用于制备无规共聚酯多孔改性PBT-POY纤维的装置及方法与流程
本发明涉及pbt-poy纤维制备,具体是涉及用于制备无规共聚酯多孔改性pbt-poy纤维的装置及方法。
背景技术:
1、pbt-poy纤维的制备装置通常采用熔融纺丝技术。熔融纺丝技术是将pbt原料加热熔化,然后通过纺丝口挤出成连续纤维,纺丝后的纤维还需要经过拉伸和定型处理,将pbt原料加入熔融装置,装置中的融化系统将pbt原料加热到熔融状态,并通过融化部分的加热和搅拌使其均匀熔融。熔融的pbt被挤出装置推送到喷丝口,通过控制挤出速度和温度,将熔融的pbt挤出形成连续的纤维。
2、常规的纤维制备装置具有很多缺陷,多孔改性pbt-poy纤维在制孔过程中,纤维可能会出现断裂现象,影响纤维产品的连续性和性能稳定性。
3、由于工艺条件的复杂性和设备限制,常规pbt-poy纤维制备装置在纺丝和拉伸过程中,很难使纤维结构接近均匀和一致,导致纤维的性能不均匀,制孔改性处理时,易发生断裂,影响纤维的力学性能和热稳定性。
技术实现思路
1、为解决上述技术问题,本发明提供了用于制备无规共聚酯多孔改性pbt-poy纤维的装置及方法。
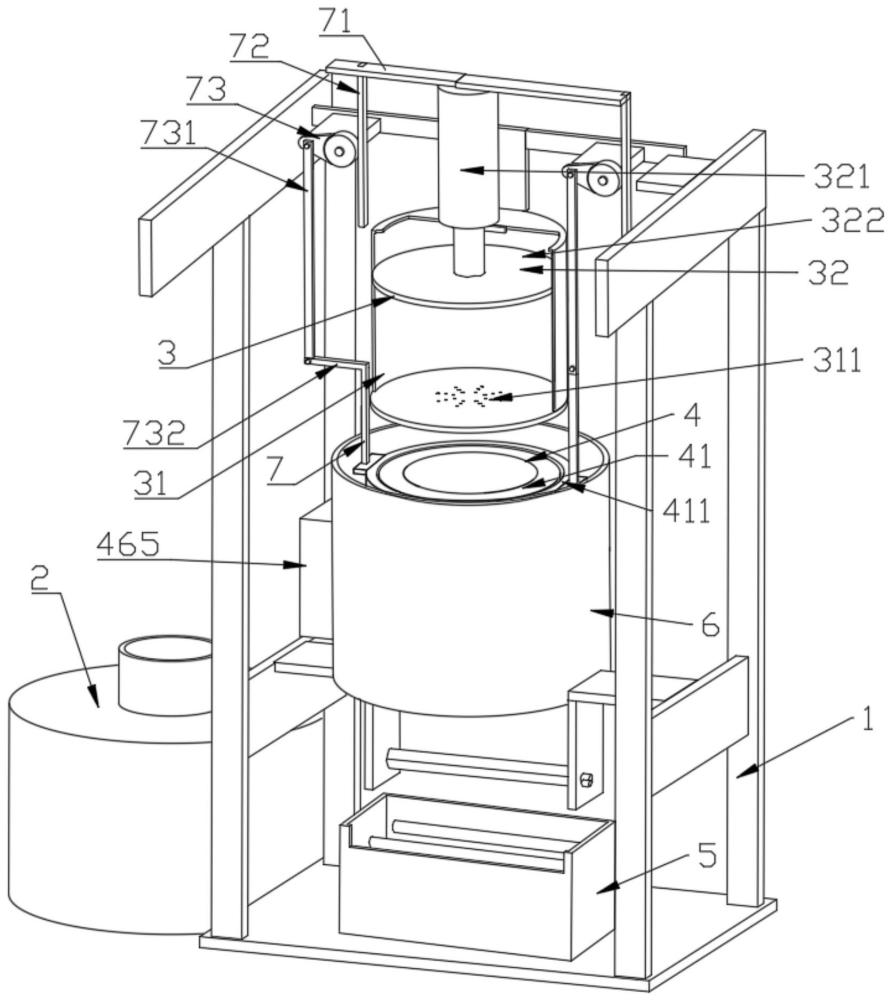
2、本发明的技术方案是:用于制备无规共聚酯多孔改性pbt-poy纤维的装置,包括支撑架,设置在所述支撑架一侧的反应器,设置在所述支撑架顶部的喷丝机构,通过支撑架设置在所述喷丝机构正下方的安装筒,设置在安装筒内的冷却机构,以及通过所述支撑架设置在所述冷却机构正下方的定型收卷机构;
3、所述喷丝机构包括设置在所述支撑架上的筒体,以及滑动密封设置在所述筒体内部的挤压件;所述筒体底部设置有多个喷丝孔;所述安装筒内壁上设置有螺纹槽;
4、所述冷却机构包括通过设置在表面的凸块与所述螺纹槽滑动卡接的制冷壳体,设置在所述制冷壳体空腔内部的冷却通道42,设置在所述制冷壳体上且与所述冷却通道内部连通的抽风机,以及设置在所述制冷壳体顶部的风冷组件;所述制冷壳体中心设置有圆孔,且内表面设置有多个喷液口;
5、所述制冷壳体上转动套设有安装环;所述挤压件通过传动机构能够联动安装环进行纵向往复运动;
6、所述冷却通道包括与抽风机连通的进风管,与制冷壳体空腔内部连通的出风端,以及用于连接进风管与出风管的冷却管;所述冷却管内部间隔设置有多个半导体制冷片;所述冷却通道的出风端处设置有电子阀;
7、所述风冷组件包括设置在制冷壳体顶部的环形风道,所述环形风道与冷却通道42的电子阀出口处通过导气管连通;所述冷却通道的侧壁上设置有与所述冷却通道连通的喷液组件。
8、说明:在反应器内将配备好的pta和bdo混合均匀,依次进行酯化反应和缩聚反应得到pbt预聚体,将pbt预聚体升温后搅拌均匀在喷丝机构进行喷丝,通过喷丝孔将溶液喷出,形成pbt丝;通过喷丝机构、冷却机构和定型收卷机构使得无规共聚酯多孔改性pbt-poy纤维的制备过程具有高效、均匀、可控的特点,喷丝、冷却、定型和收卷等关键步骤在该装置中得到有效地实现,以获得具有良好性能和一致质量的纤维产品。
9、作为本发明的一种技术方案,所述挤压件为设置在所述筒体内顶部且用于挤压出丝的电动气缸,以及设置在所述电动气缸输出端底部的活塞板;
10、所述传动机构包括设置在所述电动气缸输出端一侧的安装杆,设置在安装杆上的齿条,转动设置在所述安装筒内壁上且与所述齿条啮合连接的凸轮;所述凸轮侧壁铰接设置有杆体,所述杆体的末端铰接设置有固定杆,所述固定杆的另一端与所述安装环固定连接。
11、说明:通过控制电动气缸令活塞板对pbt预聚体进行挤压,使安装杆纵向运动,带动齿条纵向移动,使凸轮转动,通过杆体带动固定杆运动,使安装环纵向移动,利用安装环带动制冷壳体纵向往复运动,加大冷却机构对pbt丝的纵向作用范围。
12、作为本发明的另一种技术方案,所述挤压件为设置在筒体内部且与所述筒体内壁滑动密封连接的活塞块,以及设置在所述活塞块底部的配重块;
13、所述传动机构包括设置在所述筒体内底部的第一气囊柱,纵向设置设置在支撑架上并在所述安装筒一侧与所述第一气囊柱内部连通的腔体,滑动密封设置在所述腔体内部的活塞柱,设置在所述活塞柱与腔体内顶部之间的第二气囊柱,设置在所述腔体内底部的弹簧件,以及设置在所述第二气囊柱上的单向压力阀;
14、所述腔体一侧设置有用于活塞柱穿过的通槽;所述安装环与所述活塞柱固定连接;
15、所述制冷壳体表面设置有环形喷口,所述环形喷口通过导管与所述单向压力阀连通;所述单向压力阀采用电控延时控制开启时间。
16、说明:通过配重块对活塞块进行下压,通过活塞块挤压第一气囊柱,使第一气囊柱中的气体进入腔体中,挤压活塞柱,使活塞柱向下运动,带动安装环向下运动,挤压弹簧件,当安装环下降到接近静止时,腔体内部的气压增大,单向气压阀开启放气,通过弹簧件的作用使活塞柱回弹上升,带动安装环上升,使制冷壳体实现纵向往复运动,从单向气压阀流出的气体是在筒体内部的气体,与pbt预聚体的温度较为接近,排出时从环形喷口喷出可以对pbt丝进行短暂回温,能够加强对pbt丝的催化制孔效果。
17、进一步地,所述筒体内壁上还设置有保温层;所述喷液组件包括设置在所述冷却通道侧壁上且与所述冷却通道内部连通的抽液壳体,设置在所述抽液壳体内部的抽液囊,套设在所述抽液囊表面的复位弹簧,设置在所述复位弹簧的靠近所述冷却通道一端的推板,以及设置在所述支撑架上且位于制冷壳体下方的储液箱;所述储液箱与所述抽液囊通过导液管和第一单向阀连接,所述喷液口与所述抽液囊通过管道和第二单向阀连接;所述抽液囊内部填充有聚氧乙烯硬脂醇醚或聚乙二醇剂;
18、所述推板与所述抽液壳体滑动密封连接,所述抽液壳体侧壁上且沿抽液壳体长度方向设置有滑槽,所述推板上设置有与所述滑槽卡接的安装板;所述定型收卷机构为热定型炉和收卷辊。
19、说明:聚氧乙烯硬脂醇醚和聚乙二醇为非离子型表面活性剂,在较低的温度下表现出更好的改性效果,因为高温下,部分表面活性剂可能发生分解或失去活性,从而影响其对聚酯纤维的作用;在较低温度下,非离子型表面活性剂通常能够保持稳定的性能,使纤维表面与液体之间形成较好的亲和力和润湿性。这有助于更好地控制聚酯纤维的表面性质,促进孔洞的形成和扩散。
20、通过冷却通道内部的空气压入抽液壳体中,挤压抽液囊使复位弹簧压缩,通过安装板与滑槽的滑动连接对推板滑动限位。
21、进一步地,所述抽液壳体的外侧壁上密封套设有套筒,所述套筒内壁与安装板顶部滑动密封连接。
22、说明:通过套筒保证抽液壳体外侧的密封性。
23、进一步地,所述套筒末端侧壁上设置有与所述滑槽连通的通槽,所述抽液壳体内侧壁上设置有用于检测与安装板距离远近的测距传感器;
24、说明:通过安装板与抽液壳体内侧壁上测距传感器,检测对抽液囊的挤压状态,控制电子阀开启或关闭,来保证气压对推板的推动作用。
25、进一步地,所述推板采用高导热金属材质。
26、说明:所述推板采用高导热金属材质能够利用冷空气对紧挨推板的抽液囊表面进行冷却,使抽液囊内部的聚氧乙烯硬脂醇醚或聚乙二醇剂降温,提高对pbt丝的改性作用。
27、本发明还提供了一种用于制备无规共聚酯多孔改性pbt-poy纤维的方法,包括以下步骤:
28、s1、原料配备:
29、按质量百分比计,配备10~20%的pta和余量的bdo,混合均匀得到原料,将原料在反应器中依次进行酯化反应和缩聚反应,得到pbt预聚体;
30、s2、制备改性pbt丝:
31、将步骤s1得到的所述pbt预聚体升温至270~280℃后搅拌均匀,将反应器内的pbt预聚体投入喷丝机构,开启挤压件挤压pbt预聚体至喷丝孔处进行喷丝,通过传动机构推动安装环纵向往复运动,利用设置在制冷壳体表面的凸块和安装筒内壁上的螺纹槽的滑动卡接,使制冷壳体在纵向往复运动的同时旋转,将喷丝孔处喷出的丝线通过冷却机构进行冷却,使其凝固,开启抽风机,将空气从进风端抽入冷却通道中,随后进入冷却管,通过多个半导体制冷片对空气进行冷却,开启出风端的电子阀,通过导气管进入环形风道,对制冷壳体内部进行吹风冷却;通过喷液组件对pbt丝表面喷覆改性剂制孔,得到改性pbt丝;
32、s3、制备pbt-poy纤维:
33、将pbt丝通过热定型炉进行热定型处理,利用收卷辊拉伸后,得到pbt-poy纤维。
34、本发明的有益效果是:
35、通过搅拌桨搅拌可以保证pbt预聚体液质均匀,通过挤压件挤压pbt预聚体从喷丝孔压出,快速形成纤维,可以保证制备的pbt-poy纤维的性能均匀,不易发生断裂;利用传动机构推动安装环纵向往复运动,通过设置在制冷壳体表面的凸块和安装筒内壁上的螺纹槽滑动连接作用,使制冷壳体能够在纵向往复运动的同时旋转,加强冷却机构的制冷效果,加大冷却机构对pbt丝的作用范围,实现均匀制冷。
36、通过抽风机将气体送入制冷壳体中的冷却通道,利用半导体制冷片可以控制对空气的冷却温度,开启电子阀使空气从冷却通道流出后,通过导气管将冷空气排入风冷组件,通过风机能够确保对pbt丝的冷却定型效果;再通过热定型炉将pbt丝进行热定型,使其保持所需的形状和性能,保证制备的纤维产品具有良好的力学性能和热稳定性,利用定型收卷机构拉伸和卷取制备pbt-poy纤维,能够加强pbt-poy纤维的弹性和韧性。
- 还没有人留言评论。精彩留言会获得点赞!