缝纫机刀架中心孔加工工装的制作方法
1.本发明属于缝纫机刀架中心孔加工技术领域,尤其是一种缝纫机刀架中心孔加工工装。
背景技术:
2.缝纫机刀架包括类三角形的平板4以及底面一体制出的圆柱5,在加工时需要在圆柱的底面以及圆柱上端面对应的平板上各制出一个孔,传统工艺中,需要将圆柱先装在夹具上,然后找准平板上的位置,在于圆柱上端面对应的地方制出孔,然后取下工件,再装入夹具内,在圆柱底面制出孔。上述操作过程中,由于工件需要取出一次,操作比较繁琐,而且在取出、再装上的过程中,需要调整夹具的位置以保证两个孔对位准确,所以现有的夹具以及加工过程非常不方便,精度也有待提高。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供通过转动块来卡住工件,并通过转动块的转动来实现工件的翻转,由此提高制孔精度的一种缝纫机刀架中心孔加工工装。
4.本发明采取的技术方案是:
5.一种缝纫机刀架中心孔加工工装,其特征在于:包括夹具座、转动块和锁紧帽,夹具座前端转动设置转动块,该转动块横向中间设置竖向的开槽,该开槽内用于卡住待加工工件的圆柱,该待加工工件的平板压在转动块的上端面或底面,所述锁紧帽用于锁紧转动后的转动块。
6.再有,在转动块前端设置压紧块,该压紧块一侧端部将所述圆柱压紧在开槽内。
7.再有,该转动块后端面中间设置一转轴,该转轴穿过夹具座后延伸至夹具座后端的端部外缘啮合套装所述锁紧帽。
8.再有,所述转动块两侧设置有对称的限位槽,与限位槽对位的夹具座前端面上设置有限位杆。
9.本发明的优点和积极效果是:
10.本发明中,转动块的开槽内通过压紧块嵌装待加工工件的圆柱,待加工工件的平板压在转动块的上端面或底面,在转动块两侧设置有限位槽,与限位槽对位的夹具座前端面上设置有限位杆。使用时,首先将圆柱嵌入开槽内,并使平板压在转动块上端面,锁紧压紧块,调整锁紧帽,使转动块定位,在平板上制出孔,然后松开锁紧帽,使转动块转动180度,再锁紧锁紧帽,在圆柱底面制出孔。工件位于转动块的中间位置,限位槽和限位杆的相互配合,转动块转动后的位置保持在加工位,两个孔的位置精确,加工精度高,而且操作工人便于操作,省时省力。
附图说明
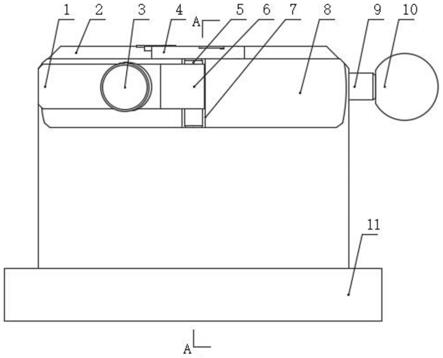
11.图1是本发明的结构示意图;
12.图2是图1的a-a向截面图;
13.图3时图2的转动块转动180度后的示意图;
14.图4是图1的立体图。
具体实施方式
15.下面结合实施例,对本发明进一步说明,下述实施例是说明性的,不是限定性的,不能以下述实施例来限定本发明的保护范围。
16.一种缝纫机刀架中心孔加工工装,如图1~4所示,本发明的创新在于:包括夹具座2、转动块8和锁紧帽12,夹具座前端转动设置转动块,该转动块横向中间设置竖向的开槽7,该开槽内用于卡住待加工工件的圆柱5,该待加工工件的平板4压在转动块的上端面或底面,由手柄9驱动的锁紧帽用于锁紧转动后的转动块。
17.本实施例中,手柄外侧端部安装有球状部件10,夹具座底面设置基座11。在转动块前端设置压紧块1,该压紧块一侧端部6将圆柱压紧在开槽内。
18.转动块后端面中间设置一转轴16,该转轴穿过夹具座设置的通孔15后延伸至夹具座后端的端部13外缘啮合套装在锁紧帽的内孔14中。
19.为了保证转动块转动的精度,转动块两侧设置有对称的限位槽18,与限位槽对位的夹具座前端面上设置有限位杆17。优选的方案是:限位槽内设置横杆19,通过横杆与限位杆的接触来实现对转动块的限位。
20.本发明工作过程是:
21.1.首先将圆柱嵌入开槽内,并使平板压在转动块上端面,通过锁紧螺杆3锁紧压紧块。
22.2.如图2所示,拧松锁紧帽,使转动块转动到合适的横向位置,限位杆嵌入限位槽内并与横杆接触后停止在该位置,拧紧锁紧帽,转动块位于正确的加工位置。
23.3.在平板上制出孔,然后松开锁紧帽,使转动块转动180度,再锁紧锁紧帽,在圆柱底面制出孔(如图3所示)。
24.4.拧松锁紧螺杆,使工件拆下,进行下一个工件的加工。
25.本发明中,工件位于转动块的中间位置,限位槽和限位杆的相互配合,转动块转动后的位置保持在加工位,两个孔的位置精确,加工精度高,而且操作工人便于操作,省时省力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1