一种气动快速夹具的制作方法
[0001]
本发明属于夹持工具技术领域,具体涉及一种夹具。
背景技术:
[0002]
涡轮机叶片类曲面工件的表面二次加工是提高工件性能的手段之一。对曲面工件进行二次加工的难点之一是曲面工件的夹装。例如涡轮机叶片具有薄壁、易变性、夹装面是曲面等特点,如图9、10所示。普通夹具夹装叶片类工件时夹装不稳定,夹紧力不恒定,加紧时易损坏叶片。因此,设计一种可以解决上述技术问题的夹具具有重要意义。
技术实现要素:
[0003]
在本发明的目的是为了解决现有技术中存在的缺点,如:现有夹具夹装涡轮机叶片等曲面工件时易损坏工件,夹紧不稳定,不能同时夹装多个工件等,为此提出一种气动快速夹具。
[0004]
为了实现上述目的,本发明采用了如下技术方案:下面将结合本发明中的附图,对本发明的技术方案进行清楚、完整地描述。
[0005]
一种气动快速夹具,包括主架,固定塑胶垫,塑胶垫,滑块,气囊,主架法兰盘,螺杆,螺栓,回转轴。主架布有隔板,如图2所示。主架与主架法兰盘通过螺杆连接成一体,主架内侧壁粘贴固定塑胶垫,如图1所示。滑块呈花键形,如图3所示,左侧粘贴塑胶垫,塑胶垫与滑块具有相同的外形结构。滑块右侧与气囊左侧粘接,气囊右侧与主架法兰盘粘接。气囊外形如图4所示,气囊外轮廓与主架隔板内侧间隙配合。滑块和塑胶垫与主架间隙配合,滑块和主架法兰盘同轴。主架法兰盘通过螺栓与回转轴连接成一体。
[0006]
在回转轴中,轴承与回转主轴,固定壳过盈配合。后端盖与回转主轴之间采用螺纹连接。轴卡簧、前端盖、后端盖、轴承、导向圈、o形圈、回转主轴轴肩共同限定了固定壳的轴向位移。固定壳与回转主轴之间安装了轴承,在回转主轴做回转运动时,固定壳可保持固定不动,便于回转轴通气口连接气泵。回转主轴内部设有通气管路,通气管路左端通过回转主轴,主架法兰盘和气囊相接。导向圈内外两侧都设有旋转密封。回转轴通气口连接气泵,气泵为外接设备,为夹具提供气动力。所有气压管路之间都密封,不漏气。
[0007]
在夹装工件时,回转轴右端夹在通用机床夹具内,回转轴通气口连接气泵,将需要夹装的多个工件按实际需要同时横向或者纵向放置在主架的隔板中且工件一侧与固定塑胶垫接触,如图8所示。气泵提供气压,气囊沿着轴线方向向左伸长,同时推动塑胶垫和滑块向左移动,加紧工件。在加紧过程中根据工件承受加紧力的要求设置气压。加紧时固定塑胶垫和塑胶垫发生弹性变形,进一步贴合工件表面,有利于提高加紧稳定性,同时有利于夹装曲面工件,以免曲面工件局部承受不均匀的加紧力而损坏。在拆卸工件时,气泵释放气压,气囊沿着轴线方向向右缩短,同时固定塑胶垫和塑胶垫弹性变形量减少,滑块向右移动,直至工件受到的夹紧力消失,取出工件。
[0008]
与现有技术相比,本发明的有益效果在于:
1.本发明适用于夹装涡轮机叶片等薄壁、曲面类工件,夹装时不宜损坏工件。
[0009]
2. 本发明通过气动压力提供夹紧力,具有加紧力大,加紧、拆卸迅速,工件重复夹紧时可通过提供恒定的气压来保证恒定的夹紧力等优点。
[0010]
3. 本发明具有结构简单、执行器件少、操作方便、动作快速等优点。
附图说明
[0011]
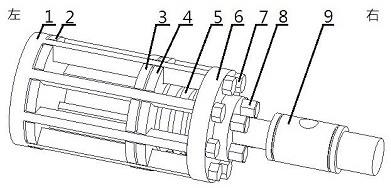
图1是本发明的三维总装示意图图2是主架结构示意图图3是滑块结构示意图图4是气囊示意图图5是回转轴示意图图6是回转轴剖面图图7是本发明加紧叶片类工件的三维示意图图8是本发明加紧叶片类工件的俯视图图9是叶片类工件的三维示意图图10是叶片类工件的俯视图附图标号说明:1、主架;2、固定塑胶垫;3、塑胶垫;4、滑块;5、气囊;6、主架法兰盘;7、螺杆;8、螺栓;9、回转轴;901、回转主轴;902、前端盖;903、端盖密封;904、o形圈;905、旋转密封;906、后端盖;907、轴卡簧;908、密封圈;909、固定壳;9010、导向圈;9011、轴承。
具体实施方式
[0012]
下面将结合本发明实施实例中的附图,对本发明实施实例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0013]
参照图1-10,一种气动快速夹具,包括主架1,固定塑胶垫2,塑胶垫3,滑块4,气囊5,主架法兰盘6,螺杆7,螺栓8,回转轴9。主架1布有隔板,如图2所示,且与主架法兰盘6通过螺杆7连接成一体,主架1内侧壁粘贴固定塑胶垫2,如图1所示。滑块4呈花键形,左侧粘贴塑胶垫3,滑块4右侧与气囊5左侧粘接,气囊5右侧与主架法兰盘6粘接,滑块4和塑胶垫3与主架1间隙配合,主架法兰盘6通过螺栓8与回转轴9连接成一体。
[0014]
在回转轴9中,轴承9011与回转主轴901,固定壳909过盈配合。后端盖906与回转主轴901之间采用螺纹连接。固定壳909与回转主轴901之间安装了轴承9011,在回转主轴901做回转运动时,固定壳909可保持固定不动,便于回转轴9通气口连接气泵。导向圈9010内外两侧都设有旋转密封905。回转主轴901内部设有通气管路,通气管路左端通过回转主轴901,主架法兰盘6和气囊5相接。回转轴通气口连接气泵,所有气压管路之间都密封,不漏气。
[0015]
在夹装工件时,回转轴9右端夹在通用机床夹具内,回转轴9通气口连接气泵,将需要夹装的多个工件按实际需要同时横向或者纵向放置在主架1的隔板中且工件一侧与固定塑胶垫2接触,如图8所示。气泵提供气压,气囊5沿着轴线方向向左伸长,同时推动塑胶垫3和滑块4向左移动,加紧工件。在加紧过程中根据工件承受加紧力的要求设置气压。加紧时固定塑胶垫2和塑胶垫3发生弹性变形,进一步贴合工件表面,有利于提高加紧稳定性,同时
有利于夹装曲面工件,以免曲面工件局部承受不均匀的加紧力而损坏。在拆卸工件时,气泵释放气压,气囊5沿着轴线方向向右缩短,同时固定塑胶垫2和塑胶垫3弹性变形量减少,滑块4向右移动,直至工件受到的夹紧力消失,取出工件。
[0016]
上面结合附图对本发明实施方式作了详细说明,但是本发明并不限于上述实施方式, 对于本领域普通技术人员来说,还可以在不脱离本发明的前提下作若干变型和改进,这些也应视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1