联结具有不同电阻率的钢的方法与流程
[0001]
本公开涉及联结具有不同电阻率的钢构件以及包括联结的构件的组件。
背景技术:
[0002]
电阻焊接已成为用于将钢工件联结在一起的常用且成功的工艺。电阻焊接在很大程度上已是成功的,因为联结的材料彼此相同或非常相似。近年来,已经开发了更新更高级的高强度钢,这种高强度钢具有许多期望性能。然而,当试图将钢工件中的每一个彼此大不相同的钢工件电阻焊接在一起时,结果缺乏到较软(强度较低)的钢中的焊接渗透。当钢工件中的每一个具有在很大程度上不同的电阻率时,焊接渗透可能不充分,并且焊接接头可能容易裂开。
技术实现要素:
[0003]
本公开提供了一种用于将具有不同电阻率的钢工件联结在一起的方法以及所产生的联结组件。第三材料(例如,其可以是铆钉、第三工件或热喷涂层的形式)用于将焊接热集中到具有较低电阻率的钢中,这产生平衡的焊接渗透和良好的焊接接头。
[0004]
在一种可以与本文所述的其它形式组合或分开的形式中,提供了一种联结多构件工件的方法。方法包括提供具有第一电阻率的第一钢工件和具有低于第一电阻率的第二电阻率的第二钢工件。方法还包括将第三材料设置为与至少第二钢工件接触,第三材料具有大于第二电阻率的第三电阻率。方法还包括将第一工件和第二工件以及第三材料电阻焊接在一起。
[0005]
在可以与本文所公开的其它形式组合或分开的另一种形式中,提供了一种结合组件,该结合组件包括由具有第一电阻率的第一钢材料形成的第一构件和由具有低于第一电阻率的第二电阻率的第二钢材料形成的第二构件。第三材料被设置为与至少第二钢构件接触,第三材料具有大于第二电阻率的第三电阻率。第一构件和第二构件以及第三材料被结合在一起。
[0006]
可以可选地提供附加特征,这些附加特征包括但不限于以下各者:第三材料与第一工件/构件接触;第三电阻率小于或等于第一电阻率;第三电阻率是第二电阻率的至少两倍;第一电阻率是第二电阻率的至少三倍;第三电阻率小于第二电阻率的三倍;第一钢工件由第三代(gen 3)钢形成;第二钢工件由无间隙原子(if)钢形成;和/或第三材料是硼钢合金。
[0007]
在一些示例中,以通过第二钢工件插入的铆钉的形式提供第三材料。铆钉具有设置在第二工件的外侧上的头部,并且铆钉可以具有通过第二构件插入的杆(shank)。电阻焊接是通过将第一电极按压紧靠铆钉的头部和将第二电极按压紧靠第一工件的外侧,并且通过第一工件和第二工件以及通过铆钉使电流在第一电极与第二电极之间通过来执行的。铆钉还可以被按压到第一钢工件中。所产生的结合组件包括结合到第二构件的铆钉的头部和结合到第一构件和第二构件两者的铆钉的杆。
[0008]
在其它示例中,可以以设置在第一工件与第二工件之间的第三工件的形式提供第三材料。在这些情况下,铆钉可以通过第二工件来设置并且设置到第三工件中。电阻焊接可以通过将第一电极按压紧靠铆钉的头部上和将第二电极按压紧靠第一工件的外侧,并且通过第一工件、第二工件和第三工件以及通过铆钉使电流在第一电极与第二电极之间通过来执行。铆钉可以由具有大于第二电阻率的第四电阻率的材料形成。所产生的结合组件包括结合到第二构件的铆钉的头部和结合到第二构件和第三构件两者的铆钉的杆。
[0009]
在其它示例中,可以以设置在第一工件或构件与第二工件或构件之间的涂层(诸如热喷涂层)的形式提供第三材料。例如,第三材料可以是镍、铝硅合金和/或硼钢合金。
[0010]
本发明还提供了以下方案:方案1. 一种联结多构件工件的方法,所述方法包括:提供具有第一电阻率的第一钢工件;提供具有低于所述第一电阻率的第二电阻率的第二钢工件;将第三材料设置为与所述第二钢工件接触,所述第三材料具有大于所述第二电阻率的第三电阻率;以及将所述第一钢工件和所述第二钢工件以及所述第三材料电阻焊接在一起。
[0011]
方案2. 根据方案1所述的方法,所述方法还包括将所述第三电阻率和所述第一电阻率中的至少一个提供为所述第二电阻率的至少两倍。
[0012]
方案3. 根据方案1所述的方法,所述方法还包括将所述第三电阻率提供为所述第二电阻率的至少两倍。
[0013]
方案4. 根据方案3所述的方法,所述方法还包括将所述第一电阻率提供为所述第二电阻率的至少三倍。
[0014]
方案5. 根据方案4所述的方法,所述方法还包括将所述第三电阻率提供为小于所述第二电阻率的三倍。
[0015]
方案6. 根据方案5所述的方法,所述方法还包括形成第三代(gen 3)钢的所述第一钢工件,形成无间隙原子(if)钢的所述第二钢工件以及将所述第三材料提供为硼钢合金。
[0016]
方案7. 根据方案1所述的方法,所述方法还包括以通过所述第二钢工件插入的铆钉的形式提供所述第三材料,所述铆钉具有设置在所述第二钢工件的外侧上的头部,其中,所述电阻焊接的步骤包括将第一电极按压紧靠所述铆钉的所述头部并且将第二电极按压紧靠所述第一钢工件的外侧,以及通过所述第一钢工件和所述第二钢工件以及通过所述铆钉使电流在所述第一电极与所述第二电极之间通过。
[0017]
方案8. 根据方案7所述的方法,所述方法还包括将所述铆钉提供为与所述第一钢工件接触。
[0018]
方案9. 根据方案1所述的方法,所述方法还包括以设置在所述第一钢工件与所述第二钢工件之间的第三钢工件的形式提供所述第三材料。
[0019]
方案10. 根据方案9所述的方法,所述方法还包括通过所述第二钢工件设置铆钉并且将所述铆钉设置到所述第三钢工件中,所述铆钉具有设置在所述第二钢工件的外侧上的头部,其中,所述电阻焊接的步骤包括将第一电极按压紧靠所述铆钉的所述头部并且将第二电极按压紧靠所述第一钢工件的外侧,以及通过所述第一钢工件、所述第二钢工件和
所述第三钢工件并且通过所述铆钉使电流在所述第一电极与所述第二电极之间通过,所述铆钉由具有大于所述第二电阻率的第四电阻率的材料形成。
[0020]
方案11. 根据方案1所述的方法,所述方法还包括以设置在所述第一钢工件与所述第二钢工件之间并且与所述第一钢工件和所述第二钢工件两者接触的涂层的形式提供所述第三材料。
[0021]
方案12. 根据方案11所述的方法,其中,所述第三材料选自以下材料的组:镍、铝硅合金和硼钢合金。
[0022]
方案13. 一种结合组件,所述结合组件包括:第一构件,所述第一构件由具有第一电阻率的第一钢材料形成;第二构件,所述第二构件由具有低于所述第一电阻率的第二电阻率的第二钢材料形成;以及设置为与所述第二构件接触的第三材料,所述第三材料具有大于所述第二电阻率的第三电阻率,所述第一构件和所述第二构件以及所述第三材料被结合在一起。
[0023]
方案14. 根据方案13所述的结合组件,其中,所述第三电阻率和所述第一电阻率中的至少一个为所述第二电阻率的至少两倍。
[0024]
方案15. 根据方案13所述的结合组件,其中,所述第三电阻率是所述第二电阻率的至少两倍。
[0025]
方案16. 根据方案15所述的结合组件,其中,所述第一电阻率是所述第二电阻率的至少三倍,并且所述第三电阻率小于所述第二电阻率的三倍。
[0026]
方案17. 根据方案16所述的结合组件,所述第一构件由gen 3钢形成,所述第二构件由无间隙原子(if)钢形成,并且所述第三材料是硼钢合金。
[0027]
方案18. 根据方案13所述的结合组件,其中,所述第三材料是具有通过所述第二构件插入并且与所述第一构件接触的杆的铆钉的形式,所述铆钉具有设置在所述第二构件的外侧上的头部,所述铆钉的所述头部被结合到所述第二构件,并且所述铆钉的所述杆被结合到所述第一构件和所述第二构件两者。
[0028]
方案19. 根据方案13所述的结合组件,其中,所述第三材料是被夹在所述第一构件与所述第二构件之间的第三构件的形式,所述第三构件由第三钢形成,所述结合组件还包括铆钉,所述铆钉具有设置为与所述第二构件的外侧接触的头部和通过所述第二构件插入并且与所述第三构件接触的杆,所述铆钉的所述头部被结合到所述第二构件,并且所述铆钉的所述杆被结合到所述第二构件和所述第三构件两者。
[0029]
方案20. 根据方案13所述的结合组件,其中,所述第三材料是布置在所述第一构件与所述第二构件之间的涂层的形式,所述涂层与所述第一构件和所述第二构件两者接触。
[0030]
当结合附图获得时,上述特征和优点以及其它特征和优点由以下详细描述而容易明白。
附图说明
[0031]
提供图是为了说明的目的,而不旨在限制本申请或权利要求的范围。
[0032]
图1是图示了根据本公开的原理的联结多工件堆叠的方法的框图;
图2a是根据本公开的原理的具有插入堆叠中的铆钉的多工件堆叠的示意横截面图;图2b是根据本公开的原理的具有设置在堆叠的每一侧上的一对电极的图2a的多工件堆叠的示意横截面图;图2c是根据本公开的原理的通过联结图2a至图2b的堆叠而形成的结合组件的示意横截面图;图3a是根据本公开的原理的具有插入堆叠中的铆钉的另一个多工件堆叠的示意横截面图;图3b是根据本公开的原理的具有设置在堆叠的每一侧上的一对电极的图3a的多工件堆叠的示意横截面图;图3c是根据本公开的原理的通过联结图3a至图3b的堆叠而形成的结合组件的示意横截面图;图4a是根据本公开的原理的具有设置在其上的热喷涂层的工件的示意横截面图;图4b是根据本公开的原理的多工件堆叠的示意横截面图,该多工件堆叠包括图4a的工件和设置在其上具有设置在它们之间的热喷涂层的另一个工件;图4c是根据本公开的原理的具有设置在堆叠的每一侧上的一对电极的图4b的多工件堆叠的示意横截面图;以及图4d是根据本公开的原理的通过联结图4b至图4c的堆叠而形成的结合组件的示意横截面图。
具体实施方式
[0033]
参照图(在这些图中,相同的附图标记指相似的组件),图1是在较高的层次上图示了用于联结多构件工件的方法10。参照图2a连同图1,方法10包括:步骤12,即提供具有第一电阻率的第一钢工件14;以及步骤16,即提供具有低于第一电阻率的第二电阻率的第二钢工件18。如图2a所示,第一工件14和第二工件18设置在堆叠20中,以准备电阻焊接操作,其中,第二工件18设置在第一工件14上。
[0034]
如上所述,因为第一工件14和第二工件18的电阻率彼此不同,其中,第二工件18的电阻率低于第一工件14的电阻率,所以焊接接头通常不会良好地渗透到第二工件中,这也是因为热量会集中在具有较高电阻率的工件14中。为了提供良好渗透的焊接接头,方法10包括步骤22,即将第三材料设置为与第一钢工件14和第二钢工件18两者接触,其中,第三材料具有大于第二电阻率的第三电阻率。
[0035]
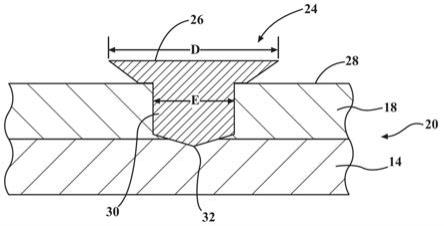
在图2a的示例中,第三材料是作为通过第二钢构件18插入的插入件或铆钉24而被提供的,并且铆钉24还可以与第一钢工件14接触。铆钉24具有设置在第二工件18的外侧28上的头部26以及杆30,该杆通过第二工件18设置并且还在杆30的尖端32处被按压到第一工件14中。铆钉24可以是自穿铆钉或另一种类型的插入件或铆钉。在所图示的示例中,头部26具有直径d,该直径d是杆30的直径e的两倍以上,但是在没有超出本公开地精神和范围的情况下可以替代地使用其它头部直径。
[0036]
现在参照图2b,并且继续参照图1,方法10还包括步骤34,即将第一工件14和第二工件18以及第三材料24电阻焊接在一起。在图2b的示例中,电阻焊接是电阻点焊接操作,该电阻点焊接操作是通过将第一电极36按压紧靠铆钉24的头部26并且将第二电极38按压紧
靠第一工件14的外侧40来执行的。电流是通过第一工件14和第二工件18以及通过铆钉24而在第一电极36与第二电极38之间通过的。当电流通过铆钉杆30时,增强了第一工件14与第二工件18之间的接合表面处的焦耳热发生,这改善了到具有工件14、18的较低电阻率的第二钢工件18中的焊接渗透。到第二钢工件18中的焊接渗透至少部分地得到改善,因为铆钉24的电阻率比第二工件18的电阻率高。铆钉24的大头部26也有助于到第二工件18中的焊接渗透。
[0037]
现在参照图2c,平衡的焊接熔核46因此形成在钢工件14、18的接合表面42、44处,其中,焊接熔核46良好地渗透到工件14、18两者中。例如,焊接熔核46可以按焊接熔核46总数的至少25%(并且可以高达75%)渗透到每个工件14、18中。因此,图2c图示了结合组件48,该结合组件包括第一构件14、第二构件18和第三材料(其是铆钉24),它们通过焊接熔核46结合在一起。
[0038]
在一些示例中,第三电阻率(铆钉材料的电阻率)可以小于或等于第一工件14的电阻率,但是在其它示例中,铆钉24的电阻率甚至可以大于第一工件14的电阻率。(第一工件14和铆钉24两者的电阻率均大于第二工件18的电阻率)。
[0039]
在其它示例中,铆钉24的电阻率具有在第一工件14和第二工件18的电阻率的值之间的某个值。例如,铆钉24的电阻率可以是第二工件18的电阻率的至少两倍,并且第一工件14的电阻率可以是第二工件的电阻率的至少三倍。在一些示例中,铆钉24的电阻率可以是第二工件18的电阻率的两倍以上,但是小于第二工件18的电阻率的三倍。
[0040]
可以用于第一工件14的钢材料的一些示例可以是第二代高强度(gen 2)钢(奥氏体不锈钢)、第三代高级高强度(gen 3)钢、相变诱导塑性(trip)钢、孪生诱导塑性(twip)钢、硼钢合金和/或具有相对大的电阻率的任何其它钢。例如,如果使用gen 3钢,则在20摄氏度下,电阻率可以为约40
ꢀµω∙
cm至60
ꢀµω∙
cm。(本文给出的所有电阻率值是在20摄氏度下)。
[0041]
可以用于第二工件18的钢材料的一些示例包括无间隙原子(if)钢或其它软钢、高强度低合金钢(诸如340hsla)、双相钢(诸如dp590)和马氏体钢(诸如ms1500)。如果使用if钢,则电阻率可以为约12
ꢀµω∙
cm至13
ꢀµω∙
cm。340hsla钢可以具有约18
ꢀµω∙
cm至20
ꢀµω∙
cm的电阻率,dp590钢可以具有约19
ꢀµω∙
cm至20
ꢀµω∙
cm的电阻率,并且ms1500钢可以具有约19
ꢀµω∙
cm至20
ꢀµω∙
cm的电阻率。
[0042]
铆钉24也可以由具有相对大的电阻率的钢形成。例如,铆钉24可以由硼钢合金(诸如phs1300)、gen 3钢、多相钢(诸如mp1180或mp980)、双相钢(诸如dp980、dp780或dp590)或高强度低合金钢(诸如340hsla)形成。如果使用phs1300硼钢合金,则电阻率可以为约26
ꢀµω∙
cm至28
ꢀµω∙
cm。mp1180钢可以具有约30
ꢀµω∙
cm至32
ꢀµω∙
cm的电阻率,dp980钢可以具有约29
ꢀµω∙
cm至35
ꢀµω∙
cm的电阻率,mp980钢可以具有约26
ꢀµω∙
cm至34
ꢀµω∙
cm的电阻率,并且dp780钢可以具有约24
ꢀµω∙
cm至31
ꢀµω∙
cm的电阻率。
[0043]
在一个示例中,第一工件14由具有约40
ꢀµω∙
cm至60
ꢀµω∙
cm的电阻率的gen 3钢形成,第二工件18由具有约12
ꢀµω∙
cm至13
ꢀµω∙
cm的电阻率的if钢形成,并且铆钉24由具有约26
ꢀµω∙
cm至28
ꢀµω∙
cm的电阻率的硼钢合金(更具体地是phs1500)形成。因此,铆钉24的电阻率大于第二工件18的电阻率的两倍,但是第一工件14的电阻率是第二工件18的电阻率的三倍以上,并且大于铆钉24的电阻率。
[0044]
现在参照图3a至图3c,图示了图1的方法10的应用的另一个示例。在该示例中,第三工件50在工件堆叠120中被设置在(被夹在)第一工件114和第二工件118之间。铆钉124通过第二工件118设置并且设置到第三工件50中。铆钉124具有设置在第二工件118的外侧128上的头部126以及通过第二工件118设置并且设置为与第三工件50接触的杆130。虽然杆130不会通过第三工件50延伸到第一工件114,但是应当理解,在另一个示例中,杆130可以一直延伸通过第三工件50并且与第一工件114接触。在其它示例中,杆130可以更短,并且不完全延伸通过第二工件118以与第三工件50接触。
[0045]
类似于上面给出的示例,第一工件114和第二工件118的电阻率彼此不同,其中,第二工件118的电阻率低于第一工件114的电阻率。为了提供良好渗透的焊接接头,方法10包括步骤22,即将第三材料设置为与第一工件114和第二工件118两者接触,其中,第三材料具有大于第二电阻率的第三电阻率。在图3a的示例中,第三材料是以第三工件50的形式提供的,该第三工件50具有高于第二工件118的电阻率但是低于第一工件114的电阻率的电阻率。插入件或铆钉124也通过第二钢工件118插入,并且与第三钢工件50接触,以在第二工件18中提供更多的加热。铆钉124也具有大于第二工件118的电阻率的电阻率,并且铆钉124的电阻率也优选地大于第三工件50的电阻率。
[0046]
现在参照图3b,电阻点焊接操作是通过将第一电极136按压紧靠铆钉124的头部126并且将第二电极138按压紧靠第一工件114的外侧140来执行的。电流是通过第一工件114、第二工件118和第三工件50以及通过铆钉124而在第一电极136与第二电极138之间通过的。当电流通过铆钉杆130和第三工件50时,增强了接合表面54、56、58处的焦耳热生成,这改善了到具有低电阻率的钢工件118中的焊接渗透。
[0047]
现在参照图3c,平衡的焊接熔核60因此形成在第三钢工件50和第二钢工件118的接合表面52、54处,其中,焊接熔核60良好地渗透到工件50、118两者中;并且平衡的焊接熔核62形成在第一工件114和第三工件50的接合表面56、58之间,其中,焊接熔核62良好地渗透到工件114、50两者中。例如,焊接熔核60可以按焊接熔核60总数的25%至75%渗透到第三工件50和第二工件118中的每一个中;并且焊接熔核62可以按焊接熔核62总数的25%至75%渗透到第一工件114和第三工件50中的每一个中。因此,图3c图示了结合组件148,该结合组件包括第一构件114、第二构件118、第三构件50和铆钉124,它们通过焊接熔核60、62结合在一起。
[0048]
第三工件50的电阻率优选地具有在第一工件114和第二工件118的电阻率的值之间的值,但是在一些示例中,第三工件50的电阻率可以等于第一工件或第二工件中的任一个的电阻率,并且在另一个示例中,第三工件的电阻率可以大于第一工件的电阻率。与上面关于图2a至图2c给出的示例一样,铆钉124的电阻率可以小于或等于第一工件114的电阻率,但是在其它示例中,铆钉124的电阻率可以大于第一工件114的电阻率。在其它示例中,铆钉124的电阻率具有在第一工件114和第二工件118的电阻率的值之间的某个值。例如,铆钉124的电阻率可以是第二工件118的电阻率的至少两倍,并且第一工件114的电阻率可以是第二工件118的电阻率的至少三倍。在一些示例中,铆钉124的电阻率可以大于第二工件118的电阻率的两倍,但是小于第二工件118的电阻率的三倍。
[0049]
可以用于第一工件114的钢材料的一些示例可以是第二代高强度(gen 2)钢(奥氏体不锈钢)、第三代高级高强度(gen 3)钢、相变诱导塑性(trip)钢、孪生诱导塑性(twip)
钢、硼钢合金和/或具有相对大的电阻率的任何其它钢。可以用于第二工件118的钢材料的一些示例包括无间隙原子(if)钢或其它软钢、高强度低合金钢(诸如340hsla)、双相钢(诸如dp590)和马氏体钢(诸如ms1500)。铆钉124也可以由具有相对大的电阻率的钢形成。例如,铆钉124可以由硼钢合金(诸如phs1300)、gen 3钢、多相钢(诸如mp1180或mp980)、双相钢(诸如dp980、dp780或dp590)或高强度低合金钢(诸如340hsla)形成。
[0050]
例如,第三工件50可以由上述钢(诸如第二代高强度(gen 2)钢(奥氏体不锈钢)、第三代高级高强度(gen 3)钢、相变诱导塑性(trip)钢、孪生诱导塑性(twip)钢、硼钢合金(诸如phs1300)、多相钢(诸如mp1180或mp980)、双相钢(诸如dp980、dp780或dp590)、高强度低合金钢(诸如340hsla)或无间隙原子(if)钢或其它软钢)中的任何一种形成。在优选示例中,选择第三工件材料作为电阻率在第一工件114和第二工件118的电阻率之间的钢。
[0051]
在一个示例中,第一工件114由具有约40
ꢀµω∙
cm至60
ꢀµω∙
cm的电阻率的gen 3钢形成,第二工件118由具有约12
ꢀµω∙
cm至13
ꢀµω∙
cm的电阻率的if钢形成,第三工件50由具有约19
ꢀµω∙
cm至20
ꢀµω∙
cm的电阻率的双相钢(更具体地是dp 590)形成,并且铆钉124由具有约26
ꢀµω∙
cm至28
ꢀµω∙
cm的电阻率的硼钢合金(更具体地是phs1500)形成。因此,铆钉124的电阻率是第二工件118的电阻率的两倍以上,但是第一工件114的电阻率是第二工件114的电阻率的三倍以上,并且大于铆钉124的电阻率。第三工件50的电阻率大于第二工件118的电阻率,但是低于铆钉124和第一工件114两者的电阻率。
[0052]
现在参照图4a至图4d,图示了图1的方法10的应用的另一个示例。在该示例中,材料被涂覆到工件中的一个上。在一种变型中,材料被热喷涂到第一工件214上,以在第一工件214上形成热喷涂层64。例如,可以使用喷灯(torch)将材料雾化成粉末,该粉末在第一工件214上形成涂层64。在替代方案中,涂层64可以通过另一种工艺形成,诸如通过热浸镀。第二工件218设置在第一工件214上,其中,涂层64设置在两个工件214、218之间,以形成工件堆叠220。
[0053]
类似于上面给出的示例,第一工件214和第二工件218的电阻率彼此不同,其中,第二工件218的电阻率低于第一工件214的电阻率。为了提供良好渗透的焊接接头,将涂层64设置为与第一钢工件214和第二钢工件218两者接触,其中,涂层的材料具有大于第二工件218的电阻率的电阻率。虽然在该示例中未示出,但是在其它示例中,如上所图示,插入件或铆钉24、124也可以通过第二钢工件218插入。
[0054]
现在参照图4c,电阻点焊接是通过将第一电极236按压紧靠第二工件218的外侧228并且将第二电极238按压紧靠第一工件214的外侧240来执行的。电流是借助于第一工件214和第二工件218以及借助于涂层64通过第一电极236与第二电极238之间的。当电流通过涂层64和工件214、218时,涂层64增强了接合表面114、66处的焦耳热生成,这改善了对具有较低电阻率的钢工件218的焊接渗透。涂层64的电阻率高于第二工件218的电阻率。
[0055]
现在参照图4d,平衡的焊接熔核68因此形成在第二钢工件218和涂层64的接合表面144、66处,其中,焊接熔核68良好地渗透到第一工件214和第二工件218两者中。例如,焊接熔核68可以按焊接熔核60总数的25%至75%渗透到第一工件214和第二工件218中的每一个中。因此,图4d图示了结合组件248,该结合组件包括第一构件214、第二构件218和涂层64,它们通过焊接熔核68结合在一起。
[0056]
涂层64的电阻率优选地具有在第一工件214和第二工件218的电阻率的值之间的
值,但是在一些示例中,涂层64的电阻率可以等于或大于第一工件214的电阻率。在一些示例中,涂层64的电阻率可以是第二工件218的电阻率的至少两倍,并且第一工件214的电阻率可以是第二工件218的电阻率的至少三倍。
[0057]
可以用于第一工件214的钢材料的一些示例可以是第二代高强度(gen 2)钢(奥氏体不锈钢)、第三代高级高强度(gen 3)钢、相变诱导塑性(trip)钢、孪生诱导塑性(twip)钢、硼钢合金和/或具有相对大的电阻率的任何其它钢。可以用于第二工件218的钢材料的一些示例包括无间隙原子(if)钢或其它软钢、高强度低合金钢(诸如340hsla)、双相钢(诸如dp590)和马氏体钢(诸如ms1500)。涂层64优选地由高电阻率材料形成。在一些示例中,涂层64可以由硼钢合金(诸如phs1300)、gen 3钢、多相钢(诸如mp1180或mp980)、双相钢(诸如dp980、dp780或dp590)或高强度低合金钢(诸如340hsla)形成。涂层64可以替代地由镍或铝硅合金或包含钢、镍和/或铝硅合金的粘合剂材料形成。
[0058]
虽然本文所示的多工件堆叠20、120、220包括两个或三个工件,但是在没有超出本公开的精神和范围的情况下附加的工件可以包括在堆叠20、120、220中,诸如包括第四工件。
[0059]
本说明书本质上仅仅是说明性的,而且绝不旨在限制本公开、其应用或用途。本公开的广泛教导能够以各种形式实施。因此,虽然本公开包括特定示例,但是本公开的真实范围不应被如此限制,因为在研究附图、说明书和所附权利要求时,其它修改将变得明显。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1