一种香条压纹机的制作方法
1.本实用新型涉及制香技术领域,具体涉及一种香条压纹机。
背景技术:
2.香条成为人们生活中的日常用品。为了使香条更加美观与有特色,通常会在香条的表面压纹。现有的香条压纹一般是通过人手压纹或通过半自动的压纹机压纹,途中上料、压纹、清理等工序花费大量的人力物力,人工成本高,压纹效率低,压纹的质量不稳定,不利于批量生产。因此,为了避免现有技术中存在的缺点,有必要对现有技术做出改进。
技术实现要素:
3.本实用新型的目的在于克服现有技术中的缺点与不足,提供一种压纹效率高、压纹质量好的香条压纹机。
4.本实用新型是通过以下的技术方案实现的:
5.一种香条压纹机,包括左右设置的压纹机及送料机,所述压纹机包括压纹机机架,所述压纹机机架的前部设有压纹装置,所述压纹机机架的后部由左至右依次设有余料清理装置与喷油装置,所述压纹机机架的顶部设有传输装置,所述压纹装置、余料清理装置及喷油装置均设于所述传输装置的上方,所述传输装置包括设于所述压纹机机架左右两侧的第一传输机构与设于所述压纹机机架前后两侧的第二传输机构,所述第一传输机构包括延前后方向设置的第一气缸,所述第一气缸的顶部安装有第一支撑架,所述第二传输机构包括第二支撑架,所述第二支撑架的内侧设有延左右方向延伸的滑轨,所述滑轨的顶部滑动连接有滑块,所述滑块的顶部安装有支撑底座,所述支撑底座的顶部安装有上下运动的第二气缸,所述第二气缸的顶部安装有支撑座,所述支撑座的顶部放置有若干压纹下模,所述压纹下模前后两侧的底部均设有导轮,所述第一支撑架及第二支撑架的顶部均设有供所述导轮滑行的导条,所述第二支撑架安装有驱动所述支撑座左右运动的第三气缸,所述压纹装置包括底板,所述底板的顶部通过支撑导柱连接有顶板,所述支撑导柱滑动连接有上下运动的上模安装板,所述上模安装板的底部安装有压纹上模,所述顶板安装有驱动所述压纹上模安装板上下运动的油压缸,所述底板的顶部设有支撑所述压纹下模的支撑块。
6.进一步,所述余料清理装置包括第一支架,所述第一支架的顶部安装有前后运动的第四气缸,所述第四气缸的左侧通过毛刷安装座安装有清理毛刷与第一吹气嘴。
7.进一步,所述喷油装置包括第二支架,所述第二支架的顶部安装有前后运动的第五气缸,所述第五气缸的左侧通过喷油安装座安装有喷油嘴与第二吹气嘴。
8.进一步,所述底板的顶部通过连接块安装有前后运动的第六气缸,所述第六气缸的前侧安装有一推板。
9.进一步,所述压纹装置的后侧设有一夹紧装置,所述夹紧装置包括安装于所述导条的连接座,所述连接座的后侧安装有上下运动的第七气缸,所述第七气缸的后侧分别连接有上下运动的上夹板与下夹板。
10.进一步,所述上模安装板的右侧安装有前后运动的第八气缸,所述第八气缸的左侧安装有清洁支架,所述清洁支架由前至后依次安装有清洁吹气嘴、清洁毛刷及清洁喷油嘴。
11.进一步,所述压纹下模的顶部设有若干香条定位槽。
12.进一步,所述压纹下模的底部设有延伸至所述压纹下模顶部的分隔顶针。
13.进一步,所述送料机的左侧设有机械手上料装置。
14.进一步,所述压纹机的前侧设有与所述油压缸连接的油泵装置。
15.相对于现有技术,本实用新型通过压纹机机架的前部设有压纹装置,压纹机机架的后部由左至右依次设有余料清理装置与喷油装置,压纹机机架的顶部设有传输装置,压纹装置、余料清理装置及喷油装置均设于传输装置的上方,使香条的压纹实现自动化,传输装置对香条进行传输,压纹装置对香条进行压纹,压纹后的香条被取出后,余料清理装置对压纹下模进行清理,喷油装置对压纹下模进行上油,压纹下模上油后,送料机重新往压纹下模上香条,继续重复循环以上步骤,途中上料、压纹、清理等工序动作连贯,压纹效率高,压纹质量稳定,节省大量的人工成本,降低生产成本,利于批量生产。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
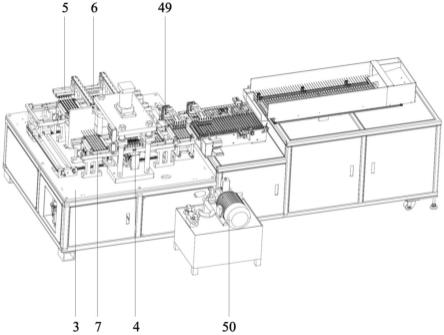
17.图1为本实用新型香条压纹机的结构示意图;
18.图2为本实用新型香条压纹机的内部结构示意图;
19.图3为本实用新型传输装置的结构示意图;
20.图4为本实用新型压纹装置的第一方向结构示意图;
21.图5为本实用新型压纹装置的第二方向结构示意图;
22.图6为本实用新型余料清理装置与喷油装置的结构示意图。
23.图中:1-压纹机;2-送料机;3-压纹机机架;4-压纹装置;5-余料清理装置;6-喷油装置; 7-传输装置;8-第一气缸;9-第一支撑架;10-第二支撑架;11-滑轨;12-滑块;13-支撑底座; 14-第二气缸;15-支撑座;16-压纹下模;17-导轮;18-导条;19-第三气缸;20-底板;21-支撑导柱;22-顶板;23-上模安装板;24-压纹上模;25-油压缸;26-支撑块;27-第一支架;28
‑ꢀ
第四气缸;29-清理毛刷;30-第一吹气嘴;31-第二支架;32-第五气缸;33-喷油嘴;34-第二吹气嘴;35-连接块;36-第六气缸;37-推板;38-连接座;39-第七气缸;40-上夹板;41-下夹板;42-第八气缸;43-清洁支架;44-清洁吹气嘴;45-清洁毛刷;46-清洁喷油嘴;47-香条定位槽;48-分隔顶针;49-机械手上料装置;50-油泵装置。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所
获得的所有其他实施例,都属于本实用新型保护的范围。
25.如图1至图6所示本实用新型的一种香条压纹机,包括左右设置的压纹机1及送料机2,压纹机1包括压纹机机架3,压纹机机架3的前部设有压纹装置4,压纹机机架3的后部由左至右依次设有余料清理装置5与喷油装置6,压纹机机架3的顶部设有传输装置7,压纹装置 4、余料清理装置5及喷油装置6均设于传输装置7的上方,传输装置7包括设于压纹机机架 3左右两侧的第一传输机构与设于压纹机机架3前后两侧的第二传输机构,第一传输机构包括延前后方向设置的第一气缸8,第一气缸8的顶部安装有第一支撑架10,第二传输机构包括第二支撑架10,第二支撑架10的内侧设有延左右方向延伸的滑轨11,滑轨11的顶部滑动连接有滑块12,滑块12的顶部安装有支撑底座13,支撑底座13的顶部安装有上下运动的第二气缸14,第二气缸14的顶部安装有支撑座15,支撑座15的顶部放置有若干压纹下模16,压纹下模16前后两侧的底部均设有导轮17,第一支撑架9及第二支撑架10的顶部均设有供导轮17滑行的导条18,第二支撑架10安装有驱动支撑座15左右运动的第三气缸19,压纹装置包括底板,底板20的顶部通过支撑导柱21连接有顶板22,支撑导柱22滑动连接有上下运动的上模安装板23,上模安装板23的底部安装有压纹上模24,顶板22安装有驱动压纹上模安装板23上下运动的油压缸25,底板20的顶部设有支撑压纹下模16的支撑块26。通过压纹机机架3的前部设有压纹装置4,压纹机机架3的后部由左至右依次设有余料清理装置5与喷油装置6,压纹机机架3的顶部设有传输装置,压纹装置4、余料清理装置5及喷油装置6均设于传输装置7的上方,使香条的压纹实现自动化,传输装置7对香条进行传输,压纹装置4对香条进行压纹,压纹后的香条被取出后,余料清理装置5对压纹下模16进行清理,喷油装置6对压纹下模16进行上油,压纹下模16上油后,送料机重新往压纹下模16上香条,继续重复循环以上步骤,途中上料、压纹、清理等工序动作连贯,压纹效率高,压纹质量稳定,节省大量的人工成本,降低生产成本,利于批量生产。
26.余料清理装置5包括第一支架27,第一支架27的顶部安装有前后运动的第四气缸28,第四气缸28的左侧通过毛刷安装座安装有清理毛刷29与第一吹气嘴30,将压纹下模16的余料吹干净与打扫干净。
27.喷油装置6包括第二支架31,第二支架31的顶部安装有前后运动的第五气缸32,第五气缸32的左侧通过喷油安装座安装有喷油嘴33与第二吹气嘴34,将压纹下模16的表面灰尘吹干净与对压纹下模16上油。
28.底板20的顶部通过连接块35安装有前后运动的第六气缸36,第六气缸36的前侧安装有一推板37,对推板37对香条进行拍平,让香条排列更整齐,提高压纹质量。
29.压纹装置4的后侧设有一夹紧装置,夹紧装置包括安装于导条18的连接座38,连接座 38的后侧安装有上下运动的第七气缸39,第七气缸39的后侧分别连接有上下运动的上夹板 40与下夹板41,上夹板40与下夹板41对香条进行夹紧,防止压纹上模24对香条的粘连。
30.上模安装板23的右侧安装有前后运动的第八气缸42,第八气缸42的左侧安装有清洁支架43,清洁支架43由前至后依次安装有清洁吹气嘴44、清洁毛刷45及清洁喷油嘴16,清洁吹气嘴44、清洁毛刷45及清洁喷油嘴16对压纹上模24进行余料清理与上油。
31.压纹下模16的顶部设有若干香条定位槽47,利于香条的定位,传输过程、压纹过程更稳定。
32.压纹下模16的底部设有延伸至压纹下模16顶部的分隔顶针48,对分隔顶针48对香条进行分隔,防止香条压纹时走位。
33.送料机2的左侧设有机械手上料装置49,提高压纹的效率,具体实施中也可以通过人工上料。
34.压纹机1的前侧设有与油压缸25连接的油泵装置50,油泵装置50独立设置,减小对压纹压纹机工作1的影响。
35.工作过程:
36.1.员工把香条放入送料机2,送料机2把香分成一支一支有序住前送料;
37.2.排序好的香条由机械手上料装置49取起放到压纹上模24上;
38.3.放好香条的压纹上模24自动移动到压纹位置后,油压缸25下压,并保压;
39.4.压好的香条移动到下料位,下料机构取出香放到后工序的皮带上;
40.5.压纹上模24移动到清洁位置后,余料清理装置把残余的料清理干净;
41.6.清理干净的压纹上模24移动到喷油工位后,喷油装置6在压纹上模24上一层油膜;
42.7.完成清理和喷油的压纹上模24返回上料位置等待再次循环使用。
43.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1