短切纤维的连续化生产方法
本发明属于纤维制备,涉及一种短切纤维,具体涉及一种短切纤维的连续化生产方法。
背景技术:
1、短切纤维指长度为1mm~15mm的纤维,具有一定的强度和韧性的纤维,目前主要应用的品种有丙纶、涤纶、维纶、粘胶纤维及复合纤维等。与常规纤维相比,短切纤维由于较低的长度和线密度,使其具有较高的断裂强度、较低的断裂伸长、在沸水中的低收缩率、在介质中的高可分散性和抗静电等特性。随着短切纤维的性能日益被人们所熟知,其在工业领域的需求也日趋扩大。
2、短切纤维广泛的应用前景促进了国内短切纤维发展的热潮,但在应用过程中存在长度均匀性差的问题,短切纤维的长度均匀性会影响诸如树脂或造纸纸浆等后续产品的性能等,并影响短切纤维下游产品的应用。例如专利申请文件cn202210831974.9介绍了一种聚酰亚胺短切纤维的制备方法,利用上浆剂对聚酰亚胺纤维进行表面处理,然后经过短切设备加工得到长度均匀的聚酰亚胺短切纤维,最后再经过水洗工艺除去上浆剂,得到所需的聚酰亚胺短切纤维。但这种方法聚酰亚胺纤维经过上浆剂表面处理后较为柔软,容易造成切出的纤维长短不一。因此提高短切纤维的长度均匀性尤为重要。
技术实现思路
1、本发明的目的,是要提供一种短切纤维的连续化生产方法,通过导丝,整经,送料,切割,筛选等环节的联动,以解决短切纤维的长度均匀性差的问题。
2、本发明为实现上述目的,所采用的技术方案如下:
3、一种短切纤维的连续化生产方法,包括以下步骤:
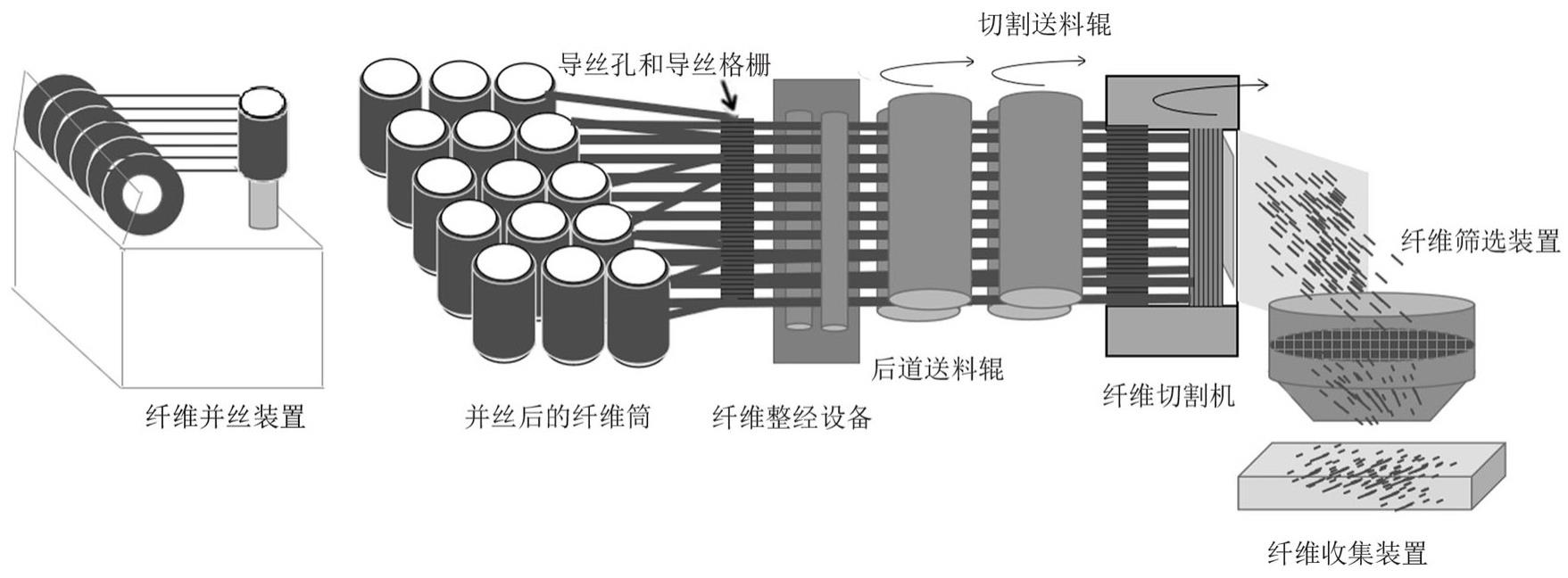
4、s1、通过纤维并丝装置将至少两股纤维合并成一股纤维,形成纤维复丝,并卷绕到纤维筒上,得到并丝后的纤维筒;
5、s2、从每个并丝后的纤维筒中牵引出一根纤维复丝得到多股纤维复丝,经导丝孔和导丝格栅后进入纤维整经设备进行整经,得到与纤维切割机进料宽度匹配的纤维面,然后通过后道送料辊进行牵引,得到展平后的纤维束;
6、s3、将纤维束在切割送料辊的转动牵引作用下,连续性的通过纤维切割机进行加工,切成目标长度,得到短切纤维;
7、s4、将短切纤维送入纤维筛选装置进行振动筛选,短切纤维通过纤维筛选装置后,进入下方的纤维收集装置进行收集。
8、作为限定,步骤s2中,所述导丝孔的直径为2~8mm,导丝格栅的间隙为2~5mm。
9、作为第二种限定,步骤s3中的具体过程为:
10、将纤维束在切割送料辊的转动牵引作用下,连续性的通过纤维切割机的压块,纤维束经压块压成平直的纤维面后,进入纤维切割机的切割刀口进行加工,切成目标长度,得到短切纤维。
11、作为进一步限定,所述切割刀口包括相匹配的第一切刀和第二切刀,第二切刀刀刃为斜面,倾斜角度为10~30°;
12、纤维束经压块压成平直的纤维面后,进入纤维切割机的切割刀口进行加工时,切割刀口的第一切刀保持不动,第二切刀往复运动。
13、作为再进一步限定,所述切割送料辊每次转动牵引纤维束移动的距离与纤维束切成的目标长度一致,为0.5~10mm,切割刀口第二切刀的往复运动频率与切割送料辊的移动步频一致。
14、作为更进一步限定,所述切割送料辊的表面涂覆有eva、聚氨酯、聚四氟乙烯或硬质橡胶。
15、作为第三种限定,步骤s4中,所述纤维筛选装置采用金属网筛,金属网筛的网格为正方形网格,其边长为短切纤维目标长度的1~2.5倍。
16、本发明由于采用了上述的技术方案,其与现有技术相比,所取得的技术进步在于:
17、(1)本发明实现了短切纤维在0.5~10mm之内稳定、连续化的批量生产,所制备的短切纤维分散性好、长度均匀稳定,一次性合格率可达90%以上,可以满足多种类、多尺寸的短切纤维加工需求;
18、(2)本发明通过纤维筒挂架、导丝、整经、送料、切割和筛选等环节的联动,实现了短切纤维的自动化生产,节了省人工操作,降低了生产成本;
19、(3)本发明中纤维复丝中单丝数量较高,且切割送料辊的表面涂覆有eva、聚氨酯、聚四氟乙烯或硬质橡胶,有利于增大纤维与切割送料辊的摩擦力,减少纤维滑移,使纤维均匀送料;
20、(4)本发明中切割刀口进行加工时第一切刀保持不动,第二切刀刀刃为斜面,能够保证在切割过程中产生一定的挤压切割作用,便于纤维切割。
21、综上所述,本发明制备的短切纤维分散性好、长度均匀稳定,纤维材质可以为pet,pp,pe,pa6,pa66,pps,peek等纤维,可用于造纸、口腔修复材料、建筑路桥、仿真模型等领域作为填料加入,用以改善产品外观和机械性能。
技术特征:
1.一种短切纤维的连续化生产方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的短切纤维的连续化生产方法,其特征在于,步骤s2中,所述导丝孔的直径为2~8 mm,导丝格栅的间隙为2~5 mm。
3.根据权利要求1所述的短切纤维的连续化生产方法,其特征在于,步骤s3中的具体过程为:
4.根据权利要求3所述的短切纤维的连续化生产方法,其特征在于,所述切割刀口包括相匹配的第一切刀和第二切刀,第二切刀刀刃为斜面,倾斜角度为10~30°;
5.根据权利要求3或4所述的短切纤维的连续化生产方法,其特征在于,所述切割送料辊每次转动牵引纤维束移动的距离与纤维束切成的目标长度一致,为0.5~10 mm,切割刀口第二切刀的往复运动频率与切割送料辊的移动步频一致。
6.根据权利要求5所述的短切纤维的连续化生产方法,其特征在于,所述切割送料辊的表面涂覆有eva、聚氨酯、聚四氟乙烯或硬质橡胶。
7.根据权利要求1所述的短切纤维的连续化生产方法,其特征在于,步骤s4中,所述纤维筛选装置采用金属网筛,金属网筛的网格为正方形网格,其边长为短切纤维目标长度的1~2.5倍。
技术总结
本发明属于纤维制备技术领域,公开了一种短切纤维的连续化生产方法,首先将至少两股纤维合并形成纤维复丝,卷绕后得到并丝后的纤维筒;对并丝后的纤维筒牵引得到多股纤维复丝,经导丝孔和导丝格栅后进入纤维整经设备,然后通过后道送料辊进行牵引,得到展平后的纤维束;将纤维束在切割送料辊的作用下,通过纤维切割机进行加工,切成目标长度,得到短切纤维;将短切纤维送入纤维筛选装置进行振动筛选,短切纤维通过纤维筛选装置后,进入纤维收集装置进行收集。本发明用于制备分散性好、长度均匀的短切纤维,能够稳定、连续化的批量生产,满足多种类、多尺寸的短切纤维加工需求。
技术研发人员:王仁林,朱美芳,胡泽旭,相恒学,周哲,汤宇泽
受保护的技术使用者:东华大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!