一种基于纸张QCS反馈的自动施胶方法和系统与流程
本发明涉及纸张施胶,具体涉及一种基于纸张qcs反馈的自动施胶方法和系统。
背景技术:
1、自动施胶技术在制造业中的应用越来越广泛,可以实现高效、准确地将胶水应用到纸张等材料上。然而,在实际应用中,纸张的表面处理和位置确定对施胶效果至关重要,为了提高施胶质量和生产效率,一种基于纸张qcs反馈的自动施胶方法应运而生。
2、但是当前技术中的施胶方法通常依靠操作人员的经验和手动调整参数来实现,存在施胶不均匀、胶水质量不稳定等问题,很显然这种施胶方法至少存在以下方面问题:1、现有技术无法准确评估表面处理和位置是否达到要求,这可能导致施胶过程中纸张的质量不稳定,胶水的应用不均匀或存在施胶偏差,影响产品质量,从而需要经常进行人工干预和调整施胶参数,增加了生产过程的复杂性,并且会浪费时间和人力资源。
3、2、现有技术缺乏自动化的施胶过程监测和调整机制,可能会导致生产效率低下,由于无法实时监测和调整施胶参数,可能需要经常停机进行调整,导致生产中断和时间浪费,同时,没有实时采集和分析胶水质量参数,无法准确评估胶水的粘附性能,这可能导致胶水的粘接效果不佳,易出现脱胶、开裂等问题,影响产品的质量和可靠性。
技术实现思路
1、针对上述存在的技术不足,本发明的目的是提供一种基于纸张qcs反馈的自动施胶方法和系统。
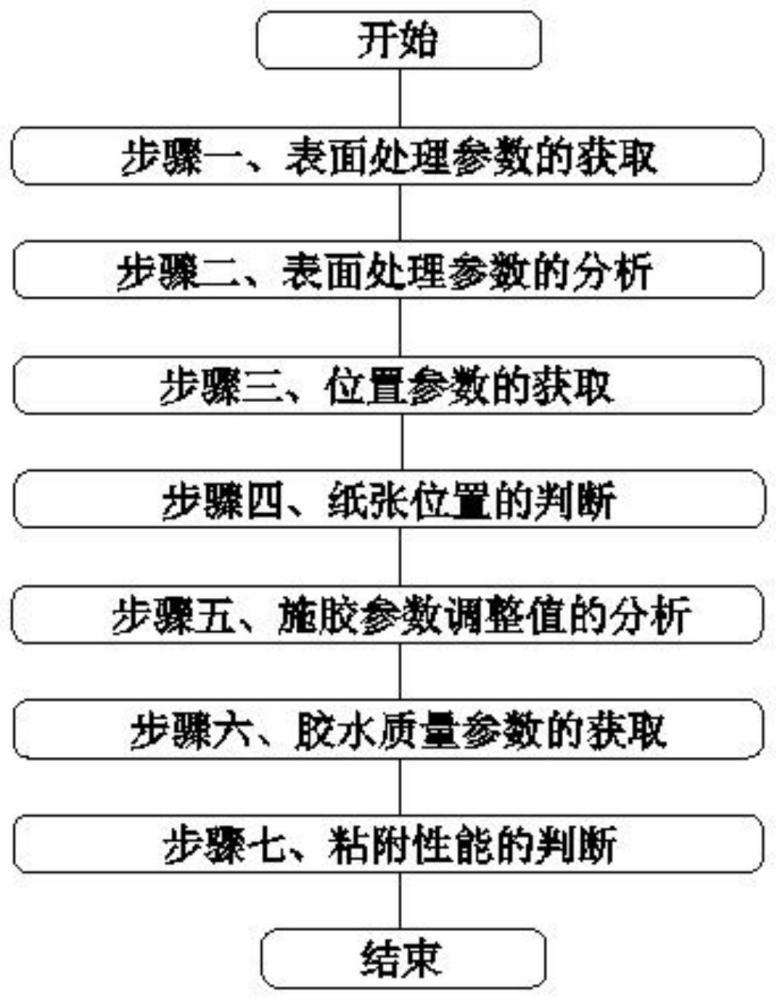
2、为解决上述技术问题,本发明采用如下技术方案:本发明在第一方面提供了一种基于纸张qcs反馈的自动施胶方法,包括:步骤一、表面处理参数的获取:获取各施胶设备中纸张对应的表面处理参数,表面处理参数包括光滑度、平整度和各采集点对应的润湿度。
3、步骤二、表面处理参数的分析:根据各施胶设备中纸张对应的表面处理参数,从而对各施胶设备中纸张对应的表面处理参数进行分析,得到各施胶设备中纸张对应的表面处理评估系数,并判断各施胶设备中纸张表面处理是否合格。
4、步骤三、位置参数的获取:获取各施胶设备中纸张对应的位置参数,位置参数包括夹角度和垂直距离。
5、步骤四、纸张位置的判断:根据各施胶设备中纸张对应的位置参数,从而对各施胶设备中纸张对应的位置参数进行分析,得到各施胶设备中纸张对应的位置评估系数,并判断各施胶设备中纸张位置是否有偏差,并将判定各施胶设备中位置有偏差的纸张标记为各偏差纸张。
6、步骤五、施胶参数调整值的分析:根据各偏差纸张对应的位置评估系数,进而分析各偏差纸张对应的施胶参数调整值。
7、步骤六、胶水质量参数的获取:在各纸张施胶过程中设置若干个采集时间点,从而在各采集时间点采集各施胶设备中胶水对应的胶水质量参数,胶水质量参数包括黏度和固化度。
8、步骤七、粘附性能的判断:根据各采集时间点各施胶设备中胶水对应的胶水质量参数,从而对各采集时间点各施胶设备中胶水对应的胶水质量参数进行分析,得到各采集时间点各施胶设备中胶水对应的粘附性能评估系数,并判断各采集时间点各施胶设备中胶水粘附性能是否合格。
9、优选地,所述对各施胶设备中纸张对应的表面处理参数进行分析,具体分析过程如下:在各施胶设备中纸张上设置若干个采集点,进而在各采集点采集各施胶设备中纸张对应的润湿度。
10、将各施胶设备中纸张对应的光滑度、平整度和各采集点对应的润湿度分别记为qi、wi和eig,其中,i表示各施胶设备对应的编号,i=1,2......u,g表示各采集点对应的编号,g=1,2......m,u为大于2的任意整数,m为大于2的任意整数,代入计算公式
11、中,得到各施胶设备中纸张对应的表面处理评估系数αi,其中,q′、w′、e′分别为设定的纸张对应的标准光滑度、标准平整度和标准润湿度,σ1、σ2、σ3分别为设定的纸张光滑度、平整度、润湿度对应的权重因子。
12、优选地,所述判断各施胶设备中纸张表面处理是否合格,具体判断过程如下:将各施胶设备中纸张对应的表面处理评估系数与设定的标准纸张对应的表面处理评估系数进行对比,若某施胶设备中纸张对应的表面处理评估系数小于设定的标准纸张对应的表面处理评估系数,则判定该施胶设备中纸张表面处理不合格,若某施胶设备中纸张对应的表面处理评估系数大于或者等于设定的标准纸张对应的表面处理评估系数,则判定该施胶设备中纸张表面处理合格,以此方式判断各施胶设备中纸张表面处理是否合格。
13、优选地,所述获取各施胶设备中纸张对应的位置参数,具体获取过程如下:a1、在各施胶设备中安装角度测量仪器和激光测距仪。
14、a2、通过安装在各施胶设备中的角度测量仪器,从而获取各施胶设备平台中设定的固定参考边与各施胶设备平台中纸张设定的目标参考边之间的夹角,并将该夹角标记为纸张对应的夹角度。
15、a3、通过安装在各施胶设备中的激光测距仪,从而获取各施胶设备平台中设定的固定参考边与各施胶设备平台中纸张设定的目标参考边中心点之间的垂直距离,并将该垂直距离标记为纸张对应的垂直距离。
16、优选地,所述对各施胶设备中纸张对应的位置参数进行分析,具体分析过程如下:
17、将各施胶设备中纸张对应的夹角度和垂直距离分别记为yi和ti,其中,i表示各施胶设备对应的编号,i=1,2......u,u为大于2的任意整数,代入计算公式中,得到各施胶设备中纸张对应的位置评估系数βi,其中,y′、t′分别为设定的纸张对应的标准夹角度、标准垂直距离,δy、δt分别为设定的纸张许可夹角度差、许可垂直距离差,分别为设定的纸张夹角度、垂直距离对应的权重因子。
18、优选地,所述判断各施胶设备中纸张位置是否有偏差,具体判断过程如下:将各施胶设备中纸张对应的位置评估系数与设定的标准纸张对应的位置评估系数进行对比,若某施胶设备中纸张对应的位置评估系数小于设定的标准纸张对应的位置评估系数,则判定该施胶设备中纸张位置有偏差,若某施胶设备中纸张对应的位置评估系数大于或者等于设定的标准纸张对应的位置评估系数,则判定该施胶设备中纸张位置未偏差,以此方式判断各施胶设备中纸张位置是否有偏差;并将判定各施胶设备中位置有偏差的纸张标记为各偏差纸张。
19、优选地,所述分析各偏差纸张对应的施胶参数调整值,具体分析过程如下:将各偏差纸张对应的位置评估系数与数据库中各施胶参数调整值对应的位置评估系数进行对比,若某偏差纸张对应的位置评估系数与数据库中某施胶参数调整值对应的位置评估系数相同,则将数据库中该位置评估系数对应的施胶参数调整值作为该偏差纸张对应施胶参数调整值,以此方式分析各偏差纸张对应的施胶参数调整值。
20、优选地,所述对各采集时间点各施胶设备中胶水对应的胶水质量参数进行分析,具体分析过程如下:将各采集时间点各施胶设备中胶水对应的黏度和固化度分别记为zfi和xfi,其中,f表示各采集时间点对应的编号,f=1,2......j,i表示各施胶设备对应的编号,i=1,2......u,j为大于2的任意整数,u为大于2的任意整数,代入计算公式中,得到各采集时间点各施胶设备中胶水对应的粘附性能评估系数δfi,其中,z′、x′分别为设定的胶水对应的标准黏度、标准固化度,υ1、υ2分别为设定的胶水黏度、固化度对应的权重因子,e表示自然常数。
21、优选地,所述判断各采集时间点各施胶设备中胶水粘附性能是否合格,具体判断过程如下:将各采集时间点各施胶设备中胶水对应的粘附性能评估系数与对应施胶设备设定的标准胶水粘附性能评估系数进行对比,若某采集时间点某施胶设备中胶水对应的粘附性能评估系数小于对应施胶设备设定的标准胶水粘附性能评估系数,则判定该采集时间点该施胶设备中胶水粘附性能不合格,若某采集时间点某施胶设备中胶水对应的粘附性能评估系数大于或者等于对应施胶设备设定的标准胶水粘附性能评估系数,则判定该采集时间点该施胶设备中胶水粘附性能合格,以此方式判断各采集时间点各施胶设备中胶水粘附性能是否合格。
22、本发明在第二方面提供了一种基于纸张qcs反馈的自动施胶系统,包括:表面处理参数的获取模块:用于获取各施胶设备中纸张对应的表面处理参数,表面处理参数包括光滑度、平整度和各采集点对应的润湿度。
23、表面处理参数的分析模块:用于根据各施胶设备中纸张对应的表面处理参数,从而对各施胶设备中纸张对应的表面处理参数进行分析,得到各施胶设备中纸张对应的表面处理评估系数,并判断各施胶设备中纸张表面处理是否合格。
24、位置参数的获取模块:用于获取各施胶设备中纸张对应的位置参数,位置参数包括夹角度和垂直距离。
25、纸张位置的判断模块:用于根据各施胶设备中纸张对应的位置参数,从而对各施胶设备中纸张对应的位置参数进行分析,得到各施胶设备中纸张对应的位置评估系数,并判断各施胶设备中纸张位置是否有偏差,并将判定各施胶设备中位置有偏差的纸张标记为各偏差纸张。
26、施胶参数调整值的分析模块:用于根据各偏差纸张对应的位置评估系数,进而分析各偏差纸张对应的施胶参数调整值。
27、胶水质量参数的获取模块:用于在各纸张施胶过程中设置若干个采集时间点,从而在各采集时间点采集各施胶设备中胶水对应的胶水质量参数,胶水质量参数包括黏度和固化度。
28、粘附性能的判断模块:用于根据各采集时间点各施胶设备中胶水对应的胶水质量参数,从而对各采集时间点各施胶设备中胶水对应的胶水质量参数进行分析,得到各采集时间点各施胶设备中胶水对应的粘附性能评估系数,并判断各采集时间点各施胶设备中胶水粘附性能是否合格。
29、本发明的有益效果在于:1、本发明通过获取纸张的表面处理参数和位置参数,并对其进行分析和评估,可以准确判断纸张的表面处理是否合格以及位置是否偏差,从而调整施胶参数,确保精确的胶水应用,在提高施胶质量和降低不良施胶率方面发挥重要作用,并进行相应的调整,减少了人工干预的需要,提高了施胶过程的自动化程度,这有助于提高生产效率,减少人力成本和时间浪费。
30、2、本发明通过在施胶过程中采集胶水质量参数和纸张位置参数等数据,可以实时监测和调整施胶参数,这样可以及时发现问题,并进行及时的反馈和调整,确保施胶过程的稳定性和一致性,同时,对胶水质量参数的监测和分析,可以判断胶水的粘附性能是否合格,这有助于确保胶水与纸张的粘接效果良好,提高制品的质量和可靠性。
- 还没有人留言评论。精彩留言会获得点赞!