托盘搬运装置以及托盘搬运方法与流程
[0001]
本发明涉及托盘搬运装置以及托盘搬运方法。
背景技术:
[0002]
以往,在生产线上存在搬运装置,该搬运装置用输送带搬运工件,搬运目的地的机床对工件实施预定加工。然而,利用以往的搬运装置,例如将定子等重量较大的工件搭载于输送带而搬运的情况下,在使工件的搬运停止时作用于工件的惯性力较大。因此,存在以下不良情况,即,很难提高搬运速度,很难通过阻挡件来进行准确定位的不良情况。
[0003]
为了解决上述不良情况,例如在日本特开2007-21629中提出了一种托盘搬运装置,该托盘搬运装置相对于机床通过四角形的轨道而对搭载了工件的多个托盘进行搬运。在该托盘搬运装置中,将多个托盘搭载于轨道,将多个托盘夹持在左托盘搬运机构以及右托盘搬运机构之间,并以被夹持的状态将多个托盘移动一个托盘的距离进行搬运。
技术实现要素:
[0004]
近年,在托盘上搭载通过流体压力而工作的流体压力设备,通过使该流体压力设备工作而搬运托盘的要求激增。
[0005]
然后,当在托盘上搭载流体压力设备时,也需要在托盘上搭载将流体进行供给或者吸引流体而使流体压力设备工作的流体供给吸引单元。而且,还存在以下不良情况,即,托盘的重量增加,并且托盘上的工件的搭载区域减少、工件的有效搬运变困难的不良情况。
[0006]
此外,在将多个托盘搭载于搬运轨进行搬运的情况下,当在多个托盘上分别搭载流体压力设备时,也需要将使流体压力设备工作的流体供给吸引单元分别搭载在多个托盘上。并且,由于需要与托盘的数量相同的流体供给吸引单元,因此托盘搬运装置的单价过高的问题仍然存在。
[0007]
本发明的目的在于,提供能够避免使流体压力设备工作的流体供给吸引单元搭载在托盘上的托盘搬运装置以及托盘搬运方法。
[0008]
根据本发明的一种实施方式,提供一种托盘搬运装置,其具备:搬运轨,其将搭载有流体压力设备的托盘搭载成能够移动;搬运单元,其对搭载于所述搬运轨的所述托盘进行搬运;流体轨,其沿着所述搬运轨设置,并在内部形成有流体通路;流体供给吸引单元,其设置为与所述流体通路连通,并朝向所述流体通路供给流体或者从所述流体通路吸引流体,在所述流体轨形成有使所述流体通道与外部连通的多个通孔,在所述托盘上设置有对置部件以及连通路,所述对置部件形成有对多个所述通孔的一部分进行覆盖的凹部,并且与所述流体轨对置,所述连通路将所述凹部与所述流体压力设备连通。
[0009]
根据本发明的另一种实施方式,提供一种托盘搬运方法,其将搭载有流体压力设备的托盘搭载于搬运轨进行搬运,将内部形成有流体通孔、并且形成有使所述流体通路与外部连通的多个通孔的流体轨沿着所述搬运轨设置,朝向所述流体通路供给流体或者从所述流体通路吸引流体,使形成有对多个所述通孔的一部分进行覆盖的凹部的对置部件与所
述流体轨对置,使所述凹部与搭载于所述托盘的所述流体压力设备连通,并一边使所述流体压力设备工作,一边搬运所述托盘以及所述对置部件。
[0010]
根据本发明所涉及的实施方式,能够避免使流体压力设备工作的流体供给吸引单元搭载在托盘上。
附图说明
[0011]
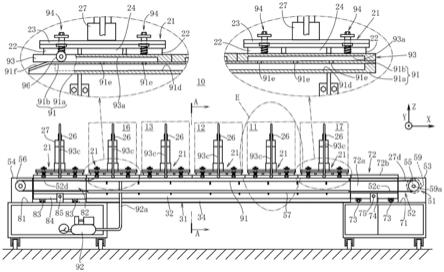
图1是表示本实施方式所涉及的托盘搬运装置的正视图。
[0012]
图2是沿着图1的a-a线的剖视图。
[0013]
图3是表示托盘的正面的图1的e部分放大图。
[0014]
图4是从上方对搭载于搬运轨的托盘进行观察的俯视图。
[0015]
图5是表示托盘与循环带卡止状态的沿着图4的b-b线的剖视图。
[0016]
图6是表示托盘移载机构的沿着图9的d-d线的放大剖视图。
[0017]
图7是表示托盘移载机构的沿着图10的c-c线的放大剖视图。
[0018]
图8是表示将托盘沿着搬运轨搬运之前的状态的俯视图。
[0019]
图9是表示将托盘沿着搬运轨搬运之后、并将该托盘移动至返回轨之前的状态的俯视图。
[0020]
图10是表示托盘移动至返回轨之后、该托盘沿着返回轨后退之前的状态的俯视图。
[0021]
图11是表示托盘沿着返回轨后退之后、该托盘移动至搬运轨之前的状态的俯视图。
具体实施方式
[0022]
下面,参照附图,对本实施方式进行说明。
[0023]
在图1至图8中表示本发明的托盘搬运装置10。在各图中,设定彼此正交的x轴、y轴、z轴,将x轴设为大致水平横向,将y轴设为大致水平前后向,将z轴设为大致铅直方向,对托盘搬运装置10的结构进行说明。
[0024]
如图1以及图8所示,本实施方式的托盘搬运装置10被设置在对较小的产品进行制造的生产线上。此外,托盘搬运装置10将搭载有作为流体压力设备的吸嘴26的多个托盘21搭载于搬运轨31进行搬运。该生产线为,三台加工站11、12、13沿着x轴方向以预定间隔排列成一列的生产线。各加工站11、12、13形成为箱状,内部设置有未图示的机床。
[0025]
并且,各加工站11、12、13中的机床对于被托盘搬运装置10搬运的工件14(参照图2)依次实施开孔、紧固、焊接等的各种必要加工,从而自动制造未图示的产品。供给工件14的工件供给机16以及回收工件14的工件回收机17以隔着加工站11、12、13的方式分别设置在加工站11、12、13的上游侧以及下游侧。
[0026]
如图8至图11所示,本实施方式的托盘搬运装置10具备:搬运轨31,其设置为沿着x轴方向延伸;返回轨41,其设置为在y轴方向上与搬运轨31分离,并与搬运轨31平行;托盘搬运单元51,其对搭载于搬运轨31的托盘21进行搬运;托盘返回单元61,其使搭载于返回轨41的托盘21朝向与搬运方向相反的方向进行移动;返回托盘移载机构70,其将搭载于搬运轨31的托盘21从搬运轨31的顶端移载至返回轨41的顶端;搬运托盘移载机构80,其将搭载于
返回轨41的托盘21从返回轨41的基端移载至搬运轨31的基端。
[0027]
如图2所示,本实施方式的搬运轨31具有在截面中沿着z轴方向形成长方形的支承板32、通过螺纹固定而固定在支承板32的上缘的市售的直线运动导轨33、以及焊接在支承板32的下端的安装板34。
[0028]
如图8所示,返回轨41与搬运轨31的结构相同,具有与搬运轨31的支承板32相同的截面形状的支承板42、通过螺纹固定而固定在支承板42的上缘的市售的直线运动导轨43、以及焊接在支承板42的下端的安装板44。
[0029]
搬运轨31以及返回轨41以隔着三台加工站11、12、13且相互平行的方式,搬运轨31以及返回轨41的两端被安装在架台71、81上。架台71、81以隔着三台加工站11、12、13、以及设置在该三台加工站11、12、13的两端的工件供给机16和工件回收机17的方式,在x轴方向分离设置。
[0030]
架台71、81形成为在y轴方向较长。搬运轨31以及返回轨41上的安装板34、44的长度方向的端部被螺纹固定在架台71、81上。由此,搬运轨31以将从工件供给机16经由三台加工站11、12、13至工件回收机17连结的方式,搬运轨31的两端部被安装在架台71、81上(参照图1以及图8)。
[0031]
搬运轨31以及返回轨41分别将托盘21搭载成能够移动。如图2所示,搭载于搬运轨31或返回轨41的托盘21具有:直线运动块22,其构成为跨及搬运轨31或返回轨41的直线运动导轨33、43,并能够在直线运动导轨33、43上移动;台座23,其被螺纹固定在直线运动块22上。在台座23的下侧、沿着搬运轨31以及返回轨41的两侧分别设置有卡止部件24。
[0032]
直线运动块22为与搬运轨31以及返回轨41上的直线运动导轨33、43成对贩卖的市售品。如图4所示,相对于台座23直线运动块22被设置为两个在x轴方向上分离。通过使用直线运动块22,能够禁止直线运动块22的宽度方向(y轴方向)的移动,并且能够减轻托盘21在搬运轨31或返回轨41上移动的阻力。因此,托盘21被搭载为能够在搬运轨31或返回轨41上移动。
[0033]
如图2所示,在托盘21的台座23上搭载有吸嘴26。图示的吸嘴26为吸附工件14的部件。吸嘴26经由安装夹具27被设置在托盘21的台座23上,并在台座23的上方沿着铅直方向延伸。由此,托盘21构成为经由吸嘴26吸附工件14进行保持。另外,未图示的工件14为在各加工站11、12、13中被加工的工件,在图2中为能够被吸嘴26吸附的平板。
[0034]
如图1以及图8所示,将搭载于搬运轨31的托盘21搬运的托盘搬运单元51具备搬运带52,该搬运带52构成为能够与搭载于搬运轨31的托盘21进行卡止,并且以环状的方式设置为能够沿着搬运轨31循环。
[0035]
在对搬运轨31的两端部进行支承的架台71、81上设置有第一支承台53以及第二支承台54,第一支承台53以及第二支承台54位于搬运轨31的延长线上。在第一支承台53以及第二支承台54上设置有同样形状以及同样大小的第一滑轮55以及第二滑轮56。搬运带52设置为挂于第一滑轮55以及第二滑轮56,并且通过第一滑轮55以及第二滑轮56的旋转而能够沿着搬运轨31循环。
[0036]
因此,如图1所示,搬运带52沿着搬运轨31(具体为搬运轨31的延伸方向)设置,并与搬运轨31在上下方向上空开间隔,该间隔与第一滑轮55以及第二滑轮56的外径大致相等。如图2所示,在搬运轨31上设置有带轨57以及支承轨58。带轨57对挂于第一滑轮55以及
第二滑轮56的搬运带52的下侧搬运带52c进行支承,从而抑制下侧搬运带52c的松弛。支承轨58防止上侧搬运带52d垂下。
[0037]
在搬运轨31的支承板32上设置有将带轨57安装于搬运轨31的多个第一安装部件57a,多个第一安装部件57a设置为在支承板32的长度方向上空开预定间隔。带轨57经由多个第一安装部件57a安装在搬运轨31上。此外,在支承板32上设置有将支承轨58安装于搬运轨31的多个第二安装部件58a,多个第二安装部件58a设置为在支承板32的长度方向上空开预定间隔。支承轨58经由多个第二安装部件58a安装在搬运轨31上。
[0038]
一方面,本实施方式的搬运带52是所谓的带齿带。如图5所示,作为带齿带的搬运带52为在宽度方向上延伸的凹凸52a、52b在长度方向交错连续的搬运带。能够与凹凸52a、52b卡止的反凹凸24a、24b形成在托盘21的卡止部件24上。
[0039]
如图2以及图5所示,当在搬运轨31上搭载有托盘21时,在支承于支承轨58的上侧搬运带52d上从上侧重合有卡止部件24。在重合状态下,形成于搬运带52的凹凸52a、52b与卡止部件24的反凹凸24a、24b卡止。并且,支承轨58跨及工件供给机16与工件回收机17之间的搬运方向上的全长设置,以防止上侧搬运带52d垂下、凹凸52a、52b与反凹凸24a、24b的卡止被解除。
[0040]
如图5所示,托盘21的卡止部件24设置为在长度方向上连续形成的反凹凸24a、24b能够与搬运带52的凹凸52a、52b卡止。因此,当托盘21的反凹凸24a、24b与凹凸52a、52b卡止时,与搬运带52独立的托盘21的移动被禁止。由此,托盘21被卡止在搬运带52上。
[0041]
如图1以及图8所示,托盘搬运单元51具备使搬运带52循环的第一循环单元59。本实施方式的第一循环单元59为使第一滑轮55旋转驱动的电气驱动式的伺服电机59。并且,在旋转轴59a上安装有第一滑轮55的伺服电机59被安装在直立设置于架台71的支承台53上。
[0042]
在伺服电机59上连接有来自未图示的控制器的控制输出。并且,当通过来自控制器的控制输出驱动伺服电机59时,第一滑轮55与旋转轴59a一起旋转。由此,使挂于第一滑轮55与第二滑轮56之间的搬运带52循环,从而在搭载于搬运轨31的状态下搬运被卡止于搬运带52的托盘21。
[0043]
如图8至图11所示,使搭载于返回轨41的托盘21朝向与搬运方向相反的方向移动返回的托盘返回单元61具有与上述托盘搬运单元51相同的结构。此外,托盘返回单元61具备返回带62,该返回带62构成为能够与搭载于返回轨41的托盘21进行卡止,并且以环状的方式设置为能够沿着返回轨41循环。
[0044]
在对返回轨41的两端部进行支承的架台71、81上设置有第三支承台63以及第四支承台64,第三支承台63以及第四支承台64位于返回轨41的延长线上。在第三支承台63以及第四支承台64上设置有第三滑轮65以及第四滑轮66。返回带62被挂在设置于返回轨41的两端的延长线上的第三支承台63以及第四支承台64上。
[0045]
使返回带62循环的第二循环单元为对安装于后退方向的基端上的第四支承台64上的第四滑轮66进行旋转驱动的伺服电机69。与托盘搬运单元51相同,在返回轨41上设置有对下侧返回带进行支承的未图示的带轨、以及防止上侧返回带62d垂下的支承轨68。
[0046]
返回带62与托盘搬运单元51的搬运带52相同是所谓的带齿带。返回带62形成为在宽度方向上延伸的凹凸62a、62b在长度方向交错连续。能够与凹凸62a、62b卡止的反凹凸
24a、24b形成在托盘21的另一个的卡止部件24上(参照图7)。
[0047]
具体而言,图2所示,卡止部件24以隔着直线运动块22的方式设置在托盘21上的台座23的下侧的两侧。如图10所示,当托盘21与返回轨41连续时,如图7所示,另一个的卡止部件24设置为与返回带62对置。并且,卡止部件24的反凹凸24a、24b形成为在返回带62的宽度方向上移动、并从上方与返回带62的凹凸62a、62b卡止。
[0048]
如图8至图11所示,在安装有搬运轨31和返回轨41的顶端侧的顶端侧的架台71上设置有返回托盘移载机构70,该返回托盘移载机构70将搭载于搬运轨31上的托盘21从搬运轨31的顶端朝向返回轨41的顶端移载。另一方面在安装有搬运轨31和返回轨41的基端侧的基端侧的架台81上设置有搬运托盘移载机构80,该搬运托盘移载机构80将搭载于返回轨41上的托盘21从返回轨41的基端朝向搬运轨31的基端移载。
[0049]
返回托盘移载机构70和搬运托盘移载机构80的两者具有同一结构。在x轴方向分离设置的架台71、81设置为分别在y轴方向上延伸。设置于搬运轨31以及返回轨41的端缘和搬运轨31以及返回轨41的延长线上的支承台53、54、63、64之间的间隔l(参照图8)形成为与托盘21的台座23的搬运方向的宽度w1(即、后述的流体轨91的延伸方向上的托盘21的长度,参照图8)相比较宽。并且,返回托盘移载机构70和搬运托盘移载机构80分别具备可动体72、82,可动体72、82将设置于搬运轨31以及返回轨41的端缘和搬运轨31以及返回轨41的延长线上的支承台53、54、63、64之间的间隔l堵塞。
[0050]
可动体72、82分别具备台板72a、82a和短轨72b、82b,台板72a、82a在收纳于搬运轨31以及返回轨41的端缘和支承台53、54、63、64之间的状态下,与搬运轨31以及返回轨41上的支承板32、42连续,短轨72b、82b安装于台板72a、82a的上缘并与直线运动导轨33、43连续。
[0051]
短轨72b、82b具有与直线运动导轨33、43相同的截面形状。在可动体72、82堵塞搬运轨31以及返回轨41的端缘和支承台53、54、63、64之间的状态下,在直线运动导轨33、43上移动的托盘21构成为能够移动至短轨72b、82b。由此,可动体72、82构成为能够搭载移动的托盘21。
[0052]
返回托盘移载机构70和搬运托盘移载机构80具有同一结构。返回托盘移载机构70和搬运托盘移载机构80分别具备:一对轨道73、83,其以能够搭载可动体72、82的方式分别在架台71、81上沿着y轴方向延伸设置;台部件74、84,其以能够移动的方式设置在一对轨道73、83上;滚珠丝杆75、85,其螺合于台部件74、84,并与轨道73、83平行设置;电机76、86,其使滚珠丝杆75、85旋转。并且,在各台部件74、84上分别直立设置有可动体72、82的台板72a、82a。
[0053]
在由此构成的返回托盘移载机构70和搬运托盘移载机构80中,通过使电机76、86驱动,使滚珠丝杆75、85旋转,从而能够使搭载于一对轨道73、83的台部件74、84与可动体72、82一起沿着轨道73、83移动。
[0054]
因此,在返回托盘移载机构70中,能够使与搬运轨31的顶端连续的可动体72移动至与返回轨41的顶端连续的位置。如图6以及图9所示,将从搬运轨31的顶端离开的托盘21移动至可动体72进行搭载。如图7以及图10所示,通过将可动体72与托盘21一起在y轴方向上从搬运轨31的顶端移动至返回轨41的顶端,并再次使托盘21从可动体72朝向返回轨41的顶端移动,从而能够将托盘21从搬运轨31顶端移载返回轨41的顶端。
[0055]
另一方面,在搬运托盘移载机构80中,将与返回轨41的基端连续的可动体72移动至与搬运轨31的基端连续的位置。如图11所示,将从返回轨41的基端离开的托盘21移动至可动体82进行搭载。如图8所示,通过将可动体82与托盘21一起在y轴方向上从返回轨41的基端移动至搬运轨31的基端,并再次使托盘21从可动体82朝向搬运轨31的基端移动,从而能够将托盘21从返回轨41基端移载搬运轨31的基端。
[0056]
如图8所示,在本实施方式中,以隔着3台的加工站11、12、13的方式设置有工件供给机16和工件回收机17。工件供给机16和工件回收机17与加工站11、12、13以同一间距p进行设置。并且,与搬运轨31以及返回轨41的端缘连续设置的可动体72、82距工件供给机16以及供给回收机17以同一间距p进行设置。
[0057]
如图1至图4所示,托盘搬运装置10具备内部形成有作为流体通路的凹槽91d的流体轨91。流体轨91为沿着搬运轨31(具体而言,搬运轨31的延伸方向)设置的部件,并具备形成为长条状的基材91a、和安装在基材91a上的盖板91b。
[0058]
如图2以及图3所示,在支承板32上设置有支承件91c。经由支承件91c、基材91a平行安装于搬运轨31上。被基材91a的盖板91b覆盖的上表面上形成有沿着长度方向延伸的凹槽91d。如图1所示,在基端侧的架台81上设置有作为朝向凹槽91d供给流体或者从凹槽91d吸引流体的流体供给吸引单元的流体泵92。
[0059]
本实施方式中的流体泵92为将作为流体的气体喷出或者吸引的流体泵。在流体泵92的喷出吸引口安装有连通路92a的一端。连通路92a的另一端以朝向凹槽91d开放的方式安装在基材91a上。由此,流体泵92构成为朝向构成被盖板91b覆盖的基材91a的流体通路的凹槽91d供给流体或者从凹部91d吸引流体。
[0060]
并且,如图1的放大图所示,在盖板91b上形成有在上下方向上贯穿的与凹槽91d连通的通孔91e。多个通孔91e形成为在流体轨91的长度方向(即、流体轨91的延伸方向)上空开预定间隔t而连续。
[0061]
另一方面,如图2以及图3所示,与流体轨91对置,并形成有对一个或两个以上的通孔91e进行覆盖的凹部93a的对置部件93分别设置在多个托盘21上。如图3所示,对置部件93为其长度w2(即、流体轨91的延伸方向的对置部件93的长度w2)与托盘21上的台座23的搬运轨31方向的宽度w1相比较长的棒状部件。对置部件93其截面形成为方形,在与流体轨91对置的一侧形成有在长度方向上延伸、并且与多个通孔91e的间隔t相比较长的长度m的凹部93a。
[0062]
对置部件93经由悬挂单元94而设置在托盘21的台座23上。悬挂单元94为以朝向流体轨91按压对置部件93的方式而施力的部件。托盘21上的台座23的安装有卡止部件24的外侧设置有朝向铅直方向贯穿的支承轴94a,该支承轴94a能够在轴向上移动。
[0063]
如图3所示,支承轴94a为其下端安装有对置部件93的部件。单一的对置部件93被两根支承轴94a支承。对单一的对置部件93支承的台座23的侧缘以在搬运轨31的长度方向空开预定间隔的方式设置有两根支承轴94a。在两根支承轴94a的下端安装有单一的对置部件93。在此,图的符合94b表示设置在台座23上,并支承支承轴94a使其能够在轴向上移动的滑套。
[0064]
在对置部件93与台座23之间的支承轴94a上以被压缩的状态安装有作为施力部件的卷簧94c。卷簧94c的欲延伸的力作用于使对置部件93从托盘21的台座23分离的方向上。
在对置部件93与流体轨91对置的情况下,能够朝向流体轨91按压对置部件93。
[0065]
如图6以及图7所示,在对置部件93未与流体轨91对置的情况下,支承轴94a由于卷簧94c的施力而朝向z轴方向下方移动。在贯穿托盘21上的台座23的支承轴94a的上部处安装有环状物94d。环状物94d构成为,当支承轴94a与对置部件93一起下降,环状物94d与托盘21的台座23的上表面抵接时,禁止支承轴94a继续下降。因此,环状物94d为对对置部件93上的可动范围进行限制的部件。
[0066]
如图3以及图4所示,对置部件93的流体轨91方向的长度w2形成为与托盘21上的台座23的流体轨91方向的长度w1相比较长。即、托盘21形成为流体轨91的延伸方向上的端部未从対置部件93的端部突出。由此,能够防止由于相邻的托盘21彼此的端部的抵接而引起的相邻对置部件93彼此的端部之间产生间隔。另外,在本实施方式中,对置部件93的长度w2形成为与设置有加工站11、12、13的间距p相同或者略小。
[0067]
并且,在对置部件93上枢轴支承有辊96,该辊96在流体轨91上滚动,并以空开预定间隙的方式使对置部件93与流体轨91对置。另外,预定间隔为0-0.1mm。如图1的放大图所示,流体轨91的基端侧的上表面形成有辊96进行滚动将对置部件93朝向流体轨91的上表面引导的倾斜面91f。并且,在本实施方式中,一对辊96被枢轴支承在支承轴94a附近的对置部件93上。
[0068]
在对置部件93上设置有与凹部93a连通的连通部件93b。连通部件93b与吸嘴26由连通路93c连通。即、连通路93c的一端以经由连通部件93b而朝向凹部93a开放的方式安装,连通路93c的另一端与作为流体压力设备的吸嘴26相连结。以此,在托盘21上形成连通路93c,该连通路93c在托盘21被搭载于搬运轨31的状态下连通流体轨91与吸嘴26。
[0069]
因此,当使作为流体供给吸引单元的流体泵92(参照图1)驱动,例如,将被盖板91b覆盖的凹槽91d内的气体吸引变为负压时,如图2所示,经由通孔91e与凹槽91d对置的对置部件93的凹部93a中的流体被吸引。并且,由于在凹部93a上经由连通路93c而连通吸嘴26,因此当凹部93a中的流体被吸引时,经由连通路93c连通的吸嘴26构成为将工件14吸附在吸嘴26的下端。
[0070]
并且,作为带齿带的搬运带52构成为搭载于搬运轨31的托盘21能够卡止。由此,当使伺服电机59(参照图8)驱动,使卡止有托盘21的搬运带52循环时,沿着搬运带52所沿续的搬运轨31而搬运设置有在下端吸附有工件14的吸嘴26的托盘21。
[0071]
接下来,对使用了托盘搬运装置10的本发明的托盘搬运方法进行说明。
[0072]
本发明的托盘搬运方法为将搭载有吸嘴26的多个托盘21搭载于搬运轨31而搬运的托盘搬运方法。
[0073]
如图8所示,在上述托盘搬运装置10中,返回轨41与搬运轨31平行设置。由此,在搬运了搭载于搬运轨31的托盘21之后,在将托盘21从搬运轨31的顶端移载至返回轨41的顶端之后使托盘21后退至返回轨41的基端侧。之后,通过使托盘21返回至搬运轨31的基端侧,从而实现多个托盘21的循环搬运。
[0074]
此外,如图3所示,在上述托盘搬运装置10中,将形成于内部的凹槽91d与外部连通的多个通孔91e形成为在搬运轨31的延伸方向上空开预定间隔t的流体轨91沿着搬运轨31(即、搬运轨31的延伸方向)设置。由此,在搭载于搬运轨31的托盘21的搬运中,通过朝向作为流体通路的凹槽91d供给流体或者从凹槽91d吸引流体,并使形成有对一个或两个以上的
通孔91e进行覆盖的凹部93a的对置部件93与流体轨91对置,从而能够连通凹部93a与搭载于托盘21的吸嘴26,并一边使吸嘴26工作一边搬运托盘21以及对置部件93。
[0075]
从搬运多个托盘21使其循环开始说明。首先,从朝向搬运轨31搭载多个托盘21开始。在托盘21的搭载中,首先将托盘21搭载于搬运轨31的基端侧、即基端侧的架台81。并且,当将托盘21搭载于搬运轨31时,托盘21的卡止部件24与搬运带52重合。
[0076]
这样将托盘21搭载于搬运轨31的基端侧之后,使搬运带52循环从而将已搭载的托盘21仅搬运预定间距p。并且,从搬运轨31的基端侧重新将托盘21搭载于搬运轨31。重复这样的操作,如图8所示,以与加工站11、12、13的间距p相同的间距p而将搭载多个托盘21(本实施方式为6台)搭载于搬运轨31上。
[0077]
在此,设置于托盘21的对置部件93的长度在预定间距p以下或与预定间距p相同时,即可通过将托盘21依次搭载于搬运轨31使对置部件93彼此接触(抵接),从而能够较容易的以预定间距p将托盘21搭载。
[0078]
接下来,对使多个托盘21循环搬运的状态进行说明。
[0079]
当从图8所示的状态使沿着搬运轨31的搬运带52循环时,在保持预定间隔p的状态下使多个托盘21前进。并且,当多个托盘21仅前进预定间隔p时,如图9所示,一开始的托盘21从搬运轨31的顶端分离。并且,由于可动体72与搬运轨31的顶端连续,因此如图6所示,能够通过将在搬运轨31上的直线运动导轨33上移动的托盘21移动至可动体72的短轨72b,从而一开始的托盘21被搭载于可动体72上。
[0080]
接下来,如图7以及图10所示,利用返回托盘移载机构70,使搭载于可动体72的托盘21移动至返回轨41的顶端。具体而言,通过驱动电机76使滚珠丝杆75旋转,使可动体72在y轴方向上移动,从而能够使可动体72从与搬运轨31的顶端连续的图6所示的状态移动至如图7所示的与返回轨41的顶端连续的位置。之后,通过使托盘21再次从可动体72移动至返回轨41的顶端,从而将托盘21从搬运轨31的顶端移载至返回轨41的顶端。
[0081]
在此,当使搭载有托盘21的可动体72与托盘21一起在与搬运带52正交的y轴方向上移动时,由于托盘21的卡止部件24上的被凹凸24a、24b从在搬运带52的宽度方向上延伸的凹凸52a、52b沿着其宽度方向错开并脱离,因此托盘21与搬运带52的卡止被解除。
[0082]
并且,能够通过使托盘21与可动体72一起在y轴方向上移动,使托盘21与返回轨41连续,从而使可动体72、82与返回轨41在同一直线上。并且,当托盘21在返回带62的宽度方向上移动时,托盘21的卡止部件24被重新卡止在沿着返回轨41设置的返回带62。
[0083]
因此,通过使用由所谓带齿带构成的搬运带52以及返回带62,能够使托盘21与可动体72一起在y轴方向上移动不产生障碍,从而使托盘21的搬运带52以及返回带62的重新的卡合变容易。
[0084]
接下来,使托盘21在与搬运方向相反的方向上移动,使托盘21搭载于返回轨41。因此,当驱动托盘返回单元61的伺服电机69,使返回带62循环时,搭载于可动体72的托盘21从返回轨41的顶端缘移动至其顶端部。由此,托盘21从搬运轨31的顶端移载至返回轨41的顶端。
[0085]
这样,在托盘21被移载至返回轨41的顶端后,当托盘返回单元61使返回带62继续循环时,从可动体72移动至返回轨41的托盘21进一步在返回轨41上后退。并且,托盘21的后退实施到托盘21到达返回轨41的基端为止。
[0086]
如图11所示,当以将搬运托盘移载机构80的可动体82收纳在返回轨41的基端侧的方式使托盘21后退时,搭载于返回轨41上而后退的托盘21移动至搬运托盘移载机构80上的可动体82,从而托盘21被搭载于可动体82。
[0087]
接下来,利用搬运托盘移载机构80将从返回轨41移动并搭载于可动体82上的托盘21从返回轨41的基端移动至搬运轨31的基端。具体而言,通过驱动搬运托盘移载机构80上的电机86,并使滚珠丝杆85旋转,使可动体82在y轴方向上移动,从而使可动体82从与返回轨41的基端连续的图11所示的状态移动至图8所示的与搬运轨31的基端连续的位置。
[0088]
之后,通过再次使托盘21从可动体82移动至搬运轨31的基端,从而使托盘21从返回轨41的基端移载至搬运轨31的基端。即、在可动体82与搬运轨31连续的状态下,可动体82与搬运轨31在同一直线上,从而托盘21重新与沿着搬运轨31设置的搬运带52卡止。因此,搭载于与搬运轨31连续的可动体82上的托盘21由于搬运带52的循环能够再次搬运,被移载至搬运轨31的基端。由此,包括了托盘21的多个托盘21能够在平面内以方形进行循环。
[0089]
接下来,对一边使作为流体压力设备的吸嘴26工作一边搬运托盘21进行说明。
[0090]
即、如图1所示,在搭载于搬运轨31的托盘21的搬运中,一边使沿着搬运轨31设置的搬运带52循环一边朝向流体轨91的作为流体通路的凹槽91d供给流体或者从凹槽91d吸引流体。并且,使搭载于托盘21的吸嘴26与凹槽91d连通,一边使吸嘴26工作一边搬运托盘21。
[0091]
具体而言,如图1的放大图所示,在与工件供给机16对置的流体轨91上形成有作为流体通路的凹槽91d。以覆盖凹槽91d的方式在搭载于基材91a上的盖板91d上形成有多个通孔91e。因此,首先驱动作为流体供给吸引单元的流体泵92,对被盖板91b覆盖的凹槽91d的内部的气体进行吸引,从而使凹槽91d的内部变为负压。
[0092]
在该状态下,当使托盘21与工件供给机16对置时,在托盘21上设置有对置部件93,该对置部件93形成有对多个通孔91e进行覆盖的凹部93a。由此,经由流体轨91的通孔91e吸引对通孔91e进行覆盖的凹部93a的气体,使凹部93a变为负压。并且,如图2所示,由于凹部93a与吸嘴26被连通路93c连结,从经由连通路93c而与凹部93a连通的托盘21的吸嘴26吸引气体。因此,能够将由工件供给机16所供给的工件14吸附在吸嘴26的下端。
[0093]
在将工件14吸附后,当使沿着搬运轨31的搬运带52再次循环,使托盘21以吸附工件14的状态前进时,如图1所示,托盘21接着与第三加工站13对置。
[0094]
并且,在托盘21与第三加工站13对置的阶段托盘21的搬运被停止。并且,在第三加工站13中,对于被吸附于托盘21的吸嘴26上的工件14实施预定加工。并且,在预定加工结束后,再次使搬运带52循环再次搬运托盘21。重复这样的作业,使搬运的托盘21依次与各加工站11、12、13对置,从而对吸附于托盘21的吸嘴26上的工件14依次实施加工。
[0095]
在此,在沿着搬运轨31设置的流体轨91上形成有多个通孔91e,多个通孔91e在长度方向上空开预定间隔t而连续。由此,搬运途中的托盘21以及与各加工站11、12、13对置的托盘21的对置部件93的凹部93a覆盖流体轨91上的任意一个通孔91e。
[0096]
因此,当作为流体供给吸引单元的流体泵92驱动时,无论是否是搬运途中,从与托盘21上的对置部件93的凹部93a连通的吸嘴26一直能够吸引气体,从而对于吸嘴26的下端的工件14的吸附状态被维持。
[0097]
并且,由全部的加工站11、12、13实施的加工结束之后,进一步被搬运的托盘21与
工件回收机17对置。并且,在托盘21所对置的工件回收机17中,将实施了一系列加工的工件14从吸嘴26拆卸而回收。
[0098]
在工件14被回收后,如图6以及图9所示,进一步被搬运的托盘21从搬运轨31的顶端分离,托盘21移动至返回托盘移载机构70的可动体72,并搭载于可动体72。
[0099]
在此,流体轨91在可动体72处消失。即、在可动体72上未设置有流体轨91。因此,即使驱动作为流体供给吸引单元的流体泵92,在流体轨91消失的可动体72上来自托盘21的吸嘴26的气体的吸引变无,从而也能够使托盘21移载至返回轨41。
[0100]
此外,与搬运轨31的顶端侧连续的可动体72设置为能够与在x轴方向上排列的各加工站11、12、13以相同的间距p排列地在y轴方向上移动。由此,当以与间距p相同的间距p将多个托盘21搭载在搬运轨31上,一开始的托盘21到达可动体72时,其他的托盘21也与各加工站11、12、13对置。因此,在各加工站11、12、13中,为了工件14的加工,托盘21的搬运被一时停止。
[0101]
为了工件14的加工,在托盘21的搬运被停止的期间,将到达搬运轨31的顶端侧的可动体72的一开始的托盘21移载至返回轨41的顶端。并且,使托盘21沿着返回轨41后退,再次将托盘21从返回轨41的基端移载至搬运轨31的基端侧。
[0102]
这样,当将托盘21从搬运轨31的顶端返回至搬运轨31的基端的循环被实施一次时,能够将搭载于搬运轨31的多个托盘21分别朝向逆时针方向进行搬运。
[0103]
并且,这样的循环每实施一次,在使托盘搬运装置10的动作停止的状态下使各加工站11、12、13工作,对吸附于在搬运轨31上排列的各托盘21的吸嘴26的、各工件14同步实施各种加工以及工件14的吸附、回收。
[0104]
这样,在本发明的托盘搬运装置10以及托盘搬运方法中,能够以使多个托盘21循环的方式进行搬运。通过使用与搬运轨31平行设置的流体轨91,即使是单一的作为流体供给吸引单元的流体泵92,也能够在使多个托盘21的吸嘴26分别工作的状态下,同时搬运多个托盘21。
[0105]
并且,形成流体轨91的流体通路的凹槽91d形成为在流体轨91的长度方向、即托盘21的搬运方向延伸。由此,搭载于搬运轨31的托盘21即使被搬运,对置部件93所覆盖的流体轨91的任意的通孔91e必定与凹部93a连通,并且托盘21与对置部件93一起移动,因此任意的通孔91e与对置部件93的凹部93a必定连通。其结果,即使托盘21移动,也能够维持吸嘴26的下端的工件14的吸附(参照图2)。
[0106]
因此,在托盘搬运装置10中,能够一边使吸嘴26工作一边使托盘21移动,从而能够避免使流吸嘴26工作的流体泵92搭载在托盘21上。
[0107]
在此,当通过流体泵92对构成流体通路的凹槽91d的气体进行吸引,并且经由通孔91e吸引对置部件93的凹部93a的气体时,对置部件93被吸附在流体轨91的上表面,该吸附可能成为托盘21搬运的阻力。
[0108]
在本实施方式中,为了防止对置部件93被吸附在流体轨91的上表面,在对置部件93上枢轴支承有在流体轨91上滚动的辊96。由此,即使将对置部件93与流体轨91的上表面対置,也能够减少对于托盘21搬运的阻力。
[0109]
另一方面,能够考虑到当将对置部件93从流体轨91的上表面空开预定间隙与流体轨91对置时,作为流体的气体从预定间隙流入凹部93a,从而来自与凹部93a连通的吸嘴26
的气体的吸引变得困难。因此,通过将预定间隙设为0-0.1mm,从而来自吸嘴26的气体的吸引变得困难的量的气体流入凹部93a的情况较少。并且,考虑来自间隔的气体的流入,能够通过确保充分的凹槽91d的截面积以及通孔91e的个数或大小,从而使来自吸嘴26的气体的吸引继续。
[0110]
此外,还能够考虑到如果产生对置部件93未覆盖的通孔91e,气体从该通孔91e流入凹槽91d,从而经由被对置部件93覆盖的其他的通孔91e与凹槽91d连通的凹部93a的气体的吸引变得困难。因此,能够通过将多个托盘21与搬运轨31连续搭载,并使多个托盘21的对置部件93彼此接近或接触进行搬运,从而避免对置部件93未覆盖通孔91e的情况产生。另外,优选于相邻的对置部件93彼此对置的端部相互抵接。
[0111]
并且,还能够考虑到搬运轨31的长度较长的情况下,与搬运轨31平行设置的流体轨91也变得较长,从而相对于托盘21被搭载搬运的搬运轨31流体轨91可能歪曲。因此,通过将对置部件93经由悬挂单元94安装在托盘21上,从而对置部件93一直被悬挂单元94朝向流体轨91按压。其结果,流体轨91的歪曲被悬挂单元94吸收,从而能够从对置部件93的流体轨91的上表面维持预定间隙搬运托盘21。
[0112]
接下来,对本实施方式所起到的作用效果进行说明。
[0113]
本实施方式所涉及的托盘搬运装置10,其具备:搬运轨31,其将搭载有吸嘴26的托盘21搭载成能够移动;托盘搬运单元51,其对搭载于搬运轨31的托盘21进行搬运;流体轨91,其沿着搬运轨31设置,并在内部形成有凹槽91d;流体泵92,其设置为与凹槽91d连通,并朝向凹槽91d供给流体或者从凹槽91d吸引流体。在流体轨91形成有使凹槽91d与外部连通的多个通孔91e,在托盘21上设置有对置部件93以及连通路93c,对置部件93形成有对多个通孔91e的一部分进行覆盖的凹部93a,并且与流体轨91对置,连通路93c将凹部93a与吸嘴26连通。
[0114]
本实施方式所涉及的托盘搬运方法,其将搭载有吸嘴26的托盘21搭载于搬运轨31进行搬运,将内部形成有凹槽91d、并且形成有使凹槽91d与外部连通的多个通孔91e的流体轨91沿着搬运轨31设置,朝向凹槽91d供给流体或者从凹槽91d吸引流体,使形成有对多个通孔91e的一部分进行覆盖的凹部93a的对置部件93与流体轨91对置,使凹部93a与搭载于托盘21的吸嘴26连通,并一边使吸嘴26工作,一边搬运托盘21以及对置部件93。
[0115]
根据这样的结构,由于将流体轨91沿着搬运轨31设置,从流体泵92朝向流体轨91供给流体或者吸引流体,将搭载于托盘21的吸嘴26与流体轨91连通,一边使吸嘴26工作一边搬运托盘21,因此能够避免使吸嘴26工作的流体泵26搭载在托盘21上。
[0116]
此外,即使在将多个托盘21搭载于搬运轨31进行搬运的情况下,也能够通过将流体轨91沿着搬运轨31设置,使搭载于多个托盘21上的吸嘴26分别与流体轨91连结。其结果,即使是单一的流体泵92,也能够通过利用流体泵92朝向流体轨91供给流体或吸引流体,使分别搭载于多个托盘21的吸嘴26同时工作。
[0117]
此外,在本实施方式中,即使在托盘21被托盘搬运单元51搬运至搬运轨31的任意位置的情况下,凹部93a也均对多个通孔91e的一部分进行覆盖。
[0118]
根据这样的结构,能够经由对形成于流体轨91的多个通孔91e的一部分一直进行覆盖的凹部93a,使托盘21的吸嘴26以及流体轨91的凹槽91d可靠地连通。其结果,能够一边使吸嘴26工作一边搬运托盘21。
[0119]
此外,在本实施方式中,在对置部件93枢轴支承有辊96,辊96在流体轨91上滚动,并以空开预定间隙的方式使对置部件93与流体轨91对置。
[0120]
根据这样的结构,由于能够防止对置部件93被吸附在流体轨91的上表面,因此能够去除由对置部件93与流体轨91接触而产生的滑动阻力。其结果,能够减少对于托盘21搬运的阻力。
[0121]
此外,在本实施方式中,在托盘21设置有悬挂单元94,悬挂单元94朝向流体轨91按压对置部件93。
[0122]
根据该结构,流体91的歪曲被悬挂单元94吸收,从而能够从对置部件93的流体轨91的上表面维持预定间隙搬运托盘21。
[0123]
此外,在本实施方式中,在搬运轨91上搭载有沿着搬运轨31排列的多个托盘21,相邻的对置部件93的彼此对置的端部相互抵接。
[0124]
根据该结构,由于相邻的对置部件93的彼此对置的端部相互抵接,因此能够使相邻对置部件93彼此的端部之间的间隙没有。其结果,能够避免在托盘21的搬运中对置部件93未覆盖的通孔91e产生的情况,从而能够防止由通孔91e导致的漏气。
[0125]
此外,在本实施方式中,托盘21形成为,流体轨91的延伸方向上的端部未从对置部件93的端部突出。
[0126]
根据该结构,由于在流体轨91的延伸方向上的托盘21的端部未从对置部件93的端部突出,因此能够防止相邻的托盘21彼此的端部的抵接导致的相邻的对置部件93彼此的端部之间的间隙产生。其结果,能够避免在托盘21的搬运中对置部件93未覆盖的通孔91e产生的情况,从而能够防止由通孔91e导致的漏气。
[0127]
此外,在本实施方式中,托盘搬运装置10还具备:返回轨41,其与搬运轨31平行设置,并将托盘21搭载成能够移动;托盘返回单元61,其使搭载于返回轨41的托盘21朝向与搬运方向相反的方向移动;返回托盘移载机构70,其将搭载于搬运轨31的托盘21从搬运轨31的顶端移载至返回轨41的顶端;搬运托盘移载机构80,其将搭载于返回轨41的托盘21从返回轨41的基端移载至搬运轨21的基端。
[0128]
根据该结构,能够以使托盘21沿着搬运轨31以及返回轨41循环的方式搬运托盘21。
[0129]
此外,在本实施方式中,托盘搬运单元51具有:搬运带52,搬运带52设置为能够沿着搬运轨31循环,伺服电机59,伺服电机59使搬运带52循环,托盘返回单元61具有:返回带62,返回带62设置为能够沿着返回轨41循环,伺服电机69,伺服电机69使返回带62循环。在托盘21上设置有卡止部件24,卡止部件24与托盘21一起在搬运带52或返回带62的宽度方向上移动,从而能够与搬运带52或返回带62卡止。
[0130]
根据该结构,由于与搬运带52或返回带62独立的托盘21的移动被禁止,因此托盘21与搬运带52或返回带62卡止被搬运。
[0131]
此外,将多个托盘21连续地搭载于搬运轨31上,并一边使被设置于多个托盘21的对置部件93彼此接近或者抵接,一边搬运托盘21。
[0132]
根据该结构,能够避免在托盘21的搬运中对置部件93未覆盖的通孔91e产生的情况,从而能够防止由通孔91e导致的漏气。
[0133]
以上,虽然对本发明的实施方式进行了说明,但上述实施方式仅仅示出了本发明
的应用例的一部分,并不意味着将本发明的技术范围限定于上述实施方式的具体的结构。
[0134]
接下来,对本发明所涉及的改变例进行说明。
[0135]
在上述的实施方式中,说明了对置部件93的流体轨91方向的长度w2在托盘21的台座23的流体轨91方向与长度w1相比较长的情况。然而,对置部件93的流体轨91方向的长度w2,不仅限于此,也可以在托盘21的台座23的流体轨91方向上与长度w1相同。即使在该情况下,也能够通过将多个托盘21连续地搭载于搬运轨31上,并使多个托盘21的对置部件93相互接近或接触对托盘21进行搬运,从而避免对置部件93未覆盖通孔91e的情况产生。
[0136]
此外,在上述实施方式中,说明了利用电气驱动式的伺服电机59、69使滑轮55、66旋转从而使搬运带52、返回带62循环的情况。然而,并不仅限于此,只要能够使滑轮55、66旋转,也可以代替伺服电机,使用流体压力缸、流体压力电机。
[0137]
此外,在上述实施方式中,不让流体轨91沿着返回轨41,在搭载于返回轨41的托盘21中,说明了不使吸嘴26工作的情况。然而,不仅限于此,也可以使流体轨91沿着使托盘21后退的返回轨41形成。在该情况下,通过使对置部件93与沿着返回轨41设置的流体轨91对置,从而即使在搭载于返回轨41的托盘21中,也能够使吸嘴26工作。
[0138]
此外,在上述实施方式中,说明了流体压力设备为通过气体的吸引吸附工件14的吸嘴26的情况。然而,流体压力设备只要能够利用流体能够工作,并不限于此,例如,也可以是利用流体的吸引使工件14旋转的部件、或者对工件14进行加工的部件。
[0139]
此外,在上述实施方式中,通过利用流体泵92将流体轨91的凹槽91d的气体吸引变为负压,从而使吸嘴26工作。然而,也可以朝向凹槽91d供给流体进行加压,并将利用从凹槽91d供给的流体而工作吸嘴26设置在托盘21上。
[0140]
该情况下,能够考虑到对与凹槽91d连通的通孔91e进行覆盖的对置部件93浮起从而流体泄露的情况。因此,能够通过将对置部件93朝向流体轨91按压的悬挂单元94设置在托盘21上,从而防止对置部件93从流体轨91浮起,并抑制流体的泄露,从而能够确保吸嘴26的工作。
[0141]
本申请要求基于在2019年8月21日向日本专利局提出的日本特愿2019-151021的优先权,并通过参照的方式在本说明书中引入了该申请的全部内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1