一种热连轧机架间带钢单边浪形的控制方法与流程
1.本发明涉及带钢浪形控制技术,尤其涉及一种热连轧机架间带钢单边浪形的控制方法。
背景技术:
2.对于热连轧来说,在热轧带钢生产过程中,带钢依次经过精轧机架轧制,通常在第7(简称f7)机架才有检测浪形的激光检测仪,而机架与机架间的单边浪形无有效测量手段。目前,对于热连轧带钢单边浪形的控制主要通过人为观看工业摄像机来判断是否产生单边浪形,根据不同的浪形采取相应的措施进行干预控制。但是,人工控制存在较大的滞后性,同时,由于带钢在机架速度非常快,人工经常会出现判断失误的情况,导致调节方向相反,从而导致严重的恶性事故,影响热轧正常的生产,给生产厂带来较大损失。
3.公开号为cn103028617a的专利公开了一种热轧带钢浪形缺陷在线检测方法及其测量装置(专利一),其在热轧分卷线入口侧带钢上方固定位置设置浪形缺陷测量装置,该装置设有一摆杆,随着热轧带钢的移动,摆杆端部在带钢上滑动,通过测量摆杆的偏转角度,计算摆杆端部所在位置的浪形高度。该技术主要在分卷线上发明了一个测量浪形装置,但无法在动态轧制过程中有效检测出浪形。
4.申请号为201510348732.4的专利公开了一种改善带钢精轧浪形引起卷取边损的控制方法及系统(专利二),其提及根据精轧出口带钢浪形平直度检测值,实时调整卷取侧导板开度附加值设定值,进而改善卷取边损的控制技术,解决现有技术关于热轧带钢卷形边部损伤。该技术主要通过f7最终机架测得的浪形对卷取导板的开度进行控制,减少边部损伤缺陷,但并不能解决上述单边浪形问题。
5.申请号为201120223665.0的专利公开了一种热轧带钢浪形缺陷的简易测量装置,其提及测量热轧带钢浪形缺陷的简易测量装置(专利三),主要有横尺、纵尺和连接件等部件,通过横尺与纵尺垂直放置并通过连接件相连接,所述连接件正面和背面分别设有滑槽一和滑槽二,滑槽一与滑槽二的延长线互相垂直。但是,该技术还是通过人工测量浪形,只是提高了人工测量浪形缺陷的精度和效率,并没有参与控制。
6.综上所述,上述专利一与专利三这两个专利通过研究静态下对带钢的浪形检测,而专利二则主要通过f7机架测得的浪形对卷取导板的开度进行控制,减少边部损伤缺陷,与浪形控制无关系,无法对精轧轧机之间带钢情况进行动态实时监控,进而改善带钢浪形。
技术实现要素:
7.为了解决现有技术的上述问题,本发明提供了一种热连轧机架间带钢单边浪形的控制方法,可对精轧机架间的带钢进行动态实时监控,并经图像识别技术监控到有浪形现象时,对精轧机架单侧辊缝压下进行自动干预的方式来控制带钢单边浪形。
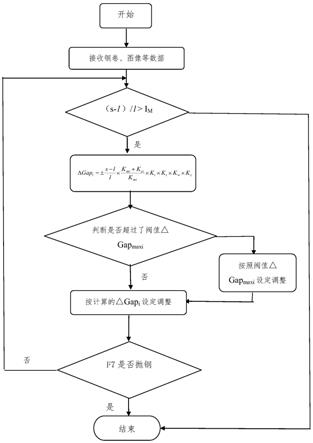
8.本发明的一种热连轧机架间带钢单边浪形的控制方法,包括以下步骤:
9.a.建立单边浪形控制系统,并在各机架间设置图像检测系统;
10.b.轧制时,由单边浪形控制系统接收图像检测系统的检测数据,包括检测出的浪形弧长和浪形在垂直方向上的投影长度,并接收上一层级别计算机的数据,包括轧制钢卷宽度、钢种、厚度、实时轧制单侧的辊缝值、修正系数;
11.c.由单边浪形控制系统判断所轧制钢卷在机架间上是否出现单边浪形,并判断单边浪发生在哪一侧,若是,则执行步骤d,若否,则按照原给定轧制模型进行轧制;
12.d.按单侧辊缝调整控制模型进行轧机单侧辊缝调整;
13.e.由单边浪形控制系统判断f7机架是否抛钢,若是,则结束本块钢的单边浪控制模型,若否,则返回步骤b。
14.2.如权利要求1所述的一种热连轧机架间带钢单边浪形的控制方法,其特征在于:在步骤c中,所述判断出现单边浪形的不等式为:|(s-l)
÷
l|》im,im为浪形门槛值,若不等式成立则出现单边浪形。
15.3.如权利要求1所述的一种热连轧机架间带钢单边浪形的控制方法,其特征在于:在步骤d中,所述单侧辊缝调整控制模型为:
[0016][0017]
式中,
△
gapi为第i机架的单侧辊缝实际调节量,i=1,2,3,4,5,6;
[0018]
为第i与i+1机架间浪形值,如工作侧出现浪形,取+,否则取-;
[0019]kmi
为第i机架的轧机刚度系数;
[0020]ksi
为第i机架的带钢塑性变形系数;
[0021]ki
为第i机架的效率系数;
[0022]
kt为带钢厚度系数,根据钢种层别确定;
[0023]
kw为带钢宽度系数,根据钢种层别确定;
[0024]
kc为修正系数;
[0025]
s为检测出的浪形弧;
[0026]
l为浪形在垂直方向上的投影长度。
[0027]
在步骤d中,还设定最大阀值
△
gapmax,当所算得的
△
gapi大于
△
gapmax时,则按照
△
gapmax进行设定单侧辊缝。
[0028]
采用本发明的热连轧机架间带钢单边浪形的控制方法,可对精轧机架间的带钢进行动态实时监控,通过图像识别技术监控到有浪形现象时,对精轧机架单侧辊缝压下进行自动干预的方法来控制带钢单边浪形。这种根据图像识别技术识别出带钢浪形后对精轧机架单侧辊缝压下进行调整的类似反馈控制方式,降低了热轧带钢单边浪形缺陷发生率,有利于保证产品的质量,降低生产中事故发生概率。
附图说明
[0029]
图1为本发明的图像检测系统的设置示意图;
[0030]
图2为本发明的带钢工作侧存在浪形的示意图;
[0031]
图3为本发明的热连轧机架间带钢单边浪形的控制方法的流程款图。
具体实施方式
[0032]
下面结合附图和实施例对本发明的一种热连轧机架间带钢单边浪形的控制方法做进一步的描述。
[0033]
请结合图1~图3所示,本发明的热连轧机架间带钢单边浪形的控制方法的具体步骤如下:
[0034]
a.建立单边浪形控制系统,并在各机架间设置图像检测系统1;
[0035]
b.轧制时,由单边浪形控制系统接收图像检测系统1的检测数据,包括检测出的浪形弧长s和浪形在垂直方向上的投影长度l,并接收上一层级别计算机的数据,包括钢卷号、轧制钢卷宽度、钢种、厚度、实时轧制单侧的辊缝值、修正系数等;
[0036]
c.由单边浪形控制系统判断所轧制钢卷在机架间上是否出现单边浪形,并判断单边浪发生在哪一侧,若是,则执行步骤d,若否,则按照原给定轧制模型进行轧制;所述判断出现单边浪形的不等式具体可采用如下公式:|(s-l)
÷
l|》im,im为浪形门槛值,若不等式成立则出现单边浪形。
[0037]
d.按单侧辊缝调整控制模型进行轧机单侧辊缝调整;所述单侧辊缝调整控制模型可采用如下公式:
[0038][0039]
式中,
△
gapi为第i机架的单侧辊缝实际调节量,i=1,2,3,4,5,6;
[0040]
为第i与i+1机架间浪形值,如工作侧出现浪形,取+,否则取-;
[0041]kmi
为第i机架的轧机刚度系数;
[0042]ksi
为第i机架的带钢塑性变形系数;
[0043]ki
为第i机架的效率系数;
[0044]
kt为带钢厚度系数,根据钢种层别确定;
[0045]
kw为带钢宽度系数,根据钢种层别确定;
[0046]
kc为修正系数;
[0047]
s为检测出的浪形弧;
[0048]
l为浪在垂直方向的投影长度。
[0049]
并且,还设定了最大阀值
△
gapmax,当所算得的
△
gapi大于
△
gapmax时,则按照
△
gapmax进行设定单侧辊缝,以此循环调整轧机的单侧辊缝。
[0050]
e.由单边浪形控制系统判断f7机架是否抛钢,若是,则结束本块钢的单边浪控制模型,若否,则返回步骤b,进行下一个周期的控制。
[0051]
实施例
[0052]
轧制成品厚度为2.0mm,宽度900mm,卷号为121046552100,当轧制到该卷时,带钢工作侧产生单边浪形,检测的数据为l=1.5米,s=2.2米,s-l/l=0.46667,由图像识别系统识别出f5/f6机架之间工作侧产生单边浪后,并判断为|(s-l)
÷
l|》im=0.2则控制模型启动,按照公式设定单侧辊缝值,及时调整了单侧浪形,以避免恶性事故。
[0053]
各系数设定值如下表:
[0054][0055]
由公式计算获得:
[0056][0057]
因此,当
△
gapi《
△
gapmax,故
△
gapi按照0.088mm调整,经调整后,s-l/l=0.095,浪形较小。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1