塑胶工件模具内成型用标贴的制作方法
1.本实用新型涉及一种贴附于塑胶工件的标贴,尤其涉及一种塑胶工件模具内成型贴附用标贴。
背景技术:
2.成型树脂成型器具时,一次性成型与标贴成为一体的树脂成型塑胶工件的方法称为“模内贴附成型法”,即预先在形成塑胶工件的模具内插入标贴,通过注塑成型工艺、中空吹塑工艺或pet瓶吹塑两步法吹瓶工艺等从而在该模具内成型塑胶工件,使标贴与成型塑胶工件高温成型过程中形成一体。但在这种成型过程中,由于标贴与成型塑胶工件之间存在空气的可能性,因此成型过程中存在标贴不平整,起泡的概率。
技术实现要素:
3.为了解决上述技术问题,本实用新型实施例提供了一种成型更加平整的塑胶工件模具内成型用标贴。所述技术方案如下:
4.本实用新型提出一种塑胶工件模具内成型用标贴,包括基材层及热合层,所述基材层及热合层形成层叠结构,所述基材层表面涂布有印刷层,其整体厚度方向上贯穿有若干个通孔以使印刷层表面与热合层表面导通,所述若干个通孔间隔设置。
5.作为上述技术方案的优先,所述若干个通孔均布且布满其表面。
6.作为上述技术方案的优先,所述通孔采用激光束打孔或采用物理机械手段打孔。
7.作为上述技术方案的优先,所述物理机械手段具体为在滚筒表面设置针刺或平板表面设置针刺,通过针刺按压标贴以完成打孔的目的。
8.作为上述技术方案的优先,所述若干个通孔排列成预设的图案或文字造型。
9.本实用新型提出的一种模具内成型用标贴,其通孔能够在塑胶工件在模具内成型过程使夹留在标贴与塑胶工件之间的气体快速从通孔位于印刷层的一侧排出,防止气体滞留在标贴与塑胶工件之间造成标贴起泡褶皱的现象。
附图说明
10.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
11.图1是本实用新型实施例中提供的模内成型用标贴结构示意图;
12.图2是图1的a-a向剖视图;
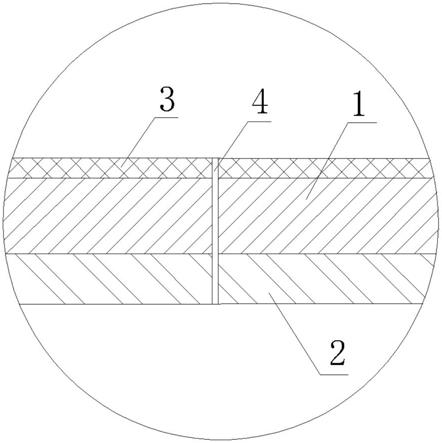
13.图3是图2的b部放大图。
具体实施方式
14.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型实施方式作进一步地详细描述。
15.本实用新型提出一种塑胶工件模具内成型用标贴,如图1-图3所示,包括基材层1及热合层2,所述基材层及热合层形成层叠结构,所述基材层表面涂布有印刷层3,所述印刷层3可以为印刷在基材层表面的文字或图案,所述基材层1可采用热塑性树脂,所述热合层2在常温是固体状,但是在模具内成型被粘物时,熔融后树脂的热量使热合性树脂层活化,使其与被粘物熔融粘接,当冷却后再次成为固体状,可以发挥出牢固的粘接力以与器具成型。所述塑胶工件可以通过注塑成型工艺、中空吹塑工艺或pet瓶吹塑工艺模内成型的瓶子、瓶盖等器具。
16.其整体厚度方向上贯穿有若干个通孔3以使印刷层表面与热合层表面导通,所述若干个通孔均布且布满其表面。所述通孔可以采用激光束打孔或采用物理机械手段打孔,所述物理机械手段具体为在滚筒表面设置针刺或平板表面设置针刺,通过针刺按压标贴以完成打孔的目的。
17.所述若干个通孔排列成预设的图案或文字造型,如产品的商标等信息以达到美观与防止假冒的效果。
18.本实用新型提出的一种模具内成型用标贴,其通孔能够在塑胶工件在模具内成型过程使夹留在标贴与塑胶工件之间的气体快速从通孔位于印刷层的一侧排出,防止气体滞留在标贴与塑胶工件之间造成标贴起泡褶皱的现象。
19.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1