一种液晶屏晶盒加工设备及加工方法与流程
1.本技术涉及液晶屏加工领域,尤其是涉及一种液晶屏晶盒加工设备及加工方法。
背景技术:
2.液晶屏是以液晶材料为基本组件,在两块平行板之间填充液晶材料,通过电压来改变液晶材料内部分子的排在列状况,以达到遮光和透光的目的来显示深浅不一,错落有致的图象。
3.在液晶屏生产的过程中,其中的一个环节是将刻蚀好的玻璃面板,利用液态胶将面板贴附形成封闭的矩形体状的晶盒,在封闭晶盒的一侧立面上预留有一个液晶灌注口;利用压力差将液晶通过液晶灌注口灌注到晶盒中。
4.灌注满液晶的晶盒通常呈鼓起状态,将灌注满液晶的晶盒摞成一摞,放置到一个手工整平座上,在成摞晶盒的顶端面上设置气囊,向气囊中充入高压气体,使气囊对成摞晶盒产生向下的压力,将灌注液晶后的晶盒加压到规定值,并保持在该压力值下进行晶盒进行整平,在液晶灌注口上进行点胶和固化,将液晶灌注口封闭,形成晶盒。
5.一般同时并排地放置有5至9摞晶盒,人工进行堆叠成摞堆叠过程中,经常发生晶盒叠放错位的现象,一个共同的施压气囊对一摞晶盒进行施压整平时,施压气囊的充气压力是设置在一个预先计算并固定好的一个数值上的,但由于灌注液晶程度不同,容易使晶盒受压不均匀,导致部分错位晶盒产生变形报废。
6.针对上述中的相关技术,发明人认为高效制作晶盒、液晶灌注、点胶封口,并避免晶盒在整平过程中发生报废是值得研究的问题。
技术实现要素:
7.为了高效制作晶盒、液晶灌注、点胶封口,本技术提供一种液晶屏晶盒加工设备及加工方法。
8.本技术提供的一种液晶屏晶盒加工设备及加工方法采用如下的技术方案:第一方面,本技术提供一种液晶屏晶盒加工设备,采用如下的技术方案:一种液晶屏晶盒加工设备,包括机体、治具机构、移动台架机构、注胶机构、注液晶机构;所述移动台架机构固定设置在所述机体上;所述注胶机构、所述注液晶机构设置在所述移动台架机构上;所述治具机构设置在所述机体上,包括第一治具本体、第二治具本体,所述第一治具本体、第二治具本体内对应设置有用以容纳玻璃面板的治具腔体,所述第一治具本体、第二治具本体侧壁上对应设置有至少两组半灌注口;两个所述治具本体具有展开分布的第一状态和合并分布的第二状态;在第一状态,可允许将玻璃面板置入或拿出治具腔体;在第二状态,所述第一治具本体和第二治具本体的所述治具腔体合并形成一个密
闭腔体;所述注胶机构在第一状态和第二状态可对玻璃面板涂胶;所述注液晶机构在第二状态可对密闭腔体内灌注液晶。
9.通过采用上述技术方案,在两个治具本体处于展开分布的第一状态,注胶机构对玻璃面板涂胶形成胶框,在两个治具本体处于合并的第二状态,两块玻璃面板和胶框组合形成晶盒,所述注液晶机构对密闭腔体内灌注液晶,然后注胶机构对晶盒涂胶进行封口。在液晶屏生产的过程中将玻璃面板利用液态胶贴附形成封闭的晶盒,并通过注液晶机构对晶盒灌注液晶。两个治具本体的治具腔体侧壁具有强度,能够对玻璃面板形成压力,使得注液晶机构对晶盒灌注液晶时,晶盒两侧的玻璃面板能够在预设的压力范围内加压,由于治具腔体形成的密封腔体内每次只有一个晶盒,保持在该压力值下进行灌注液晶,灌注完成后晶盒自动实现整平效果,不发生鼓起状态,不需要再进行堆叠、整平处理,因此可有效避免因整平产生的报废的问题。灌注完成液晶后,通过注胶机构点胶封口,形成液晶屏晶盒。从而实现可通过一台设备,完成晶盒形成、注晶、封口全过程。
10.可选的,所述移动台架机构包括固定设置在所述机体上的支架撑杆,固定跨设在所述支架撑杆上的径向支架;所述径向支架上设置有径向滑动组件,所述径向滑动组件上固定设置有横向支架;所述横向支架上设置有横向滑动组件;所述注胶机构和所述注液晶机构分别通过所述横向滑动组件设置在所述横向支架上。
11.通过采用上述技术方案,公开了移动台架机构的组成,可实现x、y方向内的移动。
12.可选的,所述注胶机构包括注胶支撑杆,所述注胶支撑杆固定设置在所述横向滑动组件上;所述注胶支撑杆上设置有胶枪升降组件,所述胶枪升降组件上固定设置有注胶枪,在所述注胶枪的顶端连接有胶水接入管,在所述胶水接入管与所述注胶枪之间设置有注胶控制阀;所述注液晶机构包括注液晶支撑杆,所述注液晶支撑杆固定设置在所述横向滑动组件上;所述注液晶支撑杆上设置有液晶枪升降组件,所述液晶枪升降组件上固定设置有注液晶枪,在所述注液晶枪的顶端连接有液晶接入管,在所述液晶接入管与所述注液晶枪之间设置有液晶控制阀。
13.通过采用上述技术方案,公开了注胶机构、注液晶机构的结构组成。其可以实现升降运动。设置有控制阀可以控制注胶、注液晶的流速、流量、压力等参数。
14.可选的,在第二状态,两组所述半灌注口合并为第一灌注口和第二灌注口。
15.通过采用上述技术方案,公开了设置至少两组半灌注口,合并形成至少两个灌注口。两个灌注口之间形成一个间距,利用压力差将液晶通过液晶灌注口灌注到晶盒中。
16.可选的,所述第一治具本体和所述第二治具本体底部分别铰接连接有治具转轴,所述治具转轴能够带动所述第一治具本体、所述第二治具本体转动;所述治具转轴固定设置在治具滑动组件上,所述治具滑动组件可滑动的设置在治具支撑轨组件,所述治具支撑轨组件固定设置在所述机体顶部。
17.通过采用上述技术方案,公开了治具本体翻转和移动的结构,通过铰接连接治具
转轴,治具转轴通过转动电机控制转动,实现治具本体在水平和竖直范围内的转动;通过设置滑动组件,可移动治具本体,方便操作,提供更大的操作空间。
18.可选的,在第一状态,所述注胶机构对所述第一治具本体的所述治具腔体内的玻璃面板涂胶形成胶框,所述胶框分布于玻璃面板的边缘处,且在所述半灌注口相对处留有空段。
19.通过采用上述技术方案,公开了胶框的位置和形状,通过在第一状态涂胶形成胶框,从而为合并后形成晶盒做准备。
20.可选的,在第二状态,所述第一治具本体的所述治具腔体内的玻璃面板和所述第二治具本体的所述治具腔体内的玻璃面板合并,两块玻璃面板及所述胶框形成晶盒,所述第一灌注口和第二灌注口与所述晶盒在胶框的空段处贯通。
21.通过采用上述技术方案,公开了第一灌注口和第二灌注口与合成的晶盒贯通。通过第一灌注口和第二灌注口中的其中之一灌注液晶,灌满后液晶可达到另一个灌注口处。
22.可选的,在所述治具腔体(43)的壁上设置有压力传感器;在所述第一灌注口(441)和所述第二灌注口(442)处设置有液位传感器、压力传感器。
23.通过采用上述技术方案,公开了在第一治具本体、第二治具本体的靠近治具腔体的壁上设置有压力传感器,用于实时监测腔体内晶盒的玻璃面板对治具腔体的壁的压力,并将压力信号对外反馈。在第一灌注口和第二灌注口处设置有液位传感器、压力传感器,液位传感器用于监测灌注液晶时液晶与胶框空段处的距离,压力传感器用于监测灌注液晶时胶框空段处的压力,并将信号对外反馈。
24.可选的,所述机体包括机箱,设置在机箱上的操作台;所述操作台上设置有操作屏,用以设置控制程序,实现自动控制;所述操作台上还设置有移动按钮、移动切换按钮、灌注按钮;所述移动按钮用以控制所述注胶枪、所述注液晶枪在x、y、z方向的移动,及控制第一治具本体、第二治具本体在x、y、z方向的移动;所述移动切换按钮用以切换对注胶枪、注液晶枪、第一治具本体、第二治具本体的控制;所述灌注按钮用以控制注胶枪灌注胶水或控制注液晶枪灌注液晶。
25.通过采用上述技术方案,公开了本技术的设备具有自动控制和手动控制两种操作方式。能够适应不同的使用环境和适用人群,手动控制操作人员学习简单、容易上手,自动控制便于提高自动化高效生产。
26.第二方面,本技术提供一种液晶屏封口加工方法,采用如下的技术方案:一种液晶屏封口加工方法,包括步骤:放置玻璃面板;在第一治具本体和第二治具本体的治具腔体内放置玻璃面板;制作胶框;在第一治具本体的治具腔体内放置玻璃面板上移动注胶枪,控制注胶枪制作形成胶框;其中,胶框分布于玻璃面板的边缘处,且在半灌注口相对处留有空段;制作晶盒;翻转第一治具本体和第二治具本体,以使第一治具本体的治具腔体内的玻璃面板和第二治具本体的治具腔体内的玻璃面板合并,两块玻璃面板及胶框形成晶盒;其中,第一灌注口和第二灌注口与晶盒在胶框的空段处贯通;灌注液晶;移动注液晶枪至第一灌注口或第二灌注口,从胶框的空段处对晶盒内灌注液晶;
点注胶水;分别移动注液晶枪至第一灌注口和第二灌注口,对晶盒在胶框的空段处点注胶水;取出晶盒;翻转第一治具本体或第二治具本体,以使第一治具本体和第二治具本体分离,取出晶盒。
27.通过采用上述技术方案,公开了液晶屏封口加工方法。通过本方法可以通过一台设备实现从玻璃面板的涂胶、晶盒的合成、液晶灌注、点胶封口等多个制作环节,简单高效。
28.本技术包括以下至少一种有益技术效果:1.本技术过一台设备,可以完成从玻璃面板的涂胶、晶盒的合成、液晶灌注、点胶封口等多个环节的制作。
29.2.两个治具本体的治具腔体侧壁具有强度,能够对玻璃面板形成压力,使得注液晶机构对晶盒灌注液晶时,晶盒两侧的玻璃面板能够在预设的压力范围内加压,由于治具腔体形成的密封腔体内每次只有一个晶盒,保持在该压力值下进行灌注液晶,灌注完成后晶盒自动实现整平效果,不发生鼓起状态,不需要再进行堆叠、整平处理,因此可有效避免因整平产生的报废的问题。
30.3.可实现自动化生产,有利于生产效率提高。
附图说明
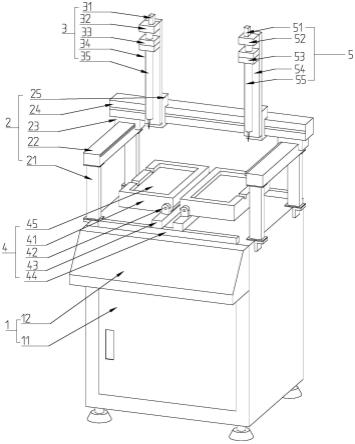
31.图1是本技术液晶屏晶盒加工设备的一种实施例结构示意图。
32.图2是图1中本技术液晶屏晶盒加工设备的一种实施例另一状态的结构示意图。
33.图3是本技术液晶屏晶盒加工设备的一种实施例结构示意图,其中隐藏了第二治具本体。
34.图4是本技术液晶屏封口加工方法流程图。
35.附图标记说明:1、机体;11、机箱;12、操作台;121、操作屏;122、移动按钮;123、移动切换按钮;124、灌注按钮;2、移动台架机构;21、支架撑杆;22、径向支架;23、径向滑动组件;24、横向支架;25、横向滑动组件;3、注胶机构;31、胶水接入管;32、注胶控制阀;33、胶枪升降组件;34、注胶支撑杆;35、注胶枪;4、治具机构;41、第一治具本体;42、第二治具本体;43、治具腔体;44、半灌注口;441、第一灌注口;442、第二灌注口;45、治具转轴;46、治具滑动组件;47、治具支撑轨组件;5、注液晶机构;51、液晶接入管;52、液晶控制阀;53、液晶枪升降组件;54、注液晶支撑杆;55、注液晶枪。
具体实施方式
36.以下结合附图对本技术作进一步详细说明。
37.实施例1本技术实施例公开一种液晶屏晶盒加工设备。
38.参照图1-2,液晶屏晶盒加工设备包括机体1、治具机构4、移动台架机构2、注胶机构3、注液晶机构5。
39.在本实施例中,机体1包括机箱11。
40.在本实施例中,在机体1上设置有移动台架机构2。其中,支架撑杆21固定设置在机
体1上,支架撑杆21上固定跨设径向支架22;径向支架22上设置有径向滑动组件23,径向滑动组件23上固定设置有横向支架24;横向支架24上设置有横向滑动组件25;注胶机构3和注液晶机构5分别通过横向滑动组件25设置在横向支架24上。
41.在本实施例中,注胶机构3包括注胶支撑杆34,注胶支撑杆34固定设置在横向滑动组件25上;注胶支撑杆34上设置有胶枪升降组件33,胶枪升降组件33上固定设置有注胶枪35,在注胶枪35的顶端连接有胶水接入管31,在胶水接入管31与注胶枪35之间设置有注胶控制阀32。
42.在本实施例中,注液晶机构5包括注液晶支撑杆54,注液晶支撑杆54固定设置在横向滑动组件25上;注液晶支撑杆54上设置有液晶枪升降组件53,液晶枪升降组件53上固定设置有注液晶枪55,在注液晶枪55的顶端连接有液晶接入管51,在液晶接入管51与注液晶枪55之间设置有液晶控制阀52。
43.在本实施例中,治具机构4设置在机体1上,包括第一治具本体41、第二治具本体42,第一治具本体41、第二治具本体42内对应设置有用以容纳玻璃面板的治具腔体43,第一治具本体41、第二治具本体42侧壁上对应设置有至少两组半灌注口44;两个治具本体具有展开分布的第一状态和合并分布的第二状态。第一治具本体41和第二治具本体42底部分别铰接连接有治具转轴45,治具转轴45能够带动第一治具本体41、第二治具本体42转动;治具转轴45固定设置在治具滑动组件46上,治具滑动组件46可滑动的设置在治具支撑轨组件47,治具支撑轨组件47固定设置在机体1顶部。
44.在本实施例中,在第一状态,第一治具本体41、第二治具本体42呈水平布置,注胶机构3对第一治具本体41的治具腔体43内的玻璃面板涂胶形成胶框,胶框分布于玻璃面板的边缘处,且在半灌注口44相对处留有空段。
45.在本实施例中,第一治具本体41、第二治具本体42呈垂直布置,第一治具本体41、第二治具本体42内对应设置的治具腔体43合并,形成一个密闭腔体,两组半灌注口44合并为第一灌注口441和第二灌注口442。第一治具本体41的治具腔体43内的玻璃面板和第二治具本体42的治具腔体43内的玻璃面板合并,两块玻璃面板及胶框形成晶盒,第一灌注口441和第二灌注口442与晶盒在胶框的空段处贯通。注液晶机构5可经由第一灌注口441或第二灌注口442对晶盒灌注液晶,然后注胶机构3可对晶盒涂胶。
46.在本实施例中,在第一治具本体41或第二治具本体42的治具腔体43内设置有压力传感器,以检测在第二状态,注液晶枪55向晶盒内灌注液晶时的压力。
47.实施例2本技术实施例公开一种液晶屏晶盒加工设备。
48.参照图3,与实施例1的区别在于:在本实施例中,机体1包括机箱11,设置在机箱11上的操作台12。操作台12上设置有自动控制和手动控制两种控制用配套设置。设置有操作屏121,通过内置的控制程序设置相关控制参数,进而通过控制程序实现自动控制。另外还设置了手动控制按钮,包括用以控制注胶枪35、注液晶枪55在x、y、z方向的移动、及控制第一治具本体41、第二治具本体42在x方向的移动的移动按钮122组,用来控制切换对注胶枪35、注液晶枪55、第一治具本体41、第二治具本体42的移动切换按钮123组,用来控制注胶枪35灌注胶水或控制注液晶枪55灌注液晶的灌注按钮124组等。
49.实施例3本技术实施例公开一种液晶屏封口加工方法。
50.参照图4,一种液晶屏封口加工方法,包括步骤:放置玻璃面板;在第一治具本体41和第二治具本体42的治具腔体43内放置玻璃面板;制作胶框;在第一治具本体41的治具腔体43内放置玻璃面板上移动注胶枪35,控制注胶枪35制作形成胶框;其中,胶框分布于玻璃面板的边缘处,且在半灌注口44相对处留有空段;制作晶盒;翻转第一治具本体41和第二治具本体42,以使第一治具本体41的治具腔体43内的玻璃面板和第二治具本体42的治具腔体43内的玻璃面板合并,两块玻璃面板及胶框形成晶盒;其中,第一灌注口441和第二灌注口442与晶盒在胶框的空段处贯通;灌注液晶;移动注液晶枪55至第一灌注口441或第二灌注口442,从胶框的空段处对晶盒内灌注液晶;点注胶水;分别移动注液晶枪55至第一灌注口441和第二灌注口442,对晶盒在胶框的空段处点注胶水;取出晶盒;翻转第一治具本体41或第二治具本体42,以使第一治具本体41和第二治具本体42分离,取出晶盒。
51.其中,在灌注液晶的步骤中,注液晶枪55将液晶经第一灌注口441和第二灌注口442从胶框的空段处注入至晶盒内,当第二灌注口442或第一灌注口441中有液晶均匀流出时,停止灌注液晶。
52.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1