如非氨纶复合纱,将第二导丝器32设置有两个以上。具体地,当第二导丝器32设置有两个时,两种不同类型的纱线通过纱线引入装置2牵引到第二导丝器32,第二导丝器32设置有两个,其中一种纱线经过一个第二导丝器32卷绕至第三罗拉36,另一种纱线通过另一个第二导丝器32牵引至第四导丝器37,经过第四导丝器37卷绕至第一罗拉34,两种不同类型的纱线在第三罗拉36处汇合,共同进入空气喷嘴33进行复合,然后经过第二罗拉35和卷绕装置4完成卷绕成筒。
87.根据本技术的一些实施例,可选地,如图4所示,罗拉架3上还设置有导丝器支架31,导丝器支架31上设置有第三导丝器311,纱线引入装置2用于将纱线通过第三导丝器311
引至导丝器组件上,第三导丝器311用于对纱线进行分流。当纱线引入装置2引入多条纱线时,以防多条纱线混在一起,导致最终并股纱效果不好。因此,在罗拉架3上还设置有导丝器支架31,导丝器支架31设置在罗拉架3的上端,导丝器支架31上设置有第三导丝器311,第三导丝器311可以设置有两个以上,对多条纱线进行分流。具体地,多个第三导丝器311对纱线引入装置2引出的纱线进行分流后引至第二导丝器32。
88.根据本技术的一些实施例,可选地,如图3所示,纱线引入装置2还包括感测单元23,感测单元23与第一导丝器21对应,感测单元23用于感测纱线的断丝状态。为了检测纱线的断丝状态,在纱线引入装置2上还设置有感测单元23,即在引入架上还设置有感测单元23。可选地,引入架在竖直方向从上到下设置有第一导丝器21、张力控制器22以及感测单元23,感测单元23的数量与第一导丝器21以及张力控制器22数量一致。当多条纱线通过第一导丝器21以及张力控制器22后,感测单元23感应纱线状态,当监测到出现断纱时,可控制机台停止运行。
89.根据本技术的一些实施例,可选地,如图6所示,空气包覆纱机还包括纱架5,纱架5上设置有至少两个纱筒支座,每个纱筒支座上设置一个纱筒51,纱线引入装置2用于将纱筒51上的纱线引至导丝器组件上。多条纱线来自多个纱筒51,具体地,空气包覆纱机还包括纱架5,纱架5设置在机架1的一侧,纱架5上的纱通过纱线引入装置2退绕至第三导丝器311上,再由第三导丝器311对引出的纱线进行分流后引至第二导丝器32。在一些实施例中,纱架5上还设置有第一张力器52,第一张力器52与纱筒51对应设置,第一张力器52用于获取从纱筒51退绕出来的纱线并对纱线产生张力。作为一优选实施例,在第一张力器52以及纱线引入装置2之间还设置断纱感应单元53,可以从纱筒51源头检测纱线是否断裂,有效避免出现少股纱现象。
90.上述技术方案在机架1上设置有纱线引入装置2,多条纱线可通过纱线引入装置2的第一导丝器21将纱筒51上的纱线退绕后,再由张力控制器22调节张力后引至第二导丝器32,第二导丝器32再将多条纱线引至罗拉组件,通过罗拉组件再次控制张力后由空气喷嘴33喷射后卷绕至所述卷绕装置4上,完成对多条纱线的并股,生产出高d并股纱。其操作简单且提高生产效率。
91.最后需要说明的是,尽管在本技术的说明书文字及附图中已经对上述各实施例进行了描述,但并不能因此限制本技术的专利保护范围。凡是基于本技术的实质理念,利用本技术说明书文字及附图记载的内容所作的等效结构或等效流程替换或修改产生的技术方案,以及直接或间接地将以上实施例的技术方案实施于其他相关的技术领域等,均包括在本技术的专利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1