图像形成装置的制作方法
1.本发明涉及一种图像形成装置。
背景技术:
2.在对卷筒纸(roll paper)等连续纸形成图像的图像形成装置中,已知有向由传送部传送的连续纸喷吹油墨的喷墨方式的图像形成装置(例如,日本特开2016-002672号公报)。并且,在这种图像形成装置中,还进行如下处理:进行将含有使油墨的色材成分凝聚的成分及溶剂等的预涂液涂布于连续纸的前处理工序,然后,进行喷吹油墨的印刷工序,由此形成图像。
3.另一方面,若在涂布于连续纸的预涂液未充分干燥的状态下喷吹油墨,则具有画质劣化的问题。并且,若在涂布于连续纸的预涂液未充分干燥的状态下将连续纸传送到印刷工序,则在从前处理工序至印刷工序的期间,预涂液会附着并堆积在为了变更连续纸的方向等而配置的传送辊(pass roller),尤其是与印刷面接触的传送辊。而且,堆积的预涂液逐渐剥落而产生异物,因异物而发生印刷后的连续纸彼此粘接的粘连。若发生粘连,则在剥掉粘接部分时,纸张被撕裂或油墨被剥落。因此,记载有如下方法:通过组合预涂液的组成及预涂液的干燥工序的条件而将预涂液中所包含的水分及溶剂的蒸发率设定为规定的值,以便在印刷工序之前使预涂液充分干燥(参考日本特开2018-138353号公报)。
技术实现要素:
4.发明要解决的技术课题
5.然而,若为了使预涂液充分干燥而对连续纸施加较大的热量,则由于在印刷工序之前连续纸未被充分冷却而在印刷工序中喷墨头表面结露,导致发生条纹状的画质故障。因此,可以考虑代替加热而延长从前处理工序至印刷工序为止的传送路径。然而,若延长传送路径,则装置会大型化,因此装置的成本增大。并且,由于纸张损失增加而运行成本增大。并且,还可以考虑设置用于对被加热的连续纸进行冷却的冷却装置。然而,为了设置冷却装置而装置大型化,并且装置的成本增大。并且,由于冷却装置消耗电力而运行成本增大。其一方面,若预涂液的干燥不充分,则如上所述,会发生画质劣化及粘连。
6.本发明是鉴于上述情况而完成的,其目的在于,在图像形成装置中,将装置小型化,并且防止条纹状的画质故障及粘连。
7.用于解决技术课题的手段
8.基于本发明的图像形成装置具备:
9.前处理部,在被传送的连续记录媒体的印刷面涂布预涂液;
10.印刷部,对涂布有预涂液的连续记录媒体喷吹油墨;及
11.传送部,沿着预先规定的路径传送连续记录媒体,
12.传送部具备与连续记录媒体的印刷面接触的至少1个传送辊,该传送辊配置于前处理部与印刷部之间,朝向印刷部传送涂布有预涂液的连续记录媒体,该传送部是对传送
辊的表面实施针对预涂液的疏水加工而成的。
13.另外,在基于本发明的图像形成装置中,可以在前处理部与传送辊之间还具备干燥部,该干燥部对涂布有预涂液的连续记录媒体进行干燥。
14.并且,在基于本发明的图像形成装置中,传送辊的表面的表面自由能与预涂液的表面自由能之差可以为10~35mn/m。
15.另外,在本说明书中,“a~b”表示a以上且b以下。例如,“10~35mn/m”表示10mn/m以上且35mn/m以下。
16.并且,在基于本发明的图像形成装置中,传送辊的表面粗糙度ra可以为0.1~1.6。
17.并且,在基于本发明的图像形成装置中,由疏水加工产生的传送辊的表面的涂层厚度可以为20~400μm。
18.并且,在基于本发明的图像形成装置中,疏水加工可以为利用氟树脂的涂布。
19.并且,在基于本发明的图像形成装置中,传送辊的直径可以为40~200mm。
20.并且,在基于本发明的图像形成装置中,连续记录媒体相对于传送辊的包角(wrap angle)可以为45~215度。
21.并且,在基于本发明的图像形成装置中,连续记录媒体的传送张力可以为200~580n/m。
22.并且,在基于本发明的图像形成装置中,传入到印刷部的连续记录媒体中的预涂液中所包含的水的蒸发率可以为25~75质量%。
23.并且,在基于本发明的图像形成装置中,前处理部与印刷部之间的路径长度可以为1~5m。
24.并且,在基于本发明的图像形成装置中,预涂液可以包含胶乳。
25.并且,在基于本发明的图像形成装置中,连续记录媒体可以为铜版纸。
26.发明效果
27.根据本发明,能够将装置小型化,并且防止条纹状的画质故障及粘连。
附图说明
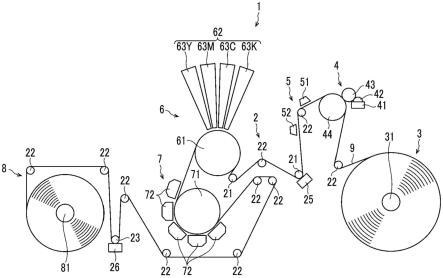
28.图1是表示基于本实施方式的图像形成装置的整体结构的示意图。
29.图2是表示对传送辊的表面进行的各种涂层的材质的表面自由能与预涂液的表面自由能之差的评价结果的表。
30.图3是表示关于基于本实施方式的图像形成装置中的各种条件的评价结果的表。
具体实施方式
31.以下,参考附图对本发明的实施方式进行说明。图1是表示基于本发明的实施方式的图像形成装置的整体结构的示意图。如图1所示,基于本实施方式的图像形成装置1为在卷筒纸等连续纸的表面(单面)形成图像的装置,具体而言为喷墨方式的印刷机。另外,图1的下方向与重力方向一致。另外,连续纸对应于本发明的连续记录媒体。
32.作为本实施方式的图像形成装置1中使用的连续纸9,使用在优质纸或中质纸涂布有涂布剂或白土的铜版纸。
33.基于本实施方式的图像形成装置1具有传送部2、供纸部3、前处理部4、预涂干燥部
5、印刷部6、油墨干燥部7及卷取部8。供纸部3、前处理部4、预涂干燥部5、印刷部6、油墨干燥部7及卷取部8沿着基于传送部2的连续纸的传送路径依次配置。
34.传送部2由包括后述的传送辊21及其他辊22、23的多个辊构成。传送部2从供纸部3朝向卷取部8沿着传送路径传送连续纸9。
35.在供纸部3中,送出连续纸9。供纸部3具有预先缠绕有连续纸9的卷出辊31。卷出辊31为由马达等驱动的驱动辊,通过被驱动而送出连续纸9。供纸部3通过与卷出辊31的卷出方向相反的方向的旋转或未图示的制动器机构等而与后述的卷取辊81一同对连续纸9施加恒定的张力并卷出。
36.在前处理部4中,进行对连续纸9的印刷(油墨喷吹)前的前处理工序。具体而言,作为对连续纸9的印刷前的底涂,涂布含有使油墨的色材成分凝聚的凝聚剂及有机溶剂等的预涂液。前处理部4具备预涂液保持部41、转印辊42、涂布辊43及支撑辊44。预涂液保持部41的预涂液由转印辊42转印到涂布辊43,并连续涂布于被涂布辊43及支撑辊44夹持的连续纸9。
37.在预涂干燥部5中,进行使在前处理部4中涂布于连续纸9的预涂液干燥的预涂干燥工序。为此,预涂干燥部5具有用于向连续纸9喷吹热风的喷嘴51、52。喷嘴51、52朝向连续纸9喷吹从未图示的热风产生器供给的热风。另外,为了提高干燥效率,预涂干燥部5可以具有容纳喷嘴51、52等的干燥箱(省略图示)。并且,在预涂干燥部5中,可以代替基于热风的干燥而设为基于红外线辐射的干燥。并且,也可以通过将预涂干燥部5中的辊设为加热辊而进行干燥。作为加热辊,为了对辊表面进行加热,使用在辊内部组装有加热用加热器的加热辊。
38.在印刷部6中,进行向连续纸9喷吹油墨的印刷工序。印刷部6具有供连续纸9卷绕的印刷滚筒61和向卷绕于印刷滚筒61的连续纸9喷吹油墨的吐出部62。吐出部62具有将黄色(y)、品红色(m)、青色(c)、黑色(k)的各颜色的墨滴吐出到连续纸9的表面的喷墨头63y、63m、63c、63k。各喷墨头63y~63k以热方式或压电方式等方式吐出墨滴。另外,在本实施方式中,喷墨头63y~63k例如能够使用1200dpi左右的高精细的水性喷墨头。
39.在油墨干燥部7中,进行对由印刷部6喷吹的油墨进行干燥的油墨干燥工序。油墨干燥部7具有供连续纸9卷绕的干燥滚筒71及向卷绕于干燥滚筒71的连续纸9喷吹热风的多个喷嘴72。另外,为了提高干燥效率,油墨干燥部7可以具有容纳干燥滚筒71及喷嘴72等的干燥箱(省略图示)。
40.并且,可以代替基于热风的干燥而设为基于红外线辐射的干燥,也可以设为基于将干燥滚筒71设为加热辊的干燥。作为加热辊,为了对辊表面进行加热,使用在辊内部组装有加热用加热器的加热辊。并且,干燥滚筒71可以为吸附式辊。作为吸附式辊,例如使用如下辊:在辊表面设置有用于吸附连续纸的吸附孔,利用设置于印刷机外部的负压产生装置(真空泵或鼓风机等)抽吸并保持传送中的连续纸9。
41.在卷取部8中,卷取形成有图像的连续纸9。卷取部8具有用于卷取成卷形态的卷取辊81。卷取辊81为由马达等驱动的驱动辊,通过被驱动而对连续纸9施加恒定的张力,并且卷取连续纸9。
42.接着,对传送部2所具有的传送辊21进行说明。在本实施方式中,在预涂干燥部5与印刷部6之间配置有2个传送辊21,在2个传送辊21之间配置有1个辊22。2个传送辊21一边与
连续纸9的印刷面(即,涂布有预涂液的面)接触而与辊22一同使从预涂干燥部5搬出的连续纸9转换方向一边使涂布的预涂液干燥,并送出到印刷部6。
43.在本实施方式中,传送辊21的材质并不受特别限定,为不锈钢、碳钢及铝等。若传送辊21的表面为金属材料,则容易附着未干燥的预涂液。因此,在本实施方式中,对传送辊21的表面实施有针对预涂液的疏水加工。具体而言,对传送辊21的表面涂覆有传送辊21的表面的表面自由能与预涂液的表面自由能之差成为10~35mn/m的材质。在本实施方式中,涂层的厚度为20~400μm。
44.作为在本实施方式中使用的预涂液,并不受特别限定,使用包含溶剂、消泡剂、聚合物、胶乳、防锈剂及水且表面自由能为25~45mn/m的强酸性的溶液。
45.在本实施方式中,若传送辊21的表面的表面自由能与预涂液的表面自由能之差为10~35mn/m,则可以是传送辊21的表面的表面自由能较大,也可以是预涂液的表面自由能较大。作为表面自由能小于预涂液的表面自由能的涂层,可以举出氟树脂涂层。并且,作为表面自由能大于预涂液的表面自由能的涂层,并不受特别限定,可以举出聚酰亚胺涂层或pva(polyvinyl alchol:聚乙烯醇)涂层等。
46.在此,若使预涂干燥部5的干燥减弱,则未干燥的预涂液容易附着于传送辊21的表面。尤其,当连续纸9为铜版纸时,预涂液难以渗入到基材中,因此未干燥的预涂液更容易附着于传送辊21的表面。
47.根据本实施方式,通过将传送辊21的表面的表面自由能与预涂液的表面自由能之差设为10~35mn/m,即使使预涂干燥部5的干燥减弱,未干燥的预涂液也难以附着于传送辊21的表面。因此,即使使预涂干燥部5中的干燥减弱,也能够实现不易发生粘连的状态。尤其,当预涂液中包含容易产生成为粘连的原因的异物的胶乳时,防止发生粘连的效果大。并且,由于传送辊21为金属,因此通过使预涂液难以附着,在传送辊21中不易发生生锈,因此能够提高传送辊21的耐久性。并且,通过未干燥的预涂液与传送辊21的表面接触,能够使未干燥的预涂液平滑化。由此,能够抑制由预涂液的涂布不均匀引起的画质故障。并且,由于能够使基于预涂干燥部5的干燥减弱,因此能够降低传入到印刷部6的连续纸9的温度。因此,能够防止因喷墨头63y~63k的吐出喷嘴附近结露而发生条纹状的图像故障。
48.并且,通过将传送辊21的表面上的疏水加工的涂层的厚度设为20~400μm,涂层作为绝热材料发挥作用。因此,即使从预涂干燥部5送出的连续纸9与传送辊21接触,也能够抑制传送辊21的温度上升。因此,在从预涂干燥部5送出并传入到印刷部6之前,容易降低连续纸9的温度,其结果,能够抑制因喷墨头63y~63k的吐出喷嘴附近结露而发生条纹状的图像故障。
49.并且,在印刷机运转时,有时因发生通常运行以外的故障而所涂布的预涂液以未干燥的状态被传送。在该情况下,需要清扫传送辊21,但通过在传送辊21的表面实施针对预涂液的疏水加工,传送辊21不易被污染,因此能够减少传送辊21的清扫频度。并且,在清扫传送辊21时,能够缩短清扫所需时间。
50.另外,若传送辊21的表面的表面自由能与预涂液的表面自由能之差小于10mn/m,则未干燥的预涂液容易附着于传送辊21的表面,无法充分防止发生粘连。并且,若传送辊21的表面的表面自由能与预涂液的表面自由能之差为35mn/m以上,则涂覆传送辊21的表面的材质的成本上升。
51.并且,若传送辊21的表面上的疏水加工的涂层的厚度小于20μm,则涂层的耐久性变弱,在几小时的连续运行或发生故障时,涂层破损的可能性变高。若传送辊21的表面上的疏水加工的涂层的厚度超过400μm,则用于涂层的成本上升。
52.并且,在本实施方式中,进行了疏水加工的传送辊21的表面粗糙度(算术表面粗糙度)ra为0.1~1.6。通过将表面粗糙度ra设为0.1~1.6,能够增大传送辊21的表面上与液滴的接触角,由此,传送辊21的表面的表面自由能与预涂液的表面自由能之差变得更明显。因此,能够提高抑制发生上述粘连及防止发生条纹状的画质故障的效果。
53.另外,若表面粗糙度ra小于0.1,则无法充分得到增大传送辊21的表面上与液滴的接触角的效果。并且,若表面粗糙度ra大于1.6,则与传送辊21的表面接触的连续纸9上产生划痕,容易发生粘连。并且,传送辊21的表面的凹凸被灰尘堵塞,这成为异物而成为粘连的原因。
54.并且,在本实施方式中,传送辊21的直径为40~200mm。通过将传送辊21的直径设为40~200mm,能够保持传送辊21的强度,并且紧凑且低成本地构成装置。若传送辊21的直径小于40mm,则难以保持传送辊21的强度。并且,若传送辊21的直径超过200mm,则传送辊21大型化,因此难以紧凑且低成本地构成装置。
55.并且,在本实施方式中,连续纸9相对于传送辊21的包角为45~215度。通过将连续纸9相对于传送辊21的包角设为45~215度,能够减少传送辊21的表面与连续纸9接触的时间,并且确保基于传送辊21的连续纸9的保持力。并且,由于传送辊21的表面与连续纸9接触的时间减少,因此能够减少成为粘连的原因的异物附着于传送辊21的可能性。若连续纸9相对于传送辊21的包角小于45度,则连续纸9的传送路径的变更程度变小,因此难以紧凑地构成装置。并且,若连续纸9相对于传送辊21的包角超过215度,则传送辊21的表面与连续纸9接触的时间变长,因此成为粘连的原因的异物附着于传送辊21的可能性变高。
56.并且,在本实施方式中,连续纸9的传送张力为200~580n/m。在本实施方式中,在2个传送辊21中位于传送路径上游侧的传送辊21上安装有第1张力传感器25,位于油墨干燥部7与卷取部8之间的辊23上安装有第2张力传感器26。而且,利用第1张力传感器25及第2张力传感器26检测连续纸9的传送张力,并以传送张力成为200~580n/m的方式调整卷出辊31及卷取辊81的马达等而更强地拉伸或更弱地拉伸连续纸9。
57.通过将连续纸9的传送张力设为200~580n/m,能够防止印刷滚筒61与连续纸9的滑动,并且降低位于连续纸9的传送路径上的各种辊与连续纸9的物理密合力。并且,由于能够降低密合力,因此能够减少成为粘连的原因的异物附着于传送辊21的可能性。若连续纸9的传送张力小于200n/m,则难以将印刷滚筒61的上游侧与下游侧的连续纸9的张力差控制在几n以内,因此发生印刷滚筒61与连续纸9的滑动,发生画质故障的可能性变高。若连续纸9的传送张力超过580n/m,则位于连续纸9的传送路径上的各种辊与连续纸9的物理密合力变高,因此成为粘连的原因的异物附着于传送辊21的可能性变高。
58.并且,在本实施方式中,传入到印刷部6的连续纸9中的预涂液中所包含的水的蒸发率为25~75质量%。通过将预涂液中所包含的水的蒸发率设为25~75质量%,能够使基于预涂干燥部5的干燥减弱,因此能够降低传入到印刷部6的连续纸9的温度。因此,能够防止因喷墨头的吐出喷嘴附近结露而发生条纹状的图像故障。若预涂液中所包含的水的蒸发率小于25质量%,则连续纸9的表面的未干燥的预涂液变多,因此因油墨的涂布不均匀而发
生画质故障的可能性变高。并且,由于未干燥的预涂液容易附着于传送辊21的表面,因此无法充分抑制发生粘连。并且,若预涂液中所包含的水的蒸发率超过75质量%,则传入到印刷部6的连续纸9成为高温,因此因喷墨头的吐出喷嘴附近结露而发生条纹状的图像故障的可能性变高。
59.并且,在本实施方式中,前处理部4与印刷部6之间的路径长度为1~5m。通过将前处理部4与印刷部6之间的路径长度设为1~5m,能够充分降低因预涂干燥部5而成为高温的连续纸9的温度,因此能够防止因喷墨头的吐出喷嘴附近结露而发生条纹状的图像故障。并且,能够紧凑地构成装置。若前处理部4与印刷部6之间的路径长度小于1m,则无法充分降低传入到印刷部6的连续纸9的温度,因此因喷墨头的吐出喷嘴附近结露而发生条纹状的图像故障的可能性变高。若前处理部4与印刷部6之间的路径长度超过5m,则难以紧凑地构成装置。
60.接着,对基于本发明的评价结果进行说明。图2是表示对传送辊21的表面进行的各种涂层的材质的表面自由能与预涂液的表面自由能之差的评价结果的表。如图2所示,作为预涂液,使用了表面自由能不同的两种预涂液1、2。作为传送辊21表面的涂层的材质,使用了材质a、三种氟树脂a~c、三种硅a~c及四种聚酰亚胺a~d。材质a为将氟树脂溶解于溶剂而成的涂层剂。
61.并且,在图2中示出污染及粘连的评价、成本的评价及综合评价。评价以a、b、f的3个阶段示出,将a、b设为合格,将f设为不合格。如图2所示,通过使用传送辊21的表面的表面自由能与预涂液的表面自由能之差成为10~35mn/m的材质,关于污染及粘连的评价、成本的评价及综合评价,均为a、b的评价。另外,关于与预涂液的表面自由能之差满足10~35mn/m的聚酰亚胺b、c、d,综合评价为f,但关于污染及粘连的评价,为a、b。因此,关于聚酰亚胺b、c、d,若不考虑成本,则能够用于基于本发明的图像形成装置的传送辊21的表面的涂层。
62.图3是表示关于基于本发明的图像形成装置中的各种条件的评价结果的表。另外,在图3中,“表面自由能”表示传送辊21的表面的表面自由能与预涂液的表面自由能之差(单位为mn/m)。“路径长度”表示前处理部4与印刷部6之间的路径长度(单位为m)。“蒸发率”表示预涂液中所包含的水的蒸发率(单位为质量%)。“表面粗糙度”表示传送辊21的表面粗糙度ra。“张力”表示连续记录媒体的传送张力(单位为n/m)。“直径”表示传送辊21的直径(单位为mm)。“包角”表示连续记录媒体相对于传送辊21的包角。“涂层厚度”表示传送辊21的表面上的涂层的厚度(单位为μm)。
63.并且,在图3中示出17个实施例1~17和2个比较例1、2。在实施例1中,表面自由能、路径长度、蒸发率、表面粗糙度、张力、直径、包角及涂层厚度(以下,称为参数)的值分别为最小值,在实施例2中,参数的值分别为中间值,在实施例17中,参数的值分别为最大值。在实施例3、4中,路径长度分别为最小值、最大值,在实施例5、6中,蒸发率分别为最小值、最大值。在实施例7、8中,表面粗糙度分别为最小值、最大值,在实施例9、10中,张力分别为最大值、最小值。在实施例11、12中,传送辊21的直径分别为最大值、最小值,在实施例13、14中,包角分别为最小值、最大值。在实施例15、16中,涂层厚度分别为最小值、最大值。并且,在实施例3~16中,设为最大值及最小值的参数以外的参数为中间值。
64.在比较例1中,表面自由能之差、路径长度、蒸发率、表面粗糙度、包角及涂层厚度在比本发明中规定的范围小的范围,张力及直径在比本发明中规定的范围大的范围。在比
较例2中,表面自由能之差、路径长度、蒸发率、表面粗糙度、包角及涂层厚度在比本发明中规定的范围大的范围,张力及直径在比本发明中规定的范围小的范围。
65.并且,在图3中示出画质故障、装置的小型化及实现容易性的观点上的评价结果。关于画质故障,示出粘连及条纹状的画质故障(表示为条纹)的观点上的评价结果。关于实现容易性,示出成本及技术的观点上的评价结果。评价结果以a、b、f的3个阶段示出,将a、b设为合格,将f设为不合格。
66.如图3所示,关于所有实施例1~17,任何评价均为a、b。关于比较例1,任何评价均为f。关于比较例2,画质故障及成本的评价为合格,但小型化及技术的评价以及综合评价为不合格。
67.由以上确认到,通过满足基于本发明的图像形成装置中的各种条件,能够将装置小型化,并且防止条纹状的画质故障及粘连。
68.以上,参考附图对本发明的实施方式所涉及的图像形成装置进行了说明,但图像形成装置并不限定于图示的图像形成装置,能够在不脱离本发明的宗旨的范围内适当进行设计变更。
69.例如,在上述实施方式中,配置于预涂干燥部5与印刷部6之间的传送辊21的数量并不限定于2个,可以为1个,也可以为3个以上。
70.并且,在上述实施方式中,在前处理部4与印刷部6之间设置了预涂干燥部5,但若能够确保在即将传入到印刷部6之前的连续纸9中预涂液中所包含的水的蒸发率成为25~75质量%的路径长度,则可以不设置预涂干燥部5。
71.并且,在上述实施方式中,作为连续纸9,使用了铜版纸,但并不限定于此,也可以使用普通纸。
72.符号说明
73.1-图像形成装置,2-传送部,3-供纸部,4-前处理部,5-预涂干燥部,6-印刷部,7-油墨干燥部,8-卷取部,9-连续纸,21-传送辊,22、23-辊,25、26-张力传感器,31-卷出辊,41-预涂液保持部,42-转印辊,43-涂布辊,44-支撑辊,51、52-喷嘴,61-印刷滚筒,62-吐出部,63y、63m、63c、63k-喷墨头,71-干燥滚筒,72-喷嘴,81-卷取辊。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1