管件内壁高速激光熔覆装置的制作方法
管件内壁高速激光熔覆装置
[0001]
技术领域
[0002]
本发明涉及激光熔覆领域,具体涉及一种管件内壁高速激光熔覆装置。
[0003]
背景技术:
[0004]
现有技术中,棒料内表面激光熔覆系统中,是将准直出来的圆形激光束通过聚焦镜在棒料外表面聚焦成圆形光斑。圆形光斑与送入其中的粉末耦合作用,从而在棒料外表面形成熔覆层。圆形光斑与送入其中的粉末耦合作用在棒料表面形成熔覆层,聚焦镜在熔覆基体上形成的圆形光斑直径一般为1-3mm,而且是高斯圆形光斑,这将会导致熔覆形成的单道熔覆层较窄、表面不平整,熔覆的效率不高等诸多问题。
[0005]
技术实现要素:
[0006]
本发明的目的是提供一种管件内壁高速激光熔覆装置,以提供管件内壁的激光熔覆加工效率。
[0007]
为达到上述目的,本发明采用的技术方案是:一种管件内壁高速激光熔覆装置,所述激光熔覆装置包括机台、可回转地设置在所述机台上且用于夹持待加工管件的夹持座、由机械手臂驱动运动的激光熔覆头,以及发出激光束的激光器,所述的激光熔覆头包括近端与所述激光器连接的导光筒、设于所述导光筒近端的准直镜,以及设于所述导光筒远端且具有激光投射通道的熔覆端头,所述熔覆端头上沿所述激光投射通道自后向前依次设置有微透镜阵列、第一柱聚焦镜、第二柱聚焦镜,所述微透镜阵列包括沿垂直于所述激光投射通道的延伸方向阵列排布的多个微透镜,每个所述微透镜的入射面均为迎着投射的激光束拱起的弧形面;所述第一柱聚焦镜与所述第二柱聚焦镜呈正交方向设置,其中,所述第一柱聚焦镜具有第一聚焦面,所述第二柱聚焦镜具有第二聚焦面,所述第一聚焦面、所述第二聚焦面均为顺着投射的激光束拱起的弧形面。
[0008]
优选地,所述导光筒具有沿自身长度方向延伸的导光通道,所述导光通道的延伸方向与所述激光投射通道的延伸方向相互垂直,所述熔覆端头的后部设有用于将自所述导光通道内的激光束反射至所述激光投射通道内的反射镜。
[0009]
优选地,所述熔覆端头自所述导光筒的远端朝所述导光筒的一侧垂直延伸。
[0010]
优选地,所述第一聚焦面的前端具有沿所述第一柱聚焦镜的径向延伸的第一弧形拱起,所述第二聚焦面的前端具有沿所述第二柱聚焦镜的径向延伸的第二弧形拱起,所述第一弧形拱起与所述第二弧形拱起这两者的长度延伸方向相互垂直。
[0011]
优选地,所述激光熔覆头还包括送粉喷嘴,所述送粉喷嘴至少具有喷嘴口,所述喷嘴口位于所述熔覆端头的前方。
[0012]
进一步地,所述送粉喷嘴呈后大前小的锥形,所述送粉喷嘴通过送粉管道连接在
所述熔覆端头的外侧。
[0013]
进一步地,所述激光熔覆头还包括设置在所述熔覆端头前部且具有出风口的风刀,所述喷嘴口位于所述出风口的前方。
[0014]
优选地,所述机械手臂至少具有用于夹持安装所述导光筒的驱动臂,所述驱动臂至少能够沿所述待加工管件的长度延伸方向平移地设置。
[0015]
进一步地,所述导光筒的长度延伸方向、所述驱动臂的平移运动方向以及所述管件的长度延伸方向相互平行。
[0016]
进一步地,所述机台上还设置有能够沿所述待加工管件的长度方向位置可调整的多组移动支架,所述移动支架的顶部具有能够供所述管件绕自身轴心线回转地支撑于其上的支撑座。
[0017]
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:本发明的管件内壁高速激光熔覆装置,其中通过将待加工管件通过夹持座回转地设置,并采用机械手臂来夹持激光熔覆头而使其能够穿入至待加工管件的内孔中而对管件内壁进行加工,加工过程中仅需驱使待加工管件旋转,以及驱使激光熔覆头沿待加工管件的长度方向平移运动即可;同时,采用的新型的激光熔覆头结构紧凑,能够适用于较小孔径内孔的激光熔覆加工,且该激光熔覆头能够将圆形光斑转换为矩形光斑,能够显著地提升熔覆的效率,同时熔覆平整度也大幅提高。
[0018]
附图说明
[0019]
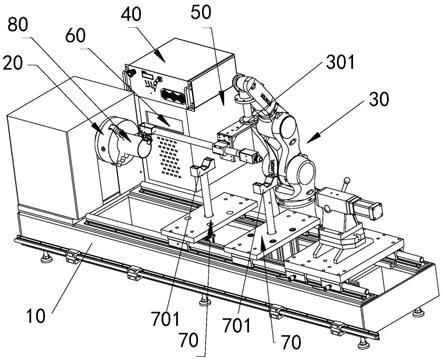
附图1为本发明的激光熔覆装置的整体结构示意图;附图2为本发明采用的激光熔覆头的整体结构示意图;附图3为本发明采用的激光熔覆头的前视图;附图4为沿附图3中a-a向的剖视示意图;附图5为本发明采用的激光熔覆头中熔覆端头的结构分解示意图;附图6a、6b为熔覆端头中第一柱聚焦镜的示意图;附图7a、7b为熔覆端头中第二柱聚焦镜的示意图;附图8为本发明采用的激光熔覆头中激光束投射路线图;其中:10、机台;20、夹持座;30、机械手臂;301、驱动臂;40、激光器;50、水冷机;60、激光熔覆头;70、移动支架;701、支撑座;80、待加工管件;1、导光筒;11、激光器连接头;12、连接座;2、熔覆端头;3、送粉喷嘴;31、送粉管道;3a、喷嘴口;4、反射镜;5、微透镜阵列;6、第一柱聚焦镜;61、第一聚焦面; 7、第二柱聚焦镜;71、第二聚焦面;8、风刀;9、准直镜。
[0020]
具体实施方式
[0021]
下面结合附图及具体的实施方式来对本发明的技术方案作进一步的阐述。
[0022]
参见图1所示的管件内壁高速激光熔覆装置,该激光熔覆装置包括机台10、可回转地设置在机台10上且用于夹持待加工管件80的夹持座20、由机械手臂30驱动运动的激光熔
覆头60、用于发出激光束的激光器40,以及水冷机50。
[0023]
夹持座20具体采用三爪卡盘,其能够在待加工管件80的一端将其夹持固定,激光熔覆头60能够从待加工管件80的另一端穿入至其内孔中而对其管件内壁进行激光熔覆加工。机台10上还设置有能够沿待加工管件80的长度方向位置可调整的多组移动支架70,每个移动支架70的顶部均具有能够供待加工管件80绕自身轴心线回转地支撑于其上的支撑座701,当待加工管件80较长时,可采用一个或多个移动支架70对其进行辅助支撑。这样,驱使夹持座20旋转带动待加工管件80绕自身轴心线旋转,激光熔覆头60在机械手臂30的驱动下沿平行于待加工管件80的长度方向移动,便可以实现对整个管件内壁的加工。
[0024]
激光熔覆头60包括导光筒1、设于导光筒1近端的准直镜9,以及设于导光筒1远端的熔覆端头2。此处,近端与远端是按照该激光熔覆头60在使用的过程中,与激光器40连接的端部为近端,反之为远端。
[0025]
参见图2至图7b所示,本实施例中,熔覆端头2自导光筒1的远端朝导光筒1的一侧垂直延伸。熔覆端头2具有激光投射通道,导光筒1具有沿自身长度方向延伸的导光通道,上述导光通道的延伸方向与激光投射通道的延伸方向相互垂直,熔覆端头2的后部设有用于将自导光通道内的激光束反射至激光投射通道内的反射镜4。此处,熔覆端头2的前后是以激光束沿激光投射通道传输时的前后方向予以参考定义的。
[0026]
熔覆端头2上沿激光投射通道自后向前依次设置有微透镜阵列5、第一柱聚焦镜6、第二柱聚焦镜7,其中,微透镜阵列5包括多个呈阵列排布的多个微透镜(图中未示出),这多个微透镜阵列排布的方向垂直于激光投射通道的延伸方向;第一柱聚焦镜6与第二柱聚焦镜7呈正交方向设置,其中,第一柱聚焦镜具有第一聚焦面61,第二柱聚焦镜7具有第二聚焦面71,第一聚焦面61、第二聚焦面71均为顺着投射的激光束拱起的弧形面。
[0027]
具体地,第一聚焦面61具有沿第一柱聚焦镜6的径向延伸的第一弧形拱起,第二聚焦面71具有沿第二柱聚焦镜7的径向延伸的第二弧形拱起,上述第一弧形拱起与上述第二弧形拱起这两者的长度延伸方向相互垂直。
[0028]
导光筒1的近端还设置有激光器连接头11,该激光器连接头11具有qbh接口,以用于与激光器40连接。
[0029]
如此,从激光器40发出的发散的激光束经过准直镜9准直处理后变为平行激光束,该平行激光束沿着导光筒1的导光通道投射至反光镜4,然后由反光镜4反射至熔覆端头2的激光投射通道,然后依次经过微透镜阵列5、第一柱聚焦镜6及第二柱聚焦镜7后变化为竖直方向均匀、水平方向呈高斯分布的矩形光斑,该矩形光斑能够保证熔覆的高效率进行。该矩形光斑为半匀化光斑,光斑内部竖直方向各点能量密度相同,从而与粉末耦合时能够形成较平整的熔覆层。
[0030]
图8示出了本发明的激光熔覆头中激光束投射路线及原理,该激光熔覆头中采用一个微透镜阵列5、两个柱聚焦镜(第一柱聚焦镜6与第二柱聚焦镜7),形成一个单向矩形匀化光斑光学系统,通过该系统可以得到竖直方向均匀、水平方向呈高斯分布的矩形光斑。参图8所示,激光束由光纤射出,经过准直镜9准直后射向一维的微透镜阵列5,通过该微透镜阵列5分割为多束子光束,然后通过两组柱聚焦镜进行聚焦,形成一个一维的非成像型微透镜匀化系统,柱聚焦镜的后焦面上得到一定宽度均匀分布的光斑。在图8中的水平方向上,激光束由光纤射出,经过准直镜9准直,通过一维的微透镜阵列5和竖直方向聚焦的第一柱
聚焦镜6时水平方向光路不受影响,最后通过一个水平方向聚焦的第二柱聚焦镜7聚焦,但是水平方向聚焦和竖直方向聚焦的两个柱聚焦透镜焦面不重合,因此水平方向存在离焦,不同的离焦距离对应不同的水平方向光斑宽度,由于水平方向的光斑是由离焦获得的,所以其光强分布为高斯分布。
[0031]
该激光熔覆头60还包括送粉喷嘴3,送粉喷嘴3通过送粉管道31连接在熔覆端头2的外侧,该送粉喷嘴3呈后大前小的锥形,其至少具有喷嘴口3a,该喷嘴口3a位于熔覆端头2的前方,从该喷嘴口3a喷出的粉末能够与从熔覆端头2前端投射出的激光束同时作用于待加工表面而实现激光熔覆加工。
[0032]
该送粉喷嘴3上设有多个均匀分布的小孔,能够保证熔覆工作时,粉末能够均匀地被送入待加工表面上,保证熔覆层的平整度。
[0033]
激光熔覆头60还包括设置在熔覆端头2前部且具有出风口的风刀8,喷嘴口3a位于出风口的前方,能够保证高温飞散的粉末不会进入激光投射通道内而损坏各镜片。
[0034]
参见图1所示,机械手臂30采用六轴机械手,其至少具有用于夹持安装导光筒1的驱动臂301,该驱动臂301至少能够沿待加工管件80的长度延伸方向平移地设置,此处,导光筒1上还固定地设置有连接座12,通过该连接座12与驱动臂301的固定连接而将激光熔覆头60固定至驱动臂301上而由其驱动运动。
[0035]
综上,本发明的管件内壁高速激光熔覆装置,其中通过将待加工管件80通过夹持座20回转地设置,并采用机械手臂来夹持激光熔覆头60而使其能够穿入至待加工管件80的内孔中而对管件内壁进行加工,加工过程中仅需驱使待加工管件80旋转,以及驱使激光熔覆头60沿待加工管件80的长度方向平移运动即可,加工操作方便且效率高;同时,采用的新型的激光熔覆头60结构紧凑,能够适用于直径150mm以内的内孔熔覆加工,且该激光熔覆头60能够将圆形光斑转换为矩形光斑,相较传统的圆形光斑光学系统,单次熔覆形成的熔覆层宽很多,能够显著地提升熔覆的效率,同时熔覆平整度也大幅提高。
[0036]
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1